
The Genius Way to Print Metal on a Sub-$30K Sinterit Lisa X or Formlabs Fuse SLS

How Cold Metal Fusion turns more brands of SLS machines into real metal production tools — without the six-figure price tag.
We first covered the technology/material combination that is Cold Metal Fusion (CMF) a few years ago when it hit the market with a boom. The idea was genius: manufacturers could print metal parts on their existing SLS machines, which were designed to print polymer parts.
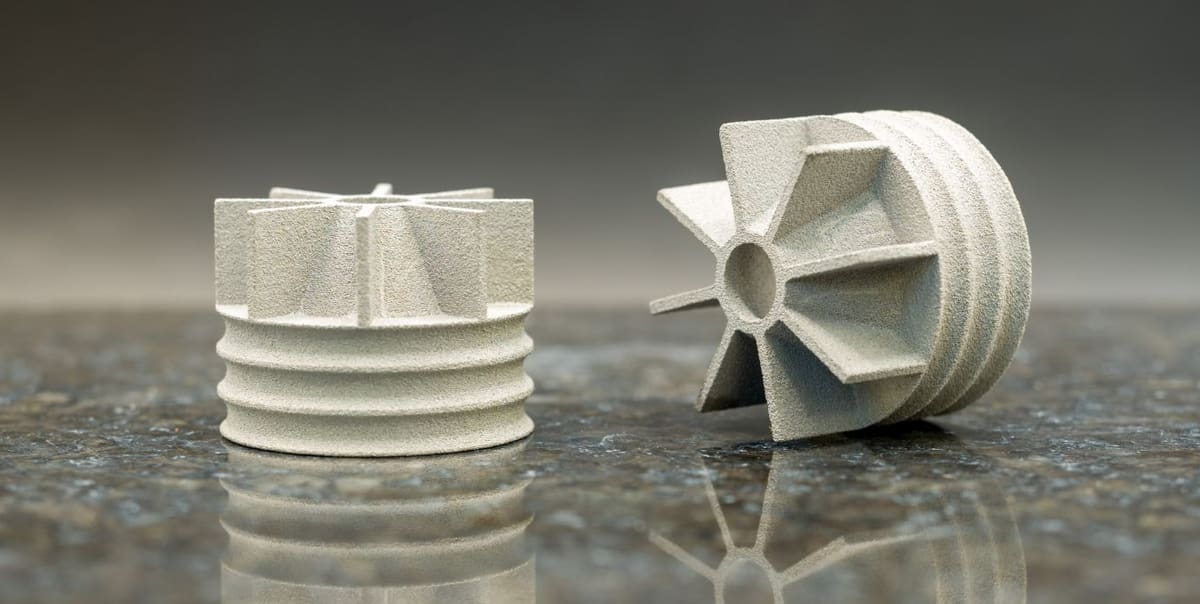
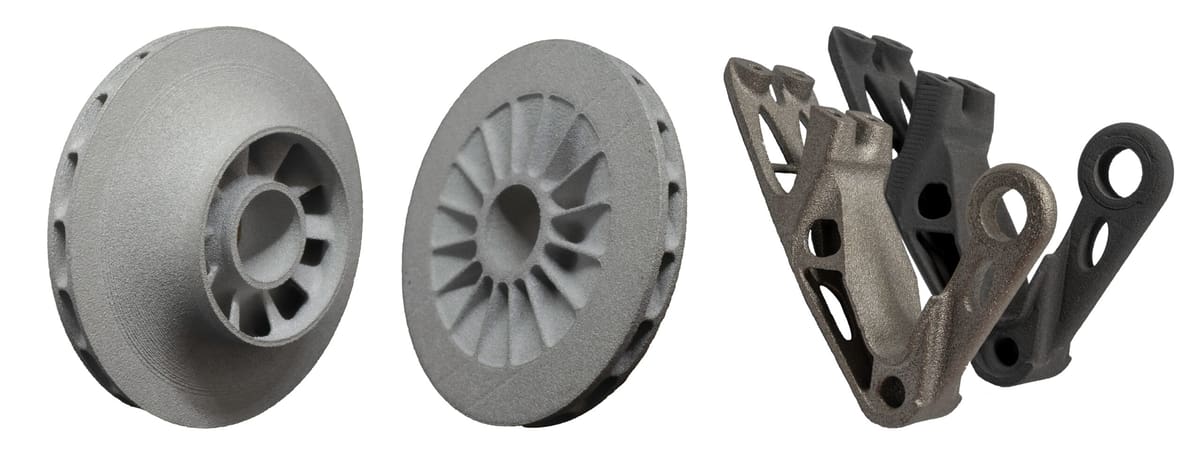
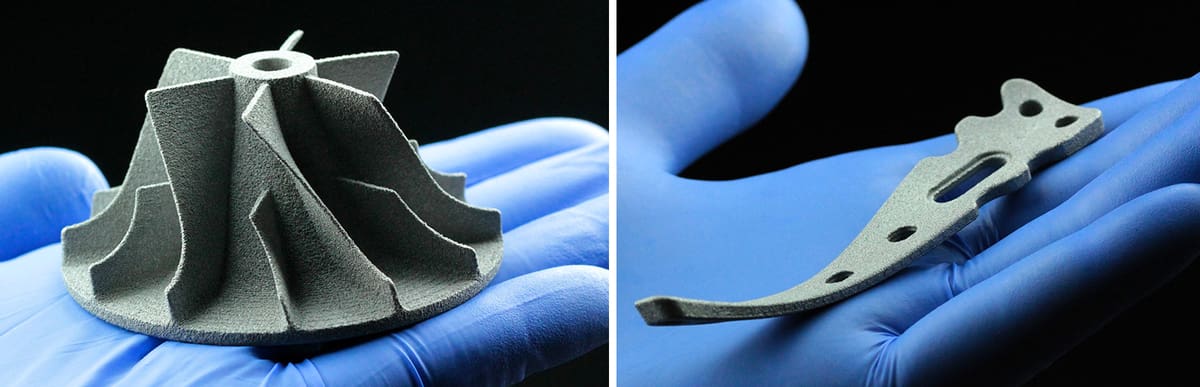
Interest in CMF has picked up again, driven by new compatibility with more affordable SLS machines, including Sinterit’s Lisa X and Raise3D’s RMS220 (officially) and Formlabs (unofficially). The technology is also expanding in North America thanks to the start-up CADmore Metal, while advances in post-processing are cutting turnaround times and improving surface quality. Add to that a growing list of real-world applications in aerospace, defense, cycling, and industrial parts (like those shown below), and it’s clear why CMF is getting attention.

Although CMF isn’t positioned as a direct one‑to‑one replacement for metal binder jetting in the broader additive manufacturing ecosystem, it does offer companies an alternative pathway to use their existing SLS 3D printers or acquire sub-$30K SLS machines for their metal parts as opposed to the $100K starting point for metal laser powder bed fusion 3D printers.
Let’s take a closer look at the technology.
What is Cold Metal Fusion
Cold Metal Fusion combines some elements of established metal manufacturing processes with the 3D printing technology used in selective laser sintering (SLS) 3D printers. An easy way to think of it is integrating a clever new material into a tried and tested machinery ecosystem, enabling manufacturers to do much more with the same equipment.
The game changer, invented by Headmade Materials and launched in 2021, is the patented metal feedstock that sits at the heart of Cold Metal Fusion. Metal particles are covered with a thin layer of polymer, which bonds them together during the SLS 3D printing process.

Developed to fit seamlessly into the everyday operations of any available SLS machine (only a handful are “approved”, but more on that later), this impressive material means SLS printers, which start at a lower price tag than most metal 3D printers, can now move beyond using only polymers, such as nylon, to metals including stainless steel (316L, 17-4PH), titanium, and tool steel.
Since its introduction, CMF has delivered weight-optimized titanium components tailored to each rider for Tom Sturdy’s Fiadh titanium road bike, and low weight high capacity parts improving the racing car ‘Stallardo 21’ for Formula Student. But more on who’s using CMF later. For now, we want to know how do they do it?
Note: Headmade Materials is hosting a webinar on their technology, in English, on Jan. 28, 2026.
The Technology Behind Cold Metal Fusion

Keeping things short and sweet, Cold Metal Fusion works because SLS printers use the aforementioned patented metal feedstock in the same way they’ve long used polymer powders to create parts. Currently, the polymer-coated metal feedstock is only available from Headmade Materials.
SLS technology using typical polymer material harnesses lasers to bind powdered plastic together with heat and pressure, progressing layer by layer to form 3D shapes. This is done by selectively sintering polymer particles with one or several lasers (types include diode, C02, or fiber, and powers range from 10-watt to 60-watt to 100-watt).

In the CMF process inside the SLS machines, some things need to change. An SLS machine must have open parameters or preinstalled material profiles to tune the temperature and other settings to the metal feedstock’s requirements. The temperature for CMF is much lower (below 80º C) than any SLS machine is used to printing at, thus the word “cold” in Cold Metal Fusion. The metal is not melted in the process, yet, just the polymer.
Following each section, a new coat of feedstock is spread across the built layer, the laser sinters it, and the process repeats again and again until completion, with no need for support structures. The result is a green part made of plastic filled with metal powder (which means any metals in powder metallurgy are available to use, with dramatically lower part costs).
Once finished, the part needs to be cleaned and de-powdered, which, according to the inventor’s website’s claim of the high strength and stability of this green part, can be automated with water or air pressure. The durability of the green part further enables mechanical turning, milling, drilling, and grinding ahead of the metal sintering. Thanks to the cold temperature of the whole process, all unused surplus metal feedstock can be reused next time.
From here, just like in the metal injection molding (MIM) process, the part goes through a chemical debinding that removes most of the polymer from the part, leaving a brown part ready for the final-stage sintering furnace to produce a full metal part.
The final part is smaller than the initially printed part. All 3D printed parts made with a polymer binder and metal (metal filament 3D printing, metal binder jetting) will shrink once the polymer is removed and the parts are sintered.
Headmade Materials says it has achieved the holy grail of uniform part shrinkage that is consistent regardless of the part size, shape, or complexity.
Shrinkage is 15% for steel and 12% for titanium. There’s no special software or calculations. Simply scale up your steel part 15% in your CAD program, and the final part will be exactly to spec, the company says.
Cold Metal Fusion Materials & Equipment

There’s a handful of trusted materials already available for the Cold Metal Fusion process, including stainless steel 316L, stainless steel 17-4PH, tool steel M2, titanium Ti6Al4V, titanium CP-Ti (Grade 1), and tungsten. Keep tabs on the progress of others via the Headmade Materials website, as another tool steel H13, Inconel 625, and aluminium 6061 are currently under development.
Saying this, it’s clear from all the discussion and literature on the process that any metals in powder metallurgy are applicable, and Headmade Materials is also happy to adapt, on request, a wide range of other individual alloys not currently available in 3D printing as per a customer’s needs, including, as it states “very fine or coarse as well as angular powders.”

The price of the Headmade Materials’ feedstock isn’t made public, but the company says it’s comparable to the price of the metal powder used in binder jetting processes. In binder jetting, there’s also the proprietary binder as a consumable, but with Headmade Materials, the feedstock is an all-in-one material.
CMF 3D Printers & Equipment

As for equipment, the process requires an SLS printer, a debinding station (with solvent), and a sintering furnace (MIM-type). Strictly speaking, the debinding and sintering steps could be outsourced since these additional pieces of equipment are pricy and these steps do require a certain amount of expertise.
Although, in theory, any open perimeter SLS machine could process Headmade Materials’ feedstock, it takes a bit of tweaking and testing to come up with the perimeters, which are distinct to each brand of SLS machine. Cold Metal Fusion Powder is compatible with machines equipped with CO₂ lasers, fiber lasers, or even 5-watt diode lasers.
Several SLS machine makers have collaborated with Headmade Materials to develop the required perimeters, including EOS, Farsoon, Raise3D, and Sinterit.
More 3D printer makers are expected to join the club, which also includes select post-processing machine makers. This CMF club is know as the Cold Metal Fusion Alliance.
This Alliance of equipment and software makers collaborate to provide bundled offerings to get you started in CMF is you don’t already have the equipment.
Who’s Using Cold Metal Fusion

Companies and manufacturers interested in CMF may be looking for a less expensive alternative to binder jetting for low-volumes of metal parts or wanting to expand into metal parts with their existing SLS hardware investment. But CMF it’s especially attractive to metal injection molding companies that already have expertise in debinging and sintering metal (the importance of which should not be underestimated) and can now add a faster, cheaper, and more flexible fabrication method to their offering.
Let’s have a little look at who’s taken the opportunity to use this exciting new technology so far for end use parts.
Custom road bike maker Sturdy Cycles announced switching its titanium parts production to 3D printing with CMF. Noted as an innovative, tech-loving bicycle frame builder, the company’s director, Tom Sturdy, was reportedly attracted by the improvement in efficiency the reduced prep work of CMF led to and how it meant more work could be done on-site in Somerset, England. This led to reduced costs, always a winner with manufacturers.
Put to use on The Fiadh, Sturdy Cycles’ high-speed, light, and sporty road bike, several components were produced by titanium parts specialist Element22 after teaming up with CMF inventor Headmade Materials, including connectors for the saddle, handlebars, bottom bracket, crankset and chain stay. Due to these high-performance bikes’ unique nature (and cost), the dimensions are tailored to each rider. With the stability and resulting repeatability of CMF technology, that’s now far more economically possible to achieve at scale.
Racing on to more uses of the technology, in the international Formula Student competition, the team representing the University of Applied Sciences in Esslingen, Germany, was the recipient of an oil-air separator produced with CMF technology as part of a sponsorship from Headmade Materials. Expected to improve the maximum performance of the Stallardo 21 racing car is a weight-optimized, high-load capacity part made of titanium alloy Ti6Al4V.
In the future, companies foresee applications of the technology to typically land in the high-end consumer goods market, including the luxury sector, automotive, and further high-tech materials in aerospace, medical, and precision mechanics.
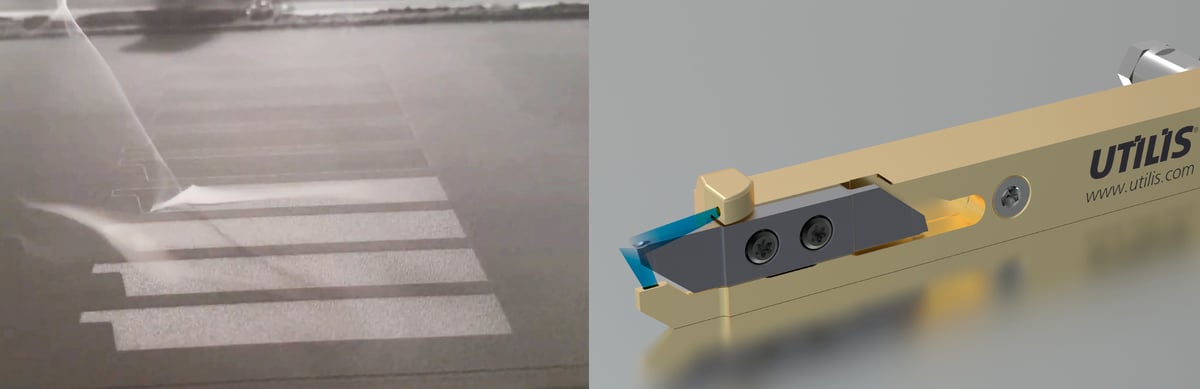
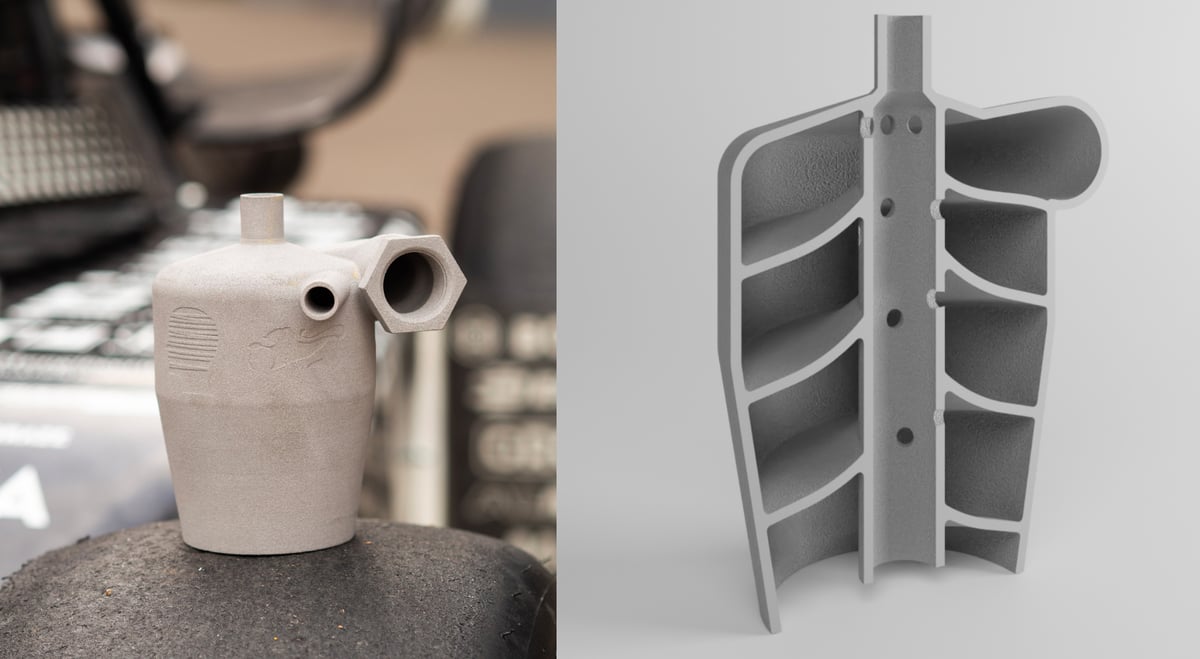
Another company that turned to CMF was German tooling company Utilis AG. It worked with CMF part maker MIMplus and Headmade Materials to co-develop a cutting tool holder in M2 tool steel with a unique interior coolant channel that increases cutting tool performance by nearly 185%. Thanks to the new integrated cooling system, Utilis’ customers now have the opportunity to double the service life of their cutting edges or increase their cutting values without experiencing higher wear. The integrated cooling system was only possible with 3D printing due to the extremely small diameter of the cooling channels that needed to be cleared of powder without breaking the green part.
Metal Part Characteristics
Cold Metal Fusion metal part characteristics are fully comparable to metal injection molding, according to the Cold Metal Fusion Alliance white paper.
The diagrams below, provided by the Cold Metal Fusion Alliance, show the normalized or standardized value for part characteristics of yield strength, tensile strength, and total elongation of stainless steel 316L and Titanium Ti6Al4V parts. The metal parts produced with the ColdMetalFusion on an EOS Fromiga P110 SLS 3D printer surpass these norms.
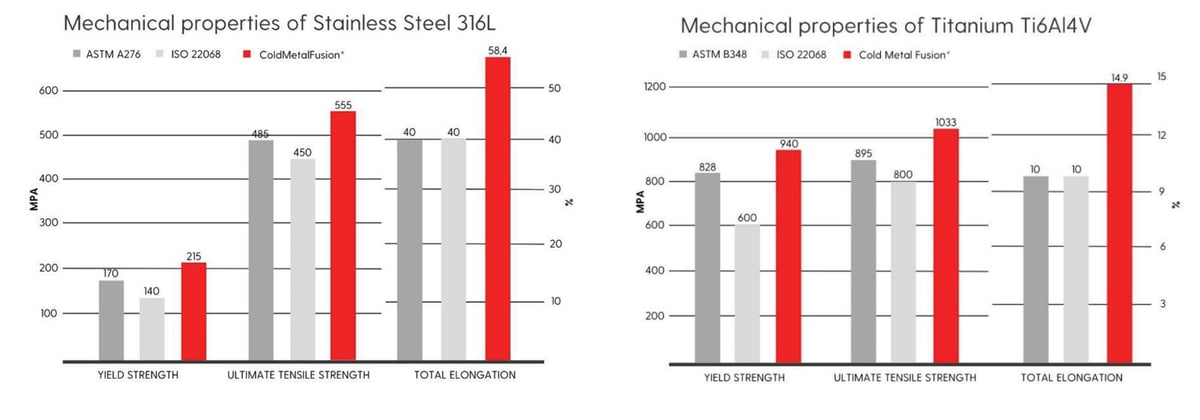
When it comes to part density, the Cold Metal Fusion Alliance says results depend on the material, printing, and sintering process but is usually better than 97% density for stainless steel 316L and up to 100% for liquid-phase alloys. By optimizing the process steps for each metal part, a repeatable density of up to 99% is possible, according to the Alliance..
Dimensional accuracy is around ±100 microns or higher with optimized process parameters. The surface quality is comparable to other 3D printed parts, such as metal powder bed fusion or metal binder jetting. If a better surface quality is required, additional post-processing of the green part before sintering or of the metal part after sintering is possible. Parts can also be machined and polished to meet finish requirements.
Characteristics such as the hardness of metal parts produced with Cold Metal Fusion correspond to those of the underlying alloy. This also means that heat treatment or crosslinking, often used by other 3D printing technologies to reduce internal part stresses or to achieve a specific hardness, is not necessary, according to Cold Metal Fusion Alliance materials. The hardness of the metal part is determined by the underlying alloy and sintering process but not the 3D printing process. Currently, a hardness of up to 60 HRC is possible without post-processing steps.
Hot isostatic pressing (HIP) is also possible for metal parts produced by Cold Metal Fusion to improve density and grain structure of the metal part, yet, the Alliance recommends optimizing part design and parameters to avoid this additional post-processing step.
Get Cold Metal Fusion Parts Printed
If you’re considering CMF, you can take it for a test drive by ordering parts from a service providor. There are currently only two and they’re both in Germany.
Manufacturing service providers, CADmore, MIMPlus Technologies and Element 22 have incorporated CMF into their production facility, offering printing services for a wide range of products.
Benefits of reduced production time, design freedom, and scalability were cited as reasons for the adoption of CMF, but the key advantage, as we mentioned elsewhere and referenced by Mimplus CEO Harald Boeck, is its “effortless integration” into the established MIM production environment.
Aiding production across company portfolios, gaining solutions and new possibilities, it won’t be long until more companies embrace this clever combination of technology.
License: The text of "The Genius Way to Print Metal on a Sub-$30K Sinterit Lisa X or Formlabs Fuse SLS" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.