
All the Types of 3D Printers: A Complete Guide

Confused about the various types of 3D printers and what they do? We cover all machine varieties from hobby-level to industrial.
A 3D printer is not one type of machine. There are dozens of different types, sizes, and processes, so there’s no wonder that there’s often confusion about which type does what.
3D printers can fabricate parts out of everything from plastics, metals, and ceramics to chocolate, wood, and living cells. They can range in price from a few hundred dollars to more than a million.
As you’ll see in this guide, 3D printing — also called additive manufacturing — is an umbrella term covering many very distinct processes using completely different machines and materials. The only thing these machines have in common is that they build a solid object from a digital file layer by layer.
In this easy-to-use guide, you’ll learn the difference between the types of 3D printers. We have another guide that covers the seven types of 3D printing technologies if you want to approach the topic from that angle, but below we look at the machines themselves.
The types of 3D printers could be divided as hobbyist or industrial, or which technology they employ, such as fused deposition modeling (FDM) or laser powder bed fusion (LPBF), but we’re going to list them in the way most users refer to them: by the type of material they use to fabricate parts.
But even these material categories struggle to encompass the growing variety of printer subtypes and hybrids. Still, we aim to cover it all below! One caveat: we’re only featuring printer types that are currently commercially available and not any that are just used by researchers.
Let’s dive in!
Plastic 3D Printers

There are more plastic (also called polymer) 3D printers on the market today than any other kind. The variety of plastics you can 3D print with is enormous and some materials require a 3D printer with special features. The plastic you print with can come in the form of filament, resin, or powder.
Filament 3D Printers
3D printers that use a spool of plastic string called filament as the material are typically called fused deposition modeling or FDM 3D printers. There are thousands of models, from basic versions for children to sophisticated editions for manufacturing.
You may occasionally hear FDM machines referred to as fused filament fabrication (FFF), which highlights that the machine uses polymer material in filament form. In contrast, there are also pellet 3D printers, which are a type of FDM that doesn’t use filament but rather polymer pellets that are melted inside the extruder. These are sometimes called fused granulate fabrication (FGF) 3D printers.

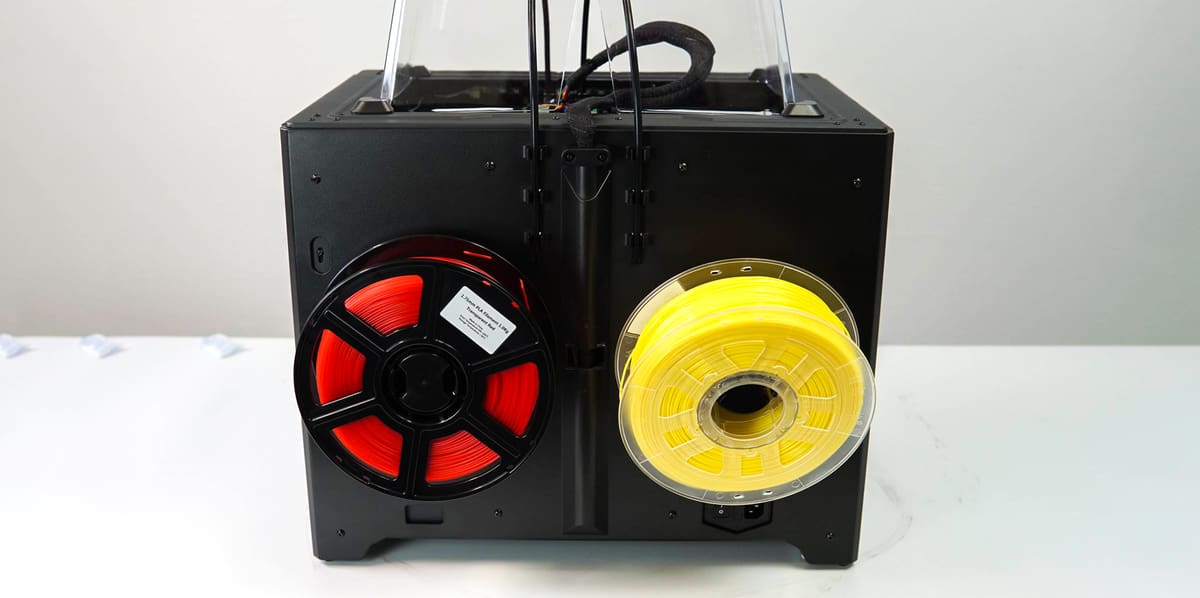
FDM 3D printers, like all 3D printers, start with a digital model that is then translated into instructions for the 3D printer to follow. With filament FDM 3D printers, a spool of filament (there are hundreds of plastics to choose from) is loaded into the 3D printer and fed through to a printer nozzle in the extrusion head. The printer nozzle, or nozzles, are heated to the desired temperature causing the filament to soften so that, when extruded, consecutive layers will join to create a solid part.
When plastics pellets are used instead of filament, these are moved from a hopper to the extruder then melted like filament and the rest of the process is the same.
As the printer moves its extrusion head along the specified coordinates on bed of the printer or more technically, the XY plane, it lays down the first layer. The extrusion head then raises to the next level height (the Z plane) or the bed lowers, and this process of printing layers is repeated, building layer upon layer until the object is fully formed.
Metal filament 3D printing is rapidly advancing and we cover it in more detail in the metal section below.

Different Types of Filament 3D Printers
There are many different types of filament 3D printers. Some have one extrusion nozzle, while others have two or more. Some move the extruder across the build platform, while others move the build platform and the extruder is stationary. Some are enclosed and heated, some are open. Let’s take a brief look at each of these, but notice the links in blue to more in-depth articles on each of these topics.
Single Filament vs. Multifilament
Your filament 3D printer, whether it’s a hobby-level machine or an industrial one, can print with one material at a time, but some can print with more. Dual extruder 3D printers have two nozzles and can print with, typically, a base material and a material used to support the part as it’s fabricated, called a support material. An independent dual extruder (IDEX)FDM 3D printer has two separate extruders that can take turns printing on the same part or they can print two identical parts at the same time.
For a FDM 3D printer to print with multiple colors or materials on the same part, it needs to have a material changer. This accessory automatically changes the filament according to the digital file. For example, a Bambu Lab X1C FDM 3D printer, is capable of making parts with four, eight, 12, or 16 colors, depending on how many four-filament changers you have installed. The changer, in Bambu Lab’s case, is called the Automatic Material Station (AMS) and it pulls back one filament from the printer and inserts the next.
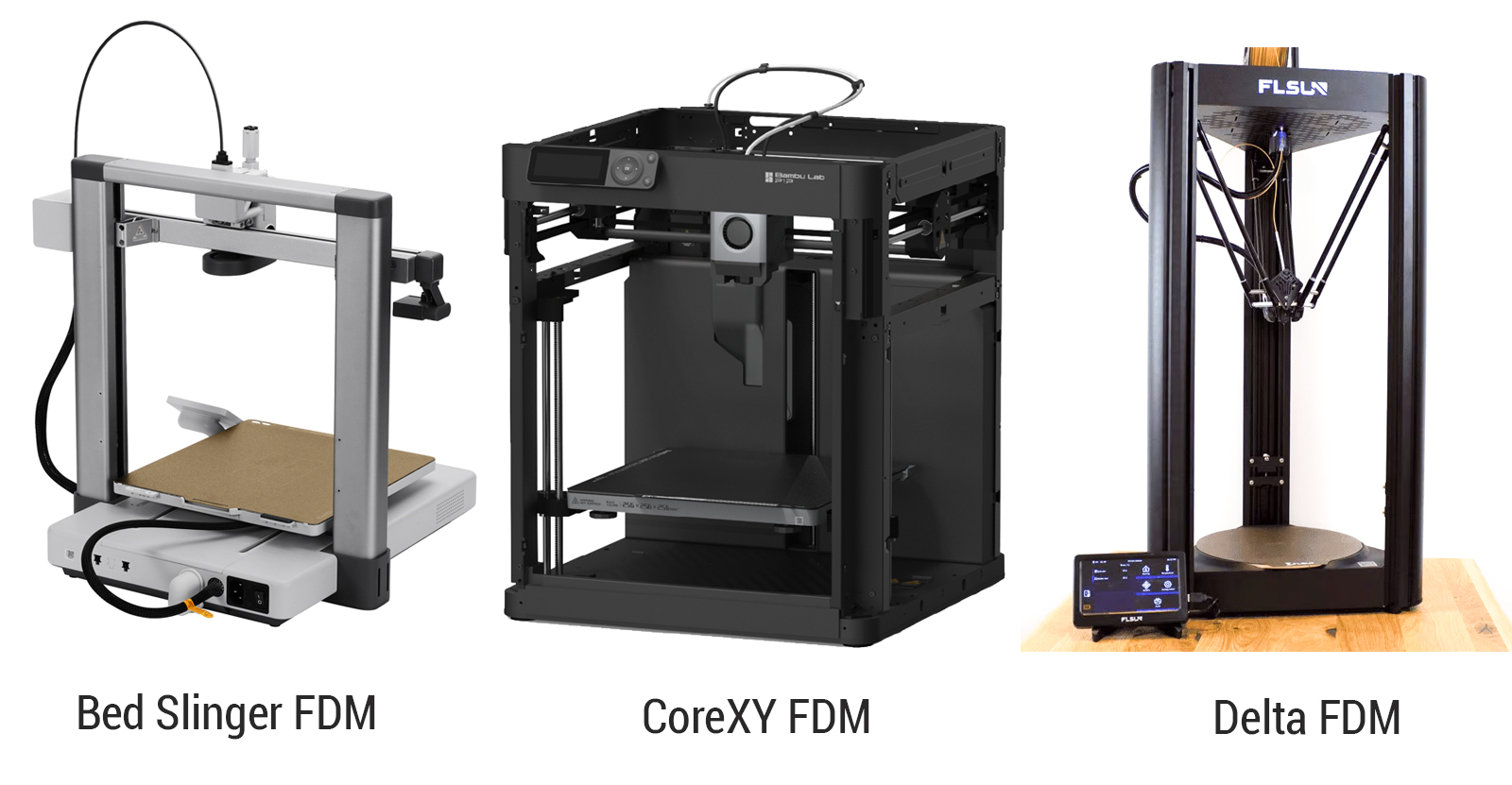
Bed Slinger vs. CoreXY vs. Delta
There are various ways, mechanically, that the printhead moves in filament 3D printers. Improvements over the years in how the printhead moves relative to the build platform have resulted in better accuracy and speed. Yet what most types of FDM have in common are the three coordinates that you may remember from geometry class: the X-, Y-, and Z-axis, also called the Cartesian coordinate system. In a 3D printer, this is called a Cartesian motion system, and there are several types. The most popular are Bed Slinger, CoreXY, and Delta. Less popular are Polar, Belt, H-Bot, and SCARA, and others we cover in “The Types of FDM 3D Printers: Cartesian, CoreXY & More.”
The term “bed slinger” is widely used to describe the majority of hobbyist-level 3D printers, where the bed or build platform slings horizontally along the Y-axis. In this type of filament 3D printer, the printhead or extruder moves along the X- and Z-axis (or left and right, and up) while the bed moves along the Y-axis (or back and forth).
The CoreXY design uses a special belt arrangement that allows for high-speed, precise movements. This design eliminates excess vibrations from a moving build platform resulting in a more stable fabrication. The CoreXY configuration employs two motors working in unison to control the printhead’s movement in both the X- and Y-axes. These motors remain stationary on the frame’s corners, instead of moving with the printhead, reducing the weight of the moving parts.
Delta printers are so named because they move using a triangular system of coordinates. With three arms separated at equal angles from each other, a delta printer’s extruder head is suspended in mid-air. These arms move up and down, extending and retracting, to control the extruder’s position: All arms work together to achieve a single movement. This means delta printers need different programming to translate XYZ coordinates into their triangular movement to extrude each layer. The main attraction of delta printers is that they’re faster than Cartesian-style machines because smaller movements are needed to print the same object.
Enclosed vs. Open
An enclosure — a type of box around the printer mechanics — usually adds to the price of the machine, but it’s highly desirable to keep heat, smells, harmful emissions, and noise contained while keeping drafts out. Some plastics, like ABS, need a consistent temperature environment to not warp while other materials, such as carbon-fiber-filled nylon benefit from a heated enclosure, also called a chamber, for best results. Enclosures can be built-in or you can create one yourself.
Specialty Types of FDM 3D Printers
One popular polymer 3D printer that falls a bit outside of the typical filament category is from printer maker Markforged. It is essentially an FDM, but one nozzle extrudes a polymer filament while a second nozzle lays down a continuous fiber to reinforce the polymer. This type of “composite” 3D printer is also offered by a printer maker called 9TLabs. This company’s machine is a hybrid continuous-fiber-reinforced solution consisting of two units; the 3D printer and the compression molder.

Resin 3D Printers
3D printers that feature a vat of liquid plastic (resin) as the base material are typically called resin 3D printers. Like filament 3D printers, there are many models ranging from hobby versions to industrial ones, but these printers are very different from their filament cousins.
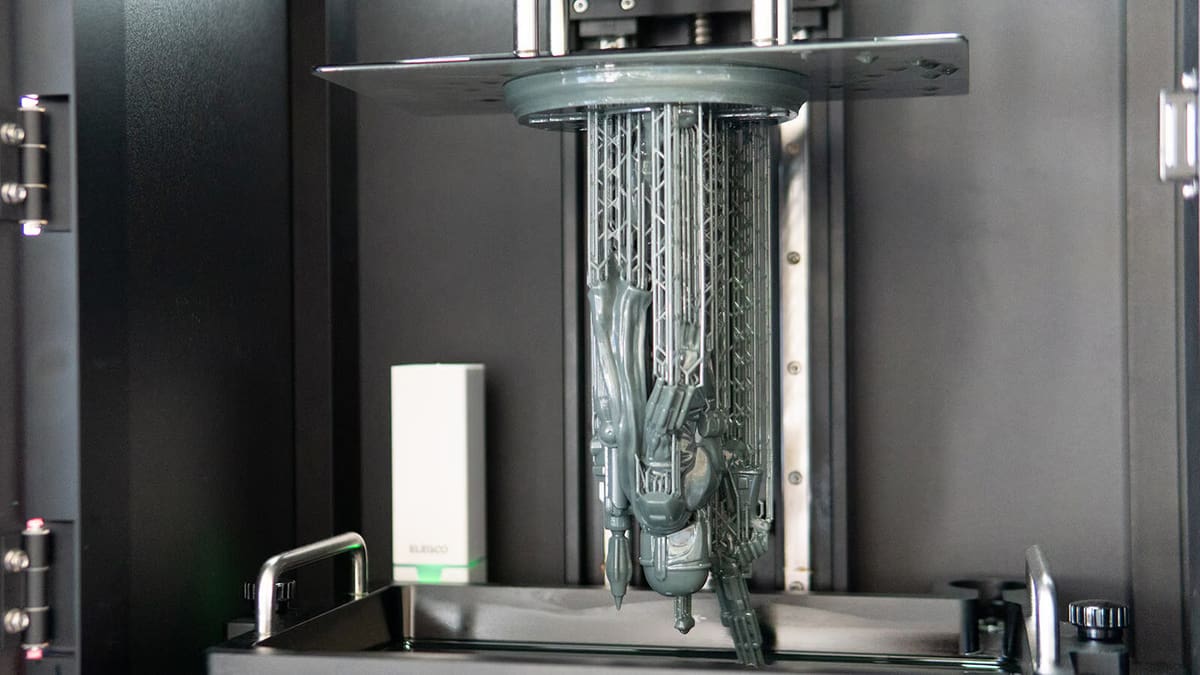
Most resin 3D printers start with a pool or vat of a photopolymer resin, which is a liquid plastic that reacts to light by hardening. In the printer, light is precisely directed to a specific point or area of the liquid plastic according to the corresponding slice of the digital 3D model. The light hardens the resin. Once the first layer is hardened in shape, the build platform is moved up or down (depending on the printer) by a small amount (typically between 0.01 and 0.05 mm), and the next layer is exposed to light and joined to the previous one. This process is repeated layer by layer until the 3D part is formed.
After the 3D printing process is done, the object is cleaned to remove the remaining liquid resin and post-cured (either in sunlight or a UV chamber) to enhance the mechanical properties of the part. The part is not usable without these post-printing steps.
Different Types of Resin 3D Printers
The technical term for resin 3D printing is vat polymerization, and it comes in three general types: stereolithography (SLA), digital light processing (DLP), and liquid crystal display (LCD) — also known as masked stereolithography (MSLA). Each of these three types of resin technology has distinct 3D printers. The fundamental difference between these types of 3D printers is the light source and how it is used to cure the resin.
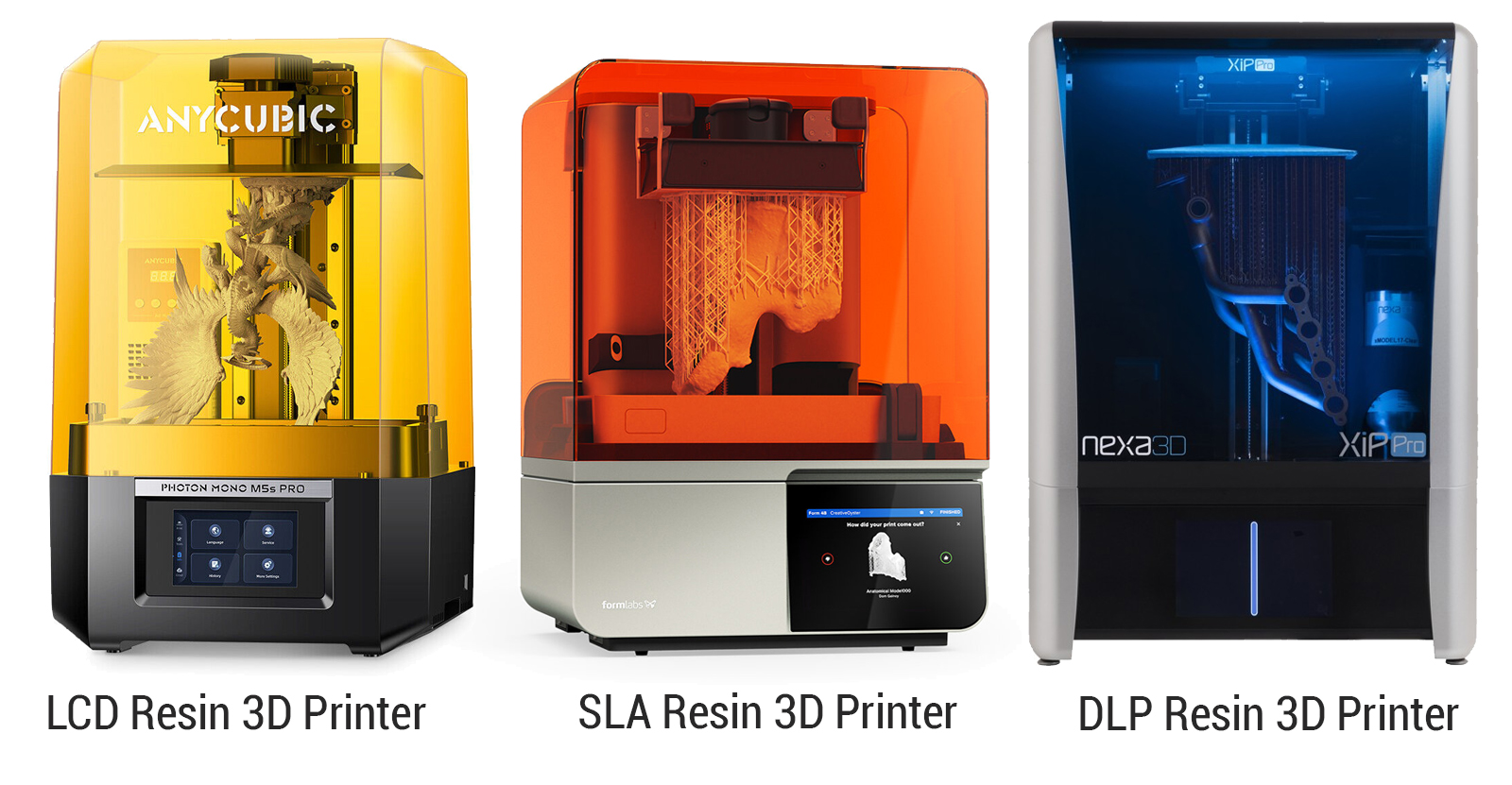
SLA vs. DLP vs. LCD
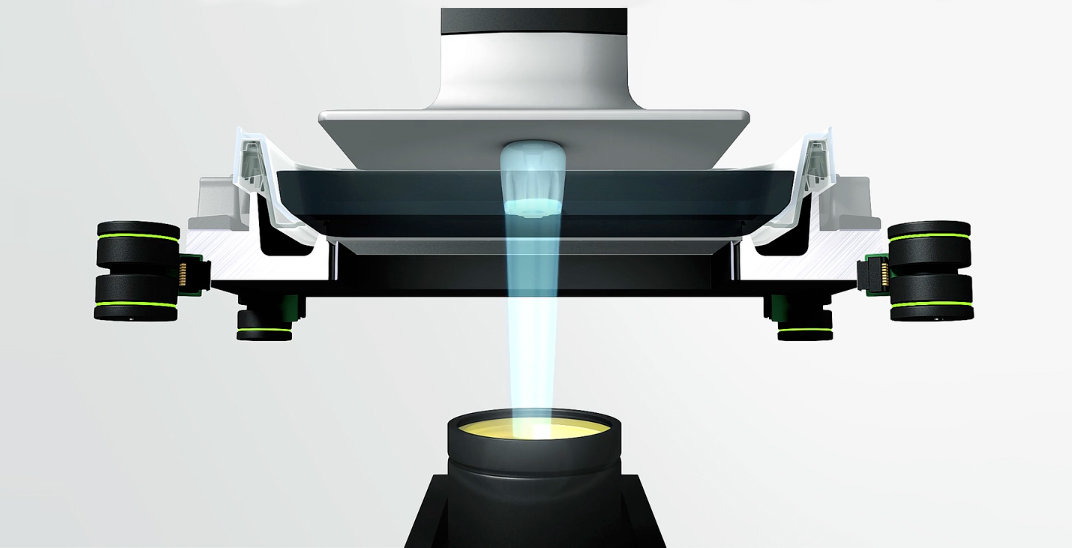
An SLA printer today uses mirrors, known as galvanometers (or galvos) to rapidly aim a laser beam (or two) across a vat of resin, selectively curing and solidifying a cross-section of the object inside the building area, building it up layer by layer. As each layer is cured in just the right places, the build platform then moves up (almost imperceptibly) to pull out the hardened resin layer and make space for another liquid layer that will then be cured by the laser.
One disadvantage of SLA is that a point laser can take longer to trace the cross-section of an object when compared to our next method (DLP), which flashes a light to harden an entire layer at once. Lasers, however, can produce stronger light which is required by some engineering-grade resins.
DLP 3D printing uses a digital light projector (instead of a laser) to flash a single image of each layer all at once (or multiple flashes for larger parts) on a layer of resin. DLP is (more often than SLA) used to produce larger parts or larger volumes of parts in a single batch since each layer flash takes exactly the same amount of time regardless of how many parts are in the build, which makes it generally faster than the laser method in SLA.
Because the projector is a digital screen, the image of each layer is composed of square pixels, resulting in a layer formed from small rectangular blocks called voxels. Light is projected onto the resin using light-emitting diode (LED) screens or a UV light source (lamp) that is directed to the build surface by a digital micromirror device (DMD).
The DMD sits between the light and the resin and consists of an array of micro-mirrors that control where light is projected and generates the light pattern on the build surface. This enables the different points of light (and polymerization) of the resin at different locations within one layer.
Not all DLP 3D printers are the same, and there is a vast difference in the power of the light source, the lenses it passes through, the quality of the DMD, and a host of other parts and components that make up a machine costing $300 versus a machine above $200,000.
Liquid crystal display (LCD), also called masked stereolithography (MSLA), is very similar to DLP above, except, instead of a digital micromirror device (DMD) it uses an LCD screen, which has a noticeable downward impact on the 3D printer’s price.
Like DLP, the LCD photomask is digitally displayed and composed of square pixels. The pixel size of the LCD photomask defines the granularity of a print. Thus, the XY accuracy is fixed and does not depend on how well you can zoom or scale the lens, as is the case with DLP.
Another difference between DLP-based printers and LCD technology is that the latter uses an array of hundreds of individual emitters rather than a single-point emitter light source like a laser diode or DLP bulb. Due to the low cost of LCD units, this technology has become the top choice for the budget desktop resin printer segment, but that doesn’t mean it’s not used professionally. Some industrial 3D printer makers are pushing the limits of the technology with impressive results.
Specialized Types of Resin 3D Printers
Some 3D printer manufacturers, especially those that make professional-grade 3D printers, have developed unique and patented variations of vat polymerization, so you may see different technology names in the market.
One industrial 3D printer manufacturer, Carbon, uses a vat polymerization technology it calls Digital Light Synthesis (DLS) which is a type of DLP; Stratasys calls its technology in its Origin machines Programmable Photopolymerization (P³), which is also a take on DLP; and Formlabs offers what it calls Low Force Stereolithography (LFS), which is SLA.

We won’t go into too much detail here but there are also resin 3D printers that use a photopolymer and metal slurry to fabricate parts called lithography-based metal manufacturing (LMM). There are resin 3D printers that have special lenses to create tiny, micro-3D printed parts, which are called projection microstereolithography (PµSL) or even smaller, two-photon polymerization (TPP) (also known as 2PP).
And, lastly, there a type of resin 3D printer that uses a technology called Digital Composite Manufacturing (DCM), which is a filled-photopolymer technology that introduces functional additives, such as metal and ceramic fibers, to the liquid resin.
Multicolor Resin 3D Printers
There’s another type of 3D printer that uses resin as a material, but not in a vat form, rather tiny droplets of resin are deposited then instantly cured by a UV light. Called material jetting (M-Jet), these industrial 3D printers combine the fine detail of resin 3D printing with speeds often better than filament 3D printing (FDM). Plus the resin can be colored to create parts and prototypes in true-to-life color and texture.
Rather than the more technical name “material jetting,” these industrial resin machines are usually referred to by manufacturer-specific names, such as PolyJet by 3D printer maker Stratasys or MultiJet Printing (MJP) by 3D Systems, but it’s not just branding. All material jetting 3D printers are not the same. There are patented variances between printer makers and proprietary materials.
Material jetting 3D printers from Stratasys, 3D Systems, and Mimaki made with material jetting require support, which is printed simultaneously during the build from a dissolvable material that is removed during the post-processing stage. M-Jet is one of the only types of 3D printing technology to offer objects made from multi-material printing and full color.

There are no hobbyist versions of material jetting machines. These are for professionals found at automakers, industrial design firms, art studios, hospitals, and all types of product manufacturers looking to create accurate prototypes to test concepts and get products to market faster.
Unlike vat polymerization technologies, material jetting doesn’t require post-curing since the UV light in the printer fully cures each layer.
Specialty Types of Resin 3D Printers
One resin-based 3D printer line that often defies categorization is from maker Massivit 3D. The company offers several machines that dispense a photopolymer gel at high speeds before curing it into solid layers under UV lights attached to the extruder, which so far sounds like material jetting. The difference though is that one printhead can print a sacrificial outer shell, while another printhead fills the mold with an industrial-grade polymer casting material. The outer shell is removed by soaking in water, and what’s left is an industrial-grade mold with no layer lines or supports, which can also be machined for surface finish or tighter tolerances.

Polymer Powder 3D Printers
3D printers that use powdered plastic as the base material are just as varied as those that use resin. There are two main types under the polymer powder bed fusion (PBF) umbrella: one fuses the powder together layer by layer with a laser (or lasers) and the other uses a combination of heat and glue (very roughly speaking).
Polymer powder bed fusion 3D printers are sought after for parts that rival injection-molded parts in mechanical characteristics. Speed and volume are also a main feature since dozens or even hundreds of various parts can be stacked, arranged, and fabricated in one print run.

Different Types of Polymer Powder 3D Printers
As with resin 3D printers, each technology of polymer powder 3D printing has its own unique 3D printer. There are no hobby versions of these 3D printers and they range in price from about $90K to well over six figures.
The type that uses a laser to fuse polymer powder is called a selective laser sintering (SLS) 3D printer. This type of polymer powder machine deposits a very thin layer of powdered material onto a build platform, then a laser scans the surface according to the pattern laid out in the digital model. The laser selectively sinters the powder and solidifies a cross-section of the object. When the entire cross-section is scanned, the build platform moves down one layer thickness in height. The recoating blade deposits a fresh layer of powder on top of the recently scanned layer, and the laser will sinter the next cross-section of the object onto the previously solidified cross-sections.

These steps are repeated until all objects are manufactured. The powder that hasn’t been sintered remains loose but in place to support the objects, which reduces or eliminates the need for support structures. After removing the parts from the powder bed and cleaning, there are no other required post-processing steps. The part can be polished, coated, colored, or machined depending on the material.
There are dozens of differentiating factors among SLS 3D printers, including not only their size, but also the power and number of lasers, the spot size of the laser, the time and manner in which the bed is heated, and how the powder is distributed, to name just a few. The most common material for SLS 3D printers is nylon (PA6 and PA12), but parts can also be printed to be flexible using TPU and other materials, including a new type of polymer-coated metal powder to produce metal parts on select SLS machines in a process called Cold Metal Fusion.

Binder jet 3D printers are another type of machine that uses powdered plastic as its base material. As you can tell from the name, these machines include the use of a binder, or any of a range of fluids that work to “glue” the polymer particles together.
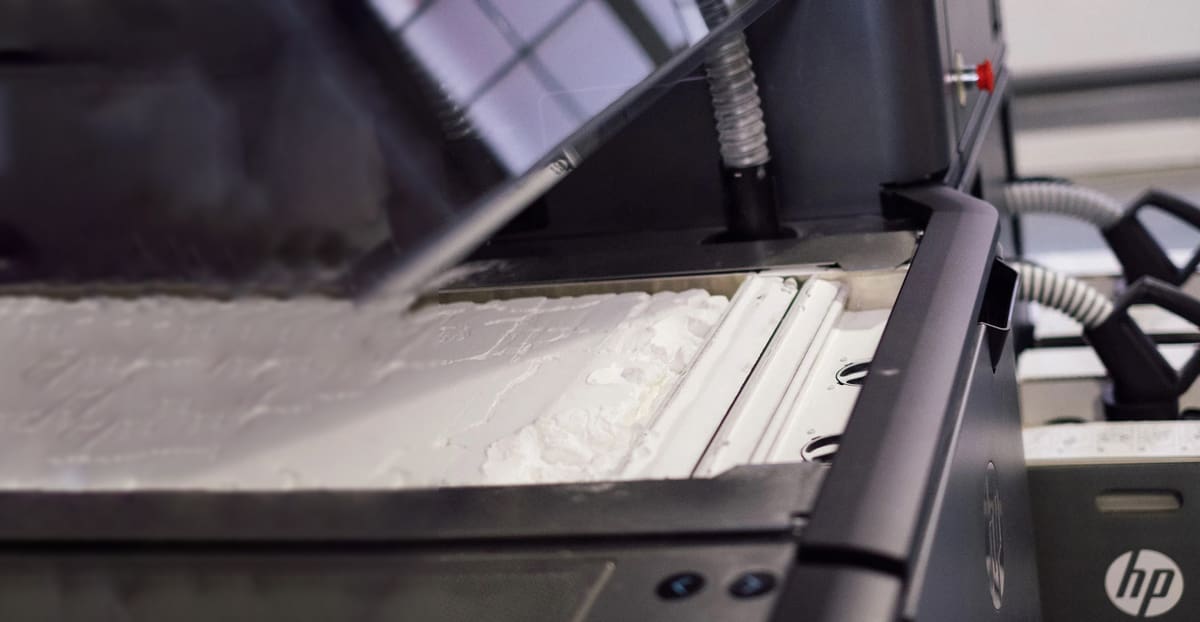
Like SLS, polymer binder jetting begins with a polymer powder (usually a type of nylon) spread across a build platform in a thin layer. Then inkjet heads dispense a binder liquid (and/or other fluids, including colored inks, fusible or radiation absorbing fluids, and magnetic fluids) precisely where the polymer should be joined on each layer.
Most methods today include a heating unit or energy unit attached to the inkjet head or on a separate carriage that fuses the parts of the layer that receive the fluid. This energy step creates strong parts because the polymer powder is essentially melted together rather than only glued together.
The three major 3D printer makers that have machines employing this polymer-powder-and-liquid-binder type of technology don’t like to call their machines binder jetting at all. They are more widely known by other names, such as Multi Jet Fusion (MJF) from 3D printer maker HP. MJF machines are a proprietary technology that technically falls under the binder jetting category. Newer and similar technologies include High-Speed Sintering (HHS) from 3D printer maker Voxeljet and Selective Absorption Fusion (SAF) from 3D printer maker Stratasys. All three of these are comparable to SLS, but are faster, offer a smoother surface finish, and you’re able to reuse more of the powder left over from each print run.
Once printed, plastic parts are removed from their powder bed, cleaned, and can be used without any further processing.

Metal 3D Printers

There are about 10 ways to 3D print metal that can be divided by material type: filament, powder, wire, etc. The most affordable metal 3D printers are actually the same filament 3D printers that you’d use for plastics, but you’d use a metal-infused plastic filament to produce metal parts (after post-processing steps).
The most popular type of metal 3D printer uses a laser and metal powder to fabricate parts, and several up-and-coming methods use metal wire or molten metal. Let’s take a look at them all.
Metal Filament 3D Printers

3D printers that use metal filament are skyrocketing in popularity because they are an affordable entry point to metal 3D printing. Solid metal parts from filament have dramatically expanded access to 3D printing metal for a wide audience of professionals who had been priced out of the technology. Today, printing with metal filament is used for everything from small replacement parts to heat sinks to injection molds.
Metal filament 3D printers are almost identical to plastic filament 3D printers, in fact, almost all of the machines that print with metal filament will also print with plastic filament. Strictly speaking, metal filament, which is a plastic filament with about 80% or more metal powder, can print on almost any filament 3D print as long as the extruder gets hot enough and it is equipped with a hardened steel nozzle. But only a handful of plastic filament 3D printer makers, including UltiMaker, BCN3D, and Zortrax, have an adaptor kit for metal and the settings worked out to ensure printing success.
There’s another category of 3D printers that also use a metal-powder-infused-polymer material, but these only print metal. For example, Markforged’s Metal X is an filament 3D printer that uses proprietary metal filament (offered in five metals), whereas the others mentioned above, only print with Forward AM brand stainless steel filament or possibly Virtual Foundry metal filament. Another similar machine from Desktop Metal, the Studio System, prints in nine metals in the form of proprietary bound polymer-metal rods.
Unlike all other types of filament, metal filament for metal parts requires additional post-processing steps after printing, which may include removing the polymer from the printed part in a chemical solvent before putting the print in a sintering oven that condenses it into a solid metal part.
Oh, and, by the way, metal can also be used in pellet form. Machines from Pollen 3D and Aim3D use the same metal pellets used in injection molding, cutting costs.

Metal Powder 3D Printers

Most metal 3D printers use metal laser powder bed fusion (LPBF) technology, which involves a laser that melts powdered metal. This method accounts for more than 80% of the metal 3D printer market and dozens of manufacturers worldwide offer machines in a wide range of sizes with varying features.
The dominance of this tech may not be apparent at first since there’s different terminology in the industry to refer to the same technology. Aside from metal LPBF, other names include selective laser melting (SLM), direct metal laser sintering (DMLS), direct metal laser melting (DMLM), laser metal fusion (LMF), and laser cusing among others, but you may be surprised to learn that there is no difference in processes, but some variances from machine to machine.
Metal LPBF 3D printers are just like polymer LPBF 3D printers in that they use high-powered lasers to selectively melt a powder, in this case, a metal powder. Each layer is fused together until the homogenous model is complete.
An LPBF 3D printer houses metal feedstock powder. The printer pushes powder into the chamber where a coater blade (like a windshield wiper) or roller spreads it into a thin layer across the substrate or build plate.
Next, a high-powered laser fuses a two-dimensional slice of the part by selectively melting the powdered material. The build plate then lowers by the height of one small layer, and the coater spreads another layer of fresh powder across the surface. The printer repeats these steps until you have the finished part.
Some printers have bidirectional coaters, which can push powder onto the bed moving both ways, speeding up the coating process by up to 40%. Another way LPBF printer manufacturers make printing faster is by employing more powerful lasers and more lasers, up to about 20.
A similar 3D printer that functions almost identically to LPBF is an electron beam melting (EBM) 3D printer. Here, the laser is replaced with an electron beam because some metals react better to being melted with this type of energy source.
Just like with polymer powder, there’s also a metal powder technology called binder jetting. This time it’s metal binder jetting.
Metal binder jetting 3D printers use metal powder and a liquid binder or glue to form a part that then has to go through post-processing steps to become a fully metal object. As with other additive manufacturing processes, binder jetting can produce complex components with internal channels and structures, eliminating the need for welding and reducing the number of parts and weight of components. Redesigning your metal parts for binder jetting can lead to a dramatic reduction in material used and wasted.
Overall, the material properties of metal binder jet parts are equivalent to metal parts produced with metal injection molding, which is one of the most widely used manufacturing methods for the mass production of metal parts. Plus, binder jet parts exhibit higher surface smoothness, especially in internal channels.
Binder jetting metal can be faster than LPBF, so it is often the choice for larger volumes of batch production. After printing, the parts are heated to remove the polymer binder and solidify into solid metal parts. The post-processing can lead to porosity in the metal, which is actually a sought-after feature used to achieve lighter-weight parts.
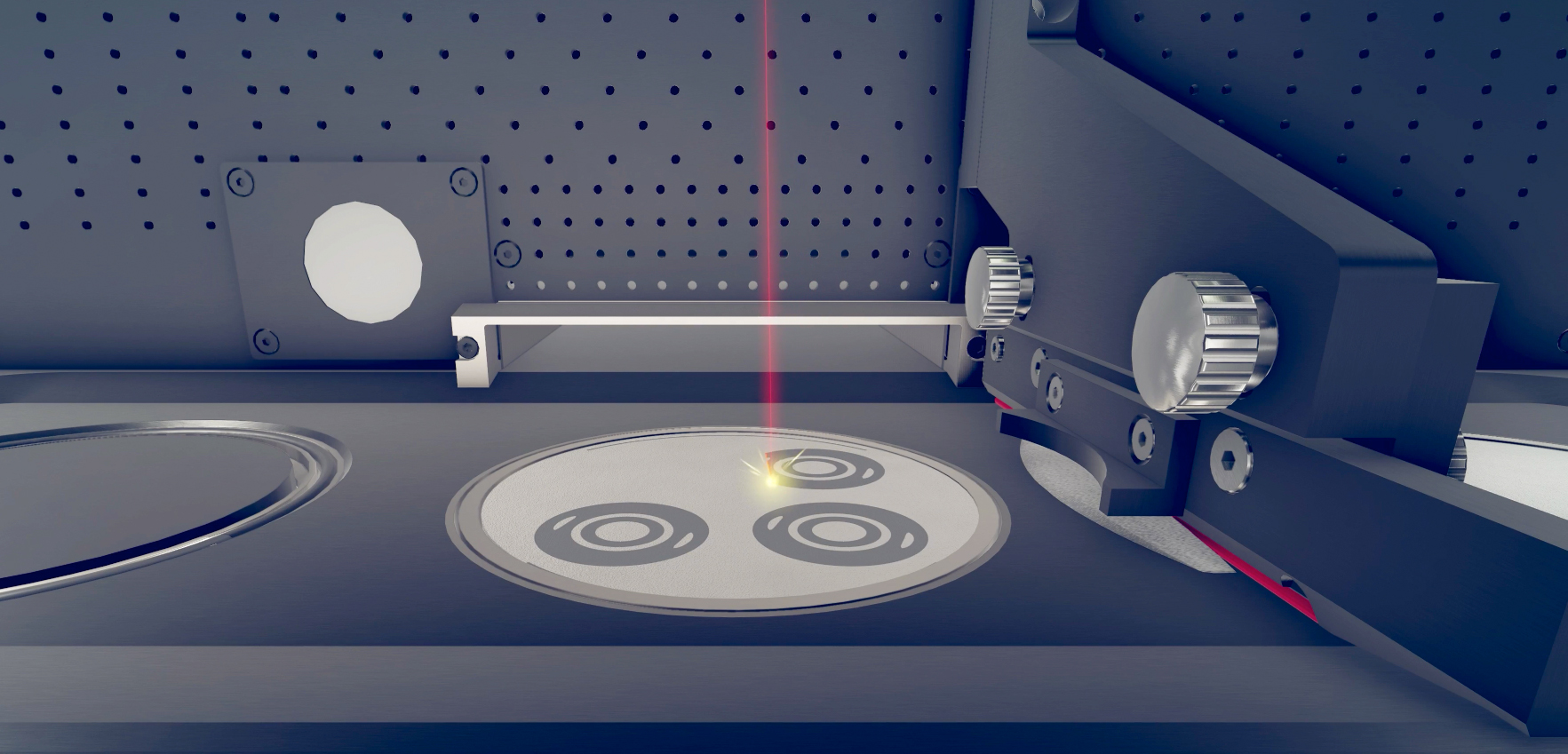
There are two other lesser-used metal 3D printer types that start with metal powder as the base material. One is a laser-directed energy deposition (L-DED) 3D printer, also called laser metal deposition (LMD) or Laser Engineered Net Shaping (LENS). This type of printer uses a metal powder (or wire) fed through one or more nozzles and fused via a powerful laser on a build platform or on a metal part. An object is built up layer by layer as the nozzle and laser move, or as the part moves on a multiple-axis turntable.
The build rates are faster than powder bed fusion, but the result is lower surface quality and significantly lower accuracy, often requiring post-print machining.
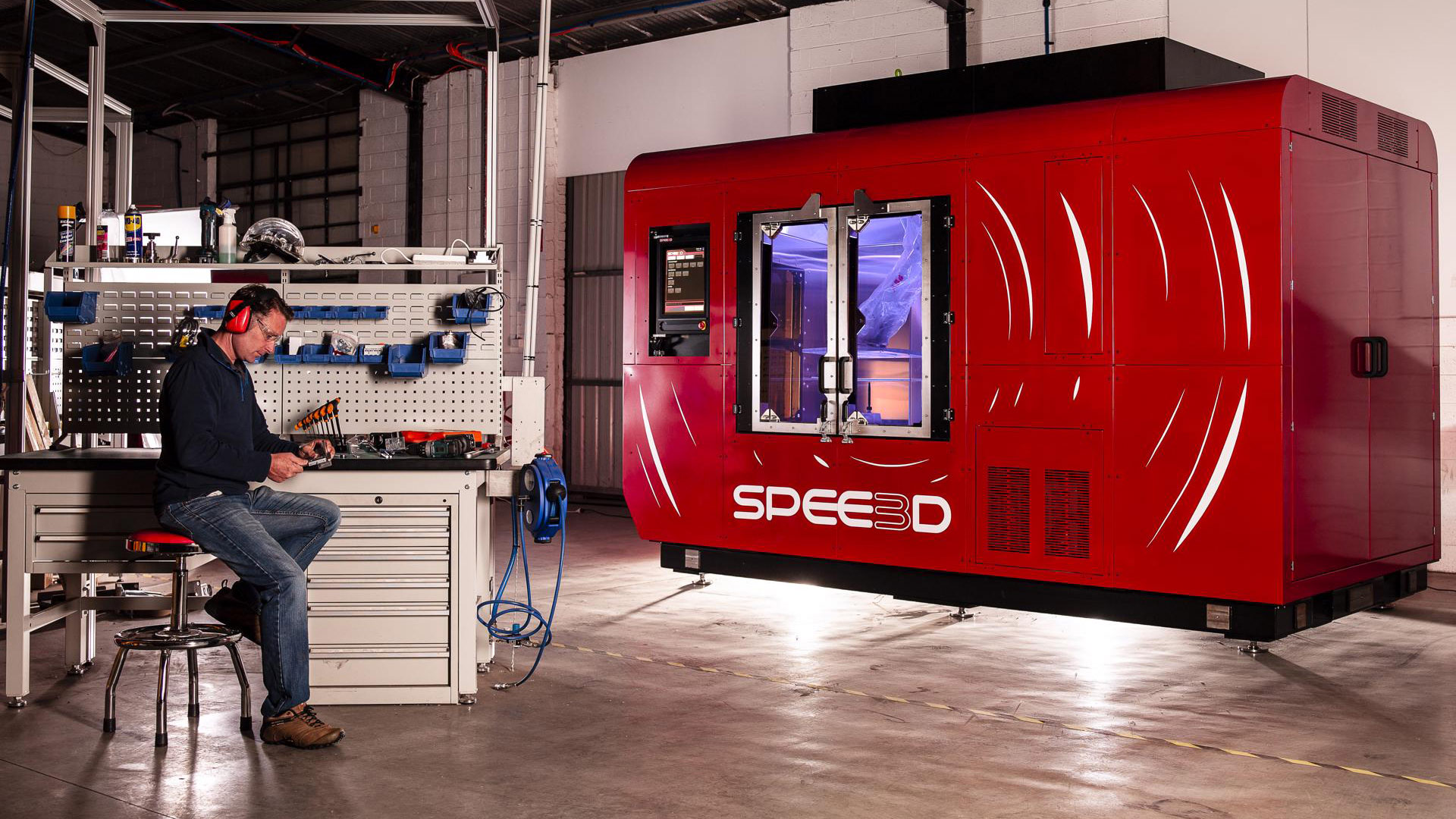
A somewhat similar 3D printer uses metal powder but no lasers or heat sources at all. Cold spray 3D printers spray metal powders at supersonic speeds to bond them without melting them, which produces almost no thermal stress that can produce hot-cracking or other common problems that can affect melt-based technologies.
Since the early 2000s, it’s been used as a coating process, but more recently, several companies have adapted cold spray for additive manufacturing because it can layer metal in exact geometries up to several centimeters at about 50 to 100 times higher speed than typical metal 3D printers, and there’s no need for inert gases or vacuum chambers.
Metal Wire 3D Printers
3D printers that use metal wire are sought after because they use the same metal wire used in welding and other processes. This material is much cheaper than some of the specialty powders required for the metal powder machines. These 3D printers build fast, but typically require post-process machining to achieve tight tolerances. The application of these 3D printers is growing among militaries and in the energy sector.
As mentioned above, laser-directed energy deposition 3D printers can also use wire (instead of powder), although note that the same machine can not use wire and powder, it’s a different machine.
Another similar machine is called electron beam directed energy deposition (EB-DED) or wire electron beam energy deposition, this process is very similar to its laser counterpart, only that, as you’ve probably guessed, the energy source is an electron beam and the feedstock is metal wire.
Electron beam DED requires the process chamber to operate under a vacuum to avoid electron collisions with air molecules. The technology is not as limited in size as its powder bed counterpart, but the larger the build chamber, the longer it takes to create the vacuum. Electron beam DED printers are usually very large. Sciaky offers systems that can print parts as long as 6 meters and “extrude” up to 9 kg of material per hour.
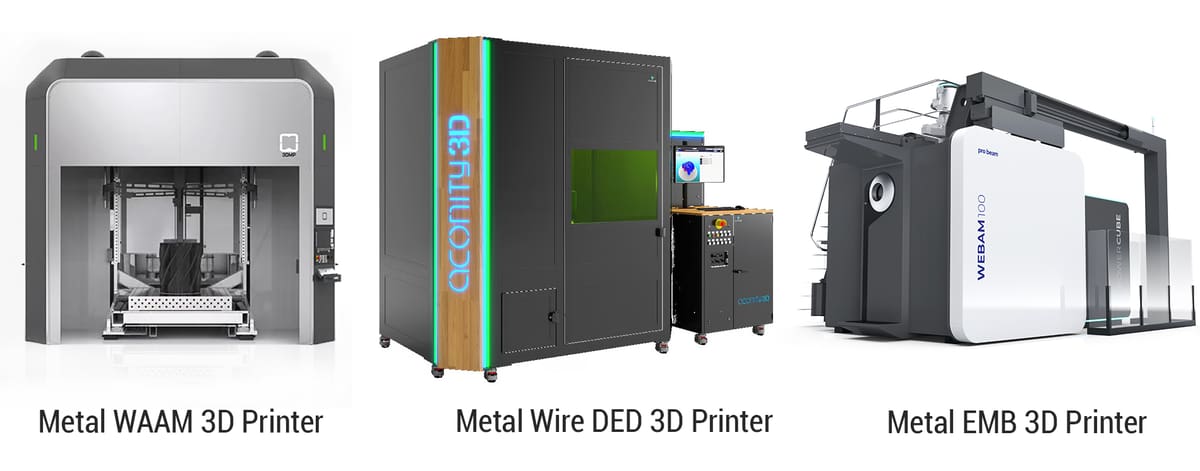
Wire-directed energy deposition, also known as Wire Arc Additive Manufacturing (WAAM), is 3D printing that uses energy in the form of plasma or wire arc to melt metal in wire form where it’s deposited layer on top of layer by a robotic arm onto a surface, such as a multi-axis turntable, to form a shape.
This method is chosen over similar technologies involving lasers or electron beams because it doesn’t require a sealed chamber and it can use the same metals (sometimes the exact same material) as traditional welding.
Electric direct energy deposition is considered the most cost-effective option among the DED technologies because it can use existing arc-welding robots and power supplies, so the barrier to entry is relatively low.
Metal (Other) 3D Printers

Powder, wire, and filament are the major types of metal 3D printers but there are other metal 3D printers that use metal-infused resin or molten metal.
For example, for micro-metal 3D printing with the accuracy of resin, there are metal resin 3D printers. These machines use a technology called metal lithography, also called lithography-based metal manufacturing (LMM), which features a photosensitive resin containing metal powder, called slurry, as feedstock. This light-sensitive slurry is selectively polymerized layer by layer with light — very much like the plastic resin printers above. Metal lithography boasts excellent surface quality and is mostly, but not exclusively, used in micro 3D printing, so it has extremely high detail.
Another metal slurry type of 3D printer comes from a company called Mantle. In its “Trueshape” process a metal paste is precisely deposited layer-by-layer to build up a part within the printer then a high-speed cutting tool machines the part then it’s heated to solidify.
Next, there are 3D printers that use heat or friction to melt (or near melt) metal, usually aluminum, and then deposit it on a build plate layer by layer to form a 3D object. A handful of 3D printer manufacturers, namely Grob, Valcun, and, AddiTec, make 3D printers that feature this molten direct energy deposition technology. The appeal is growing for molten metal 3D printers because there’s no hazardous metal powder to work with and the finished prints do not require any post-processing. It also uses less energy than other DED processes and there is the potential to use recycled metal directly as feedstock instead of wire or highly processed metal powders.
Another 3D printer in a category of its own uses friction to near-melt metal and deposit it according to a digital file. One company, Meld, offers a patented take on the process that uses a type of friction stir welding. It offers a wide range of capabilities, including part fabrication, coating applications, component repair, and metal joining.
We covered material jetting above, which is usually a resin technology, but there is at least one company that makes a metal material jetting 3D printer. A company called XJet has printers that use an array of printheads with thousands of inkjet nozzles that simultaneously jet millions of ultrafine drops of metal (or ceramic) suspended in the liquid onto a build tray in ultrathin layers while simultaneously jetting a support material. The process, called NanoParticle Jetting (NPJ), occurs under high heat, which evaporates the liquid upon jetting, leaving mostly just the metal or ceramic material. The resulting 3D part has only a small amount of bonding agent remaining that’s removed in a sintering post-process.
Sand, Ceramic, Biomaterial, Food, Construction & More
Thus far, we’ve categorized 3D printers according to what they print with, which gets tricky once you go past metal and plastic since, theoretically, you can 3D print with almost anything.
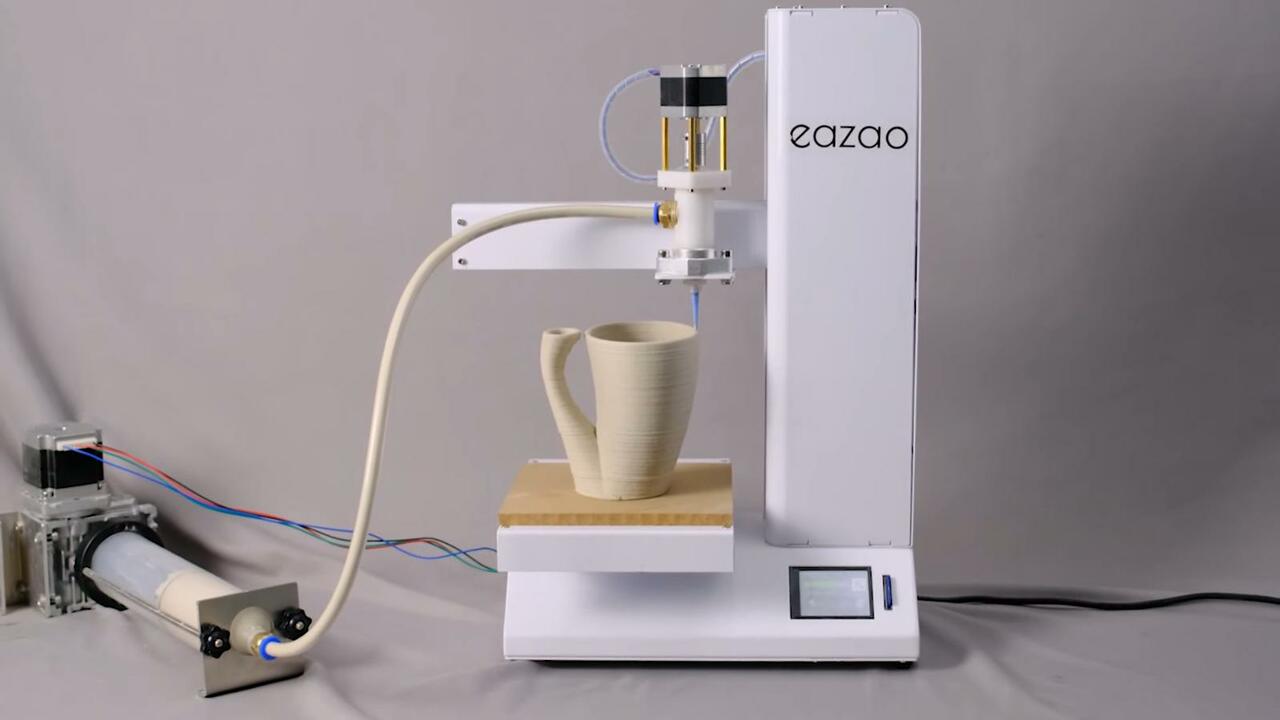
There are chocolate 3D printers and those that 3D print live-cell bio inks. There are construction 3D printers for homes and pottery 3D printers for vases, not to mention sand 3D printers that make metal casting molds and cores, and even wood 3D printers that use recycled sawmill material.
Growing in popularity are 3D printers for silicone and other elastomers and a standard for jewelry mold making are wax 3D printers.
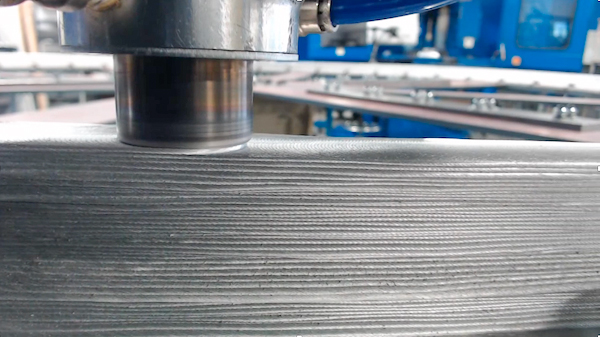
Of these “others”, of of the largest and fastest-growing is construction 3D printers. These extremely large-scale 3D printers, often measuring tens of meters high, extrude building material, such as concrete, from a nozzle. These machines generally come either as gantry or robotic arm systems.
Construction printing technology is used today for 3D printed houses, architectural features, and infrastructure projects from wells to walls. Proponents say it has the potential to significantly disrupt the entire construction industry because it reduces the need for labor and cuts down on construction waste.
The other rapidly growing area of 3D printers is 3D bioprinters that manufacture with organic or biological materials, such as living cells and nutrients, which are combined to create natural tissue-like three-dimensional structures. In other words, bioprinting is a type of 3D printing that can potentially produce anything from bone tissue and blood vessels to living tissues. It’s used for various medical research and applications, including tissue engineering, drug testing and development, and in innovative regenerative medicine therapies. Some types of 3D printed cultured meat products are also made using bio 3D printers.
3D bioprinters work similarly to FDM 3D printing and are in the material extrusion family, although extrusion isn’t the only bioprinting method.
Evolving 3D Printer Technologies
There are new technologies and proprietary enhancements on established technology hitting the market all the time. We’ll strive to keep this guide updated, but if we missed anything, please let us know at pro@All3DP.com.
License: The text of "All the Types of 3D Printers: A Complete Guide" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.