Directed Energy Deposition (DED) Metal 3D Printing – The Ultimate Guide

This 3D printing process melts metal powder or wire as it's deposited to repair or manufacture a wide range of parts.
In fact, sales of DED 3D printers were up 31% in 2022, according to data by research firm Context. “This growth is due in part to a new entry-level and lower-priced sub-category from vendors like Meltio that have helped expand access to the technology,” says Chris Connery, Context’s vice president of global analysis and research.
Just take a look at Siemens Energy, for example, which drastically lowered gas turbine maintenance downtimes from weeks to days by additively repairing the end nozzle of each 20-ton steel rod holding the rotor, saving time and money in the process.
This article will fill you in on all the details of this rising technology, its many uses and variants, its pros and cons, as well as the most prominent manufacturers and machines out there. Let us deposit some knowledge into your brains.
The Basics of Directed Energy Deposition
Directed energy deposition (DED) is an umbrella term that can cover a range of similar 3D printing processes.
- Laser DED (L-DED)
- Electron Beam DED (E-DED)
- Electric Arc DED
- Cold Spray
- Molten DED
- Friction DED
The various methods all use powerful energy to fuse and deposit metal material at the same time. The differences are in the form of material, such as wire or powder, and the type of energy source, such as laser, electron beam, electric arc, supersonic speed, or heat. The International Standards Organization doesn’t recognize cold spray as a DED technology because there’s no heat involved and an argument could be made that molten DED is a form of extrusion and friction DED is just too new to categorize. The bottom line is that technology in metal 3D printing is evolving faster than our ability to agree on its categories.
Technically, DED could be considered the world’s oldest metal additive manufacturing process, only for most of its existence it was simply known as cladding.
DED processes are known by many other names because 3D printer manufacturers like to come up with their own branding for the same process. For powder-based laser DED, these include directed metal deposition (DMD), direct laser deposition (DLD), extreme high-speed laser material deposition (EHLA), laser powder deposition (LPD), laser powder fusion welding, and powder laser energy deposition.
Below, we group the subtypes of DED by energy source in order to highlight the energy-specific differences in the final components. You may also see DED organized by feedstock (wire or powder) with the oft-used “wire DED” leaving you to wonder if it’s with laser, electron beam, or electric arc. Let’s take a look at all of them.
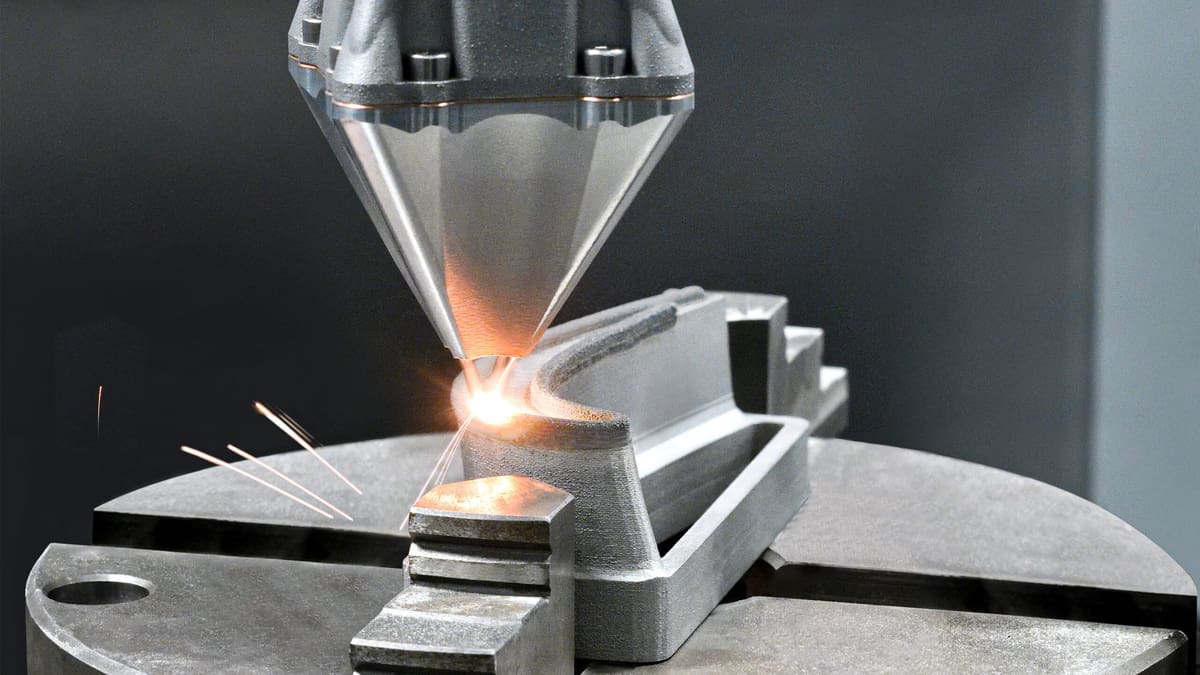
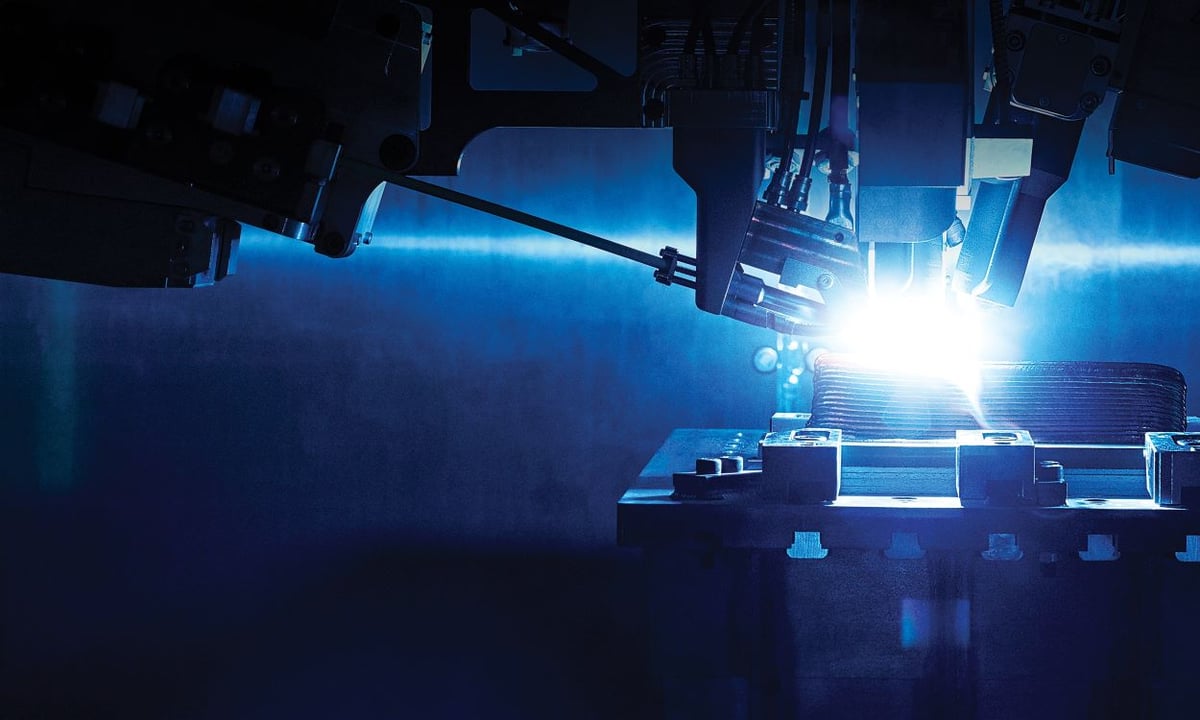
Laser Directed Energy Deposition

Although the build rates of L-DED (powder and wire) are faster than powder bed fusion, the surface quality and accuracy tend to be lower. Extensive post-machining is often necessary to achieve the desired end result. This is why the technology, and others on this list for that matter, are especially suited for complex parts that would need extensive machining operations to manufacture. Saving on necessary cutting operations by additively pre-forming the part to near-net shape and doing the final touches via CNC will considerably save on material and time, lowering overall production costs.
To prevent oxidation, Laser DED printers often feature sealed chambers filled with argon. Alternatively, a localized argon or nitrogen flood is used when processing less reactive metals. Stainless steels, titanium, and nickel alloys are commonly used in the process.
When L-DED is paired with metal welding wire instead of metal powder it opens up the technology to more applications because it dramatically lowers the price. L-DED with metal wire is an attractive technology for manufacturers already using metal wire for other applications.
Electron Beam Directed Energy Deposition

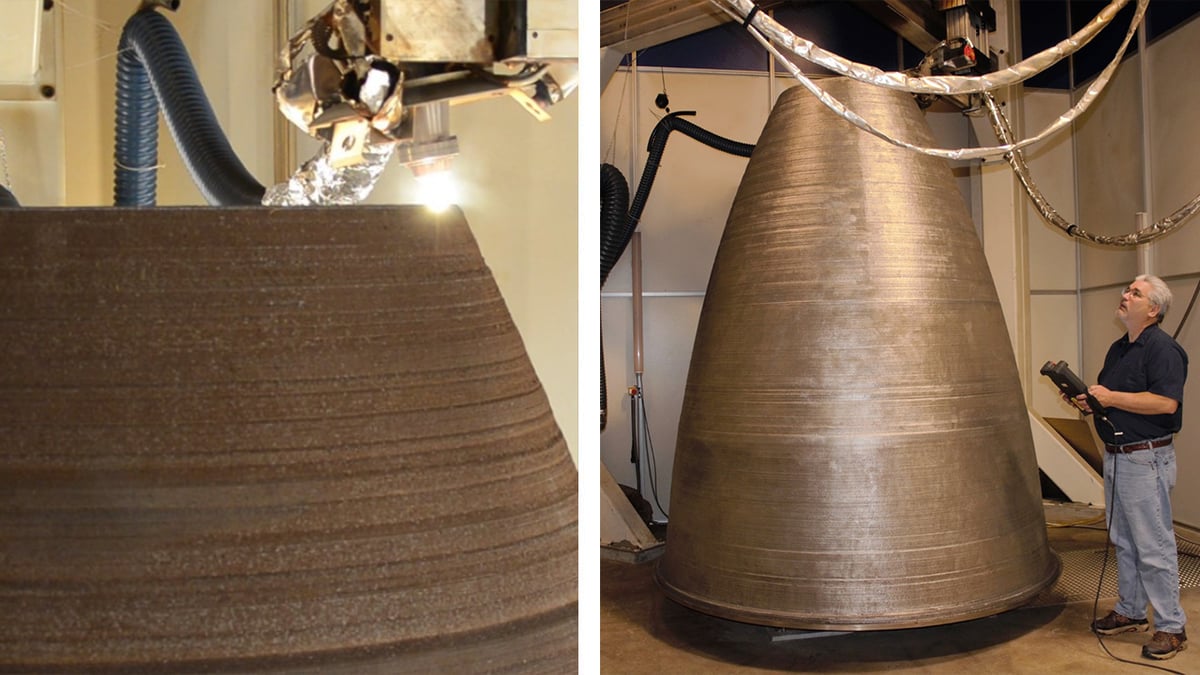
This energy source can process any refractory and resistant materials, most prominently alloys of titanium, copper, cobalt, and nickel. Because of its ability to process reactive materials like titanium under high process stability and with low porosity, it is a favorite in high-performance manufacturing sectors like the aerospace industry.
Because it is faster than powder-fed, a wire feeder usually pushes the feedstock wire into the melt pool to create the desired geometry.
Electron beam DED requires the process chamber to operate under a vacuum to avoid electron collisions with air molecules. The technology is not as limited in size as its powder bed counterpart, but the larger the build chamber, the longer it takes to create the vacuum. Electron beam DED printers are usually very large in size. Sciaky offers systems that can print parts as long as 6 meters and “extrude” up to 9 kg of material per hour.

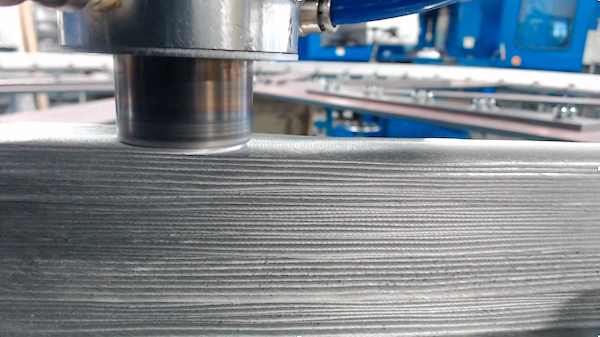
Electric Arc Directed Energy Deposition
Compared to similar technologies that use lasers or electron beams, WAAM has several advantages that make it an attractive option for manufacturers. One of the most significant benefits is cost-effectiveness compared to other DED technologies. For instance, it usually doesn’t require a sealed process chamber, which simplifies the setup process and reduces costs. Additionally, it can use the same metals as traditional welding. This makes it a versatile and flexible solution that can be adapted to a wide range of applications.
Among all the DED technologies, WAAM is the most affordable option. It can use existing arc-welding robots and power supplies, which lowers the barrier to entry and makes it accessible to a wider range of companies. Moreover, its complex software allows for precise control of various parameters, including the thermal management and toolpath of the robotic arm, ensuring consistent and reliable results.
Finally, the finishing process of parts created through WAAM is simple and straightforward. Since there are no support structures to remove, finished parts are typically CNC machined to tight tolerances if necessary or surface polished. In some cases, printed parts receive a heat treatment to relieve any residual stresses.
Cold Spray
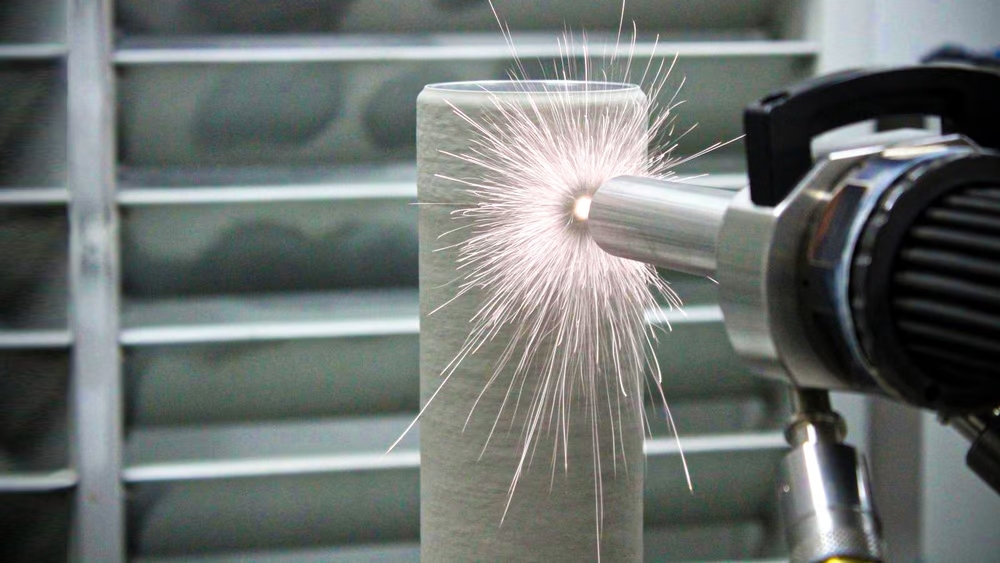
The lack of heat means that its associated problems like stress deformation and hot-cracking can be greatly reduced, however cold spray comes with its own challenges. Most notably, the adhesion strength of the feedstock particles with each other as well as the working surface. Other parameters influencing material properties are heat treatment cycles and the type of process gas used to accelerate the particles.
Since the 2000s it’s been used as a coating process but more recently, additive manufacturing companies are adapting it for the production of whole parts. It can deposit material at 50 to 100 times higher speeds than other metal 3D printing processes and does not require an inert gas or vacuum chamber.
Like other DED processes, achievable surface qualities are not great, but for some parts, that’s not a requirement. For all other parts, hybrid manufacturing is an option for further processig.

Molten Direct Energy Deposition

Friction Direct Energy Deposition
One company, Meld, offers a patented take on the process that uses a type of friction stir welding. It offers a wide range of capabilities, including part fabrication, coating applications, component repair, and metal joining.
The advantages, according to Meld are lower overall energy use and low porosity and stresses on the materials because there’s no heat. The method doesn’t require an enclosed chamber or gasses and can use almost any metal alloy.
Hybrid Manufacturing
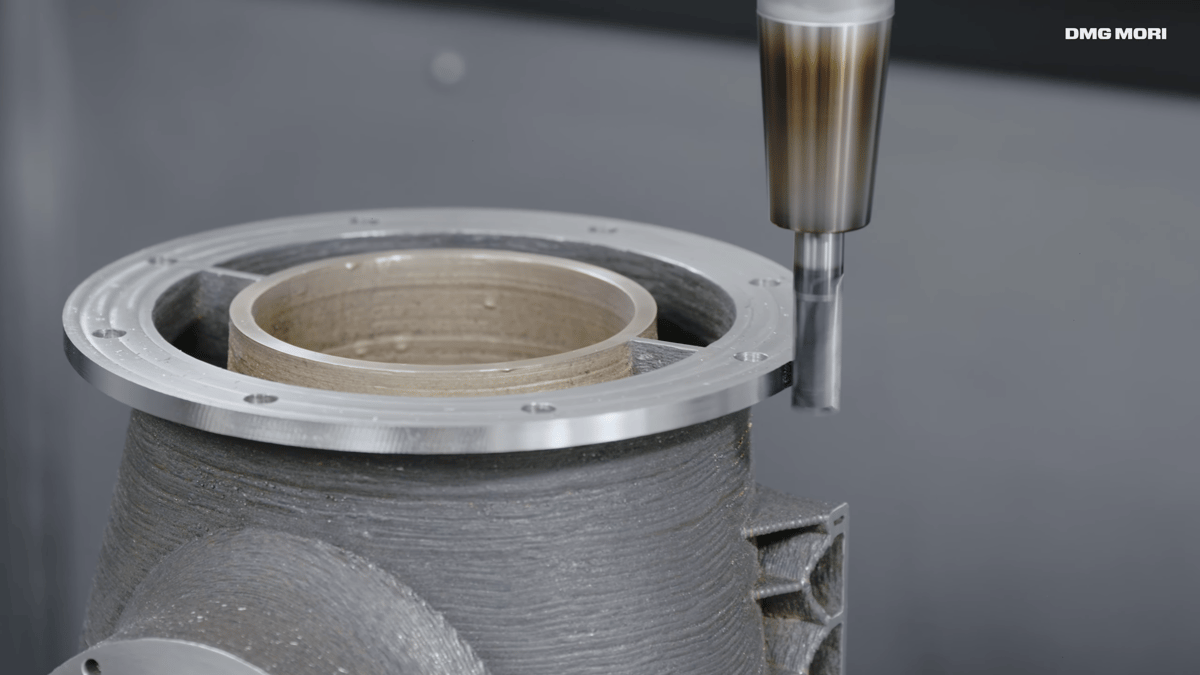
In the case of DED, hybrid manufacturing can be done with a 3D printer and a CNC machine or, alternatively, with an all-in-one solution like DMG Mori’s Lasertec series. Their CNC milling systems feature an integrated 5-axis coaxial nozzle for laser-directed energy deposition and subsequent milling in one clamping, eliminating the need to switch between machines entirely. Additionally, manufacturers often offer both standalone machines as well as upgrade kits to be fitted on third-party CNC and robotic platforms. Examples include Trumpf, Meltio, and Prima Additive, among others. Some companies like Oscar focus exclusively on upgrade kits and do not offer their own printers.

Directed Energy Deposition Pros & Cons

DED technologies are often compared to powder bed fusion (PBF) technologies like selective laser melting and electron beam melting. The listed pros and cons are therefore to be understood in relation to such 3D printing technologies as well as conventional manufacturing.
- Faster speeds. DED can deposit material at a much faster rate than other common metal 3D printing technologies like PBF.
- Lower material cost. Especially regarding wire-based DED, feedstock prices are much lower.
- More material choice. Almost any weldable material on the market can be processed via DED and even multi-material prints are possible
- No support structures. Because it has more degrees of freedom compared to PBF, the model or nozzle can constantly be reoriented to avoid overhangs.
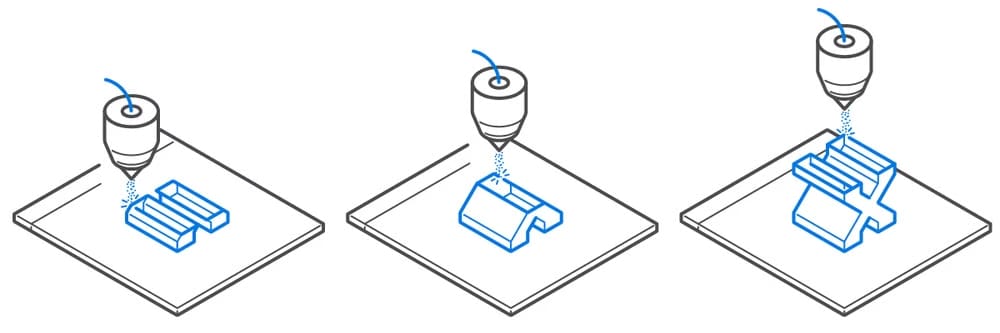
- Increased production flexibility. It can be used for additive, hybrid, and remanufacturing of parts.
- Easy technology integration. Its similarity to CNC machining means that it can more easily be integrated into an existing manufacturing workflow.
As with any technology, there are also drawbacks when it comes to DED, which are summarized in the following list.
- High initial investment. DED systems are expensive, especially for small-scale production.
- Post-processing requirements. DED usually has a worse surface finish and dimensional accuracy than PBF. CNC machining and other post-processing steps are often required.
- Poor dimensional accuracy. DED usually has inferior dimensional accuracy compared to PBF, making it challenging to print small, intricate objects.
- Operation complexity. The engineer and machine operator need expertise in additive as well as subtractive manufacturing methods in order to use both types to their full potential.
Who's Using Directed Energy Deposition Now?
Despite the fact that research and development was the biggest market segment for the technology in 2022, according to Context, DED is by no means a niche 3D printing technology. It finds extensive use in education, aerospace & aviation, energy, oil & gas, automotive, customer products, medical & healthcare, tooling as well as other end-markets like art & architecture.
Let’s take a look at who’s using DED today and for what.
DED for Military
Australian company advancing DED technology in the defense sector is AML3D. The company recently announced the sale of a $673,000 Arcemy X-Edition 6700 WAAM 3D printer to the US Navy. The machine will be located at the Oak Ridge National Laboratory in Tennessee and tested for its capability to produce critical on-demand parts for the Navy’s submarine industrial base.
Recently the US Navy installed a hybrid DED and CNC machine onboard the USS Bataan to test the applicability of producing functional spare parts and carrying out critical repairs at sea.
DED for Medicine
DED for Aerospace

Top Directed Energy Deposition 3D Printers
Let’s take a look at the most relevant DED 3D printers for metal manufacturing on the market today, divided into powder laser, wire laser, and wire electron beam energy deposition.
If you’re looking for machines dedicated to wire arc additive manufacturing (WAAM) or cold spray, you can find out more about these DED technologies, including an updated list of their most relevant OEMs in these guides below.

Powder Laser Energy Deposition
Optomec CS250

Optomec has more than 20 years of experience in the laser cladding industry. Their name for powder DED is Laser Engineered Net Shaping (LENS) and can be found in seven of their machines. The smallest system is the CS250, suited for universities, researchers, and metal powder developers at a build volume of 250 x 250 x 250 mm and a maximum part mass of 23 kg. The system can be equipped with 3, 4, or 5 axes of motion as well as inert atmospheric control for reactive powder processing like titanium and aluminum.
The laser spot size of the CS250 is adjustable and comes with a standard 500 W diode laser but can be upgraded up to 2,000 W as well as a premium laser for reflective material processing. Like other manufacturers, Optomec also offers their LENS Print Engine as a technology kit for third-party CNC machine tool integration. Available material feedstock powders include titanium, nickel, tool steel, stainless steel, refractories, composites, cobalt, aluminum, and copper.
DMG Mori Lasertec DED Hybrid
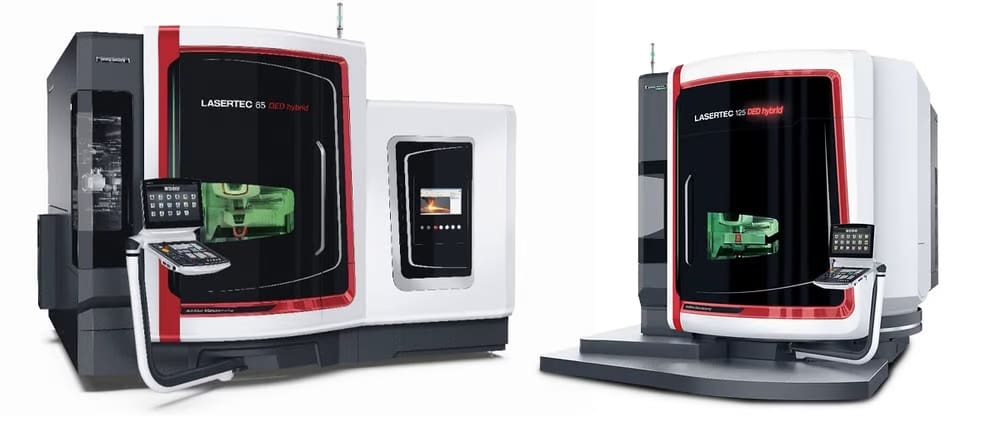
Japanese-German DMG Mori manufactures the Lasertec series of hybrid DED 3D printing CNC milling machines. The Lasertec series includes the Lasertec 65, 125, 3000, and 6600. The 125 is the series’ flagship model, with the others aimed at producing larger or smaller parts.
Each of the machines features a 5-axis coaxial nozzle for metal material deposition and each comes with a 3,000 W fiber laser, with the exception of the 6600, which drops the default laser power to 2,000 W. They support a wide variety of metal materials, from stainless and tools steel to nickel and copper alloys, cobalt-chrome, and bronze. In 2022, the company added a newly developed blue laser for the hybrid machines. It offers better absorption behavior, which, for example, enables the processing of pure copper.
With the ability to produce parts nearly four meters long (on the 6600), DMG Mori aims the Lasertec series at manufacturing and repairing components in demanding industries. With integrated digitization solutions, the machines are marketed toward aerospace, oil and gas, energy, and engineering fields.
Trumpf TruLaser Cell 3000

German industrial machine manufacturer Trumpf offers a series of powder laser directed deposition, or laser metal deposition (LMD), as they call it. The TruLaser Cell 3000 is optimal for small and medium-sized components, and with its high-precision 5-axis laser machine can also precisely weld and cut in two or three dimensions. It has a maximum laser power of 8,000 W and has an X, Y, and Z travel range of 800, 600, and 400 mm respectively.
Trumpf also offers the Trulaser Cell 7040 with almost the same functionalities but for bigger jobs as well as the DepositionLine technology package. The package provides a disk or diode-based laser beam source, powder feeder, nozzle, and optics to retrofit third-party machines with DED capability.
BeAM Modulo 400

French industrial metal 3D printer manufacturer AddUp is known for its laser powder bed fusion machines, however, their daughter company BeAM also offers two 5-axis DED machines – the Modulo 400 and Magic 800. Developed with the sole purpose of additive manufacturing, the Modulo 400 boasts a 2,000 W laser, a 650 x 400 x 400 mm build volume, and can switch between two nozzles of different sizes for build speed optimization. Use the 10Vx deposition nozzle for small features and switch to the faster 24Vx nozzle for massive sections in a matter of seconds.
The Magic 800 has an even larger build volume at 1200 x 800 x 800 mm, with an identical 2,000 W laser and the same dual nozzle system for fast production rates. Both machines also offer the possibility to build reactive powders under an inert gas atmosphere and can process materials including titanium, stainless steels, and maraging steels as well as alloys including inconel, Hastelloy, and more.
Prima Additive Ianus Cell
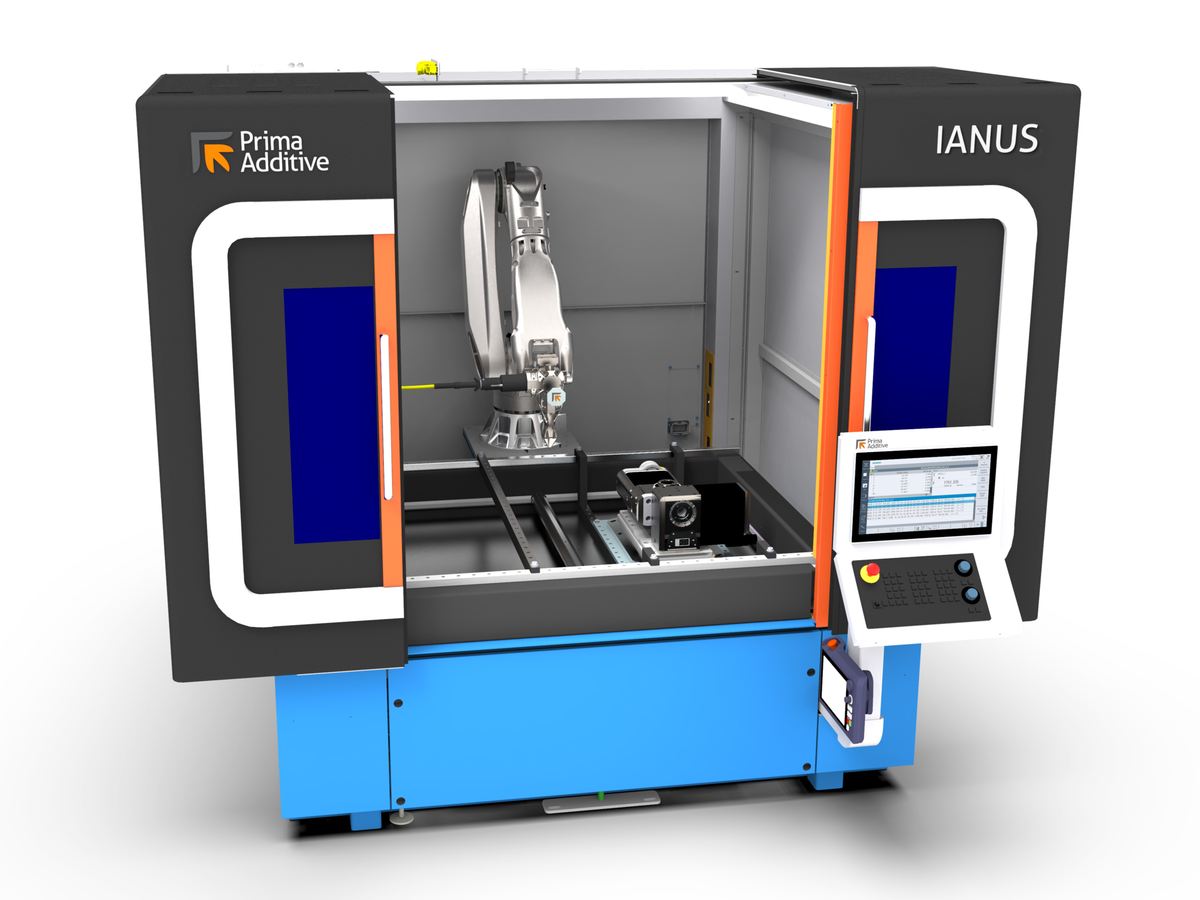
Prima Additive offers three DED solutions that differ in size as well as a DED kit to fit third-party CNC machines. The Ianus Cell multiprocess system is based on a robotic arm equipped with the DED nozzle. It might be the smallest of the machines, but still has a working volume of 1600 x 1200 x 700 mm. Customers get a 2,000 W fiber laser, can choose between 6 to 8 integrated axes, and are able to perform two different laser processes in the same machine by switching between heads. In addition to additive manufacturing, laser welding or hardening can be achieved in the same process.
Prima’s larger machines, the Laserdyne 811 and Laser Next 2141 can produce up to 3,000 W and 6,000 W respectively, and are focused on industrial and research applications to perform part repair, coating, or custom part production.
Prima offers a selection of metal powders, including steels, nickel, cobalt chrome, copper, and titanium alloys (if the machine has an inert gas chamber configuration).
Nikon Lasermeister 102A

An old name has become a new one as it entered the additive manufacturing market back in 2021 with its Lasermeister 100A, a 3-axis modeling system with a much smaller form factor compared to other machines on this list. The most updated version, the Lasermeister 102 A, now a 5-axis system, has maximum processing dimensions of ⌀150 x 150 mm, making it feasible only for small parts and competing directly with smaller PBF machines. Uniquely though, its powder-based DED process allows for much easier hybrid manufacturing and repair, with the preformed or damaged part simply being placed into the machine.
As an optical processing machine, the system also enables marking, welding and even remelting of parts to achieve shinier surfaces. Currently, Nikon offers titanium alloy, stainless steel, high-speed steel, and nickel-based alloys to be processed.
Wire Laser Beam Energy Deposition
Meltio M450

Another manufacturer offering small-scale DED is Meltio with their M450 metal wire-fed DED 3D printer. Its print envelope is 145 x 168 x 390 mm, which is considered very small compared to other DED machines. This makes the machine an attractive entry-level system for research and development as well as professionals looking to get into DED additive manufacturing.
The machine is also a pure 3D printer, with no other laser processing capabilities like many other machines on the list. If that is wanted, Meltio also offers the Meltio Engine integration kit to be fitted on existing CNC milling machines or robotic arm platforms, eliminating the M450’s size constraints.
At a maximum laser power output of 1,200 W provided by 6 individual diode lasers focused on the coaxially fed wire, the machine can process a wide range of welding wires, including steels, nickel, titanium, and Inconel, all of which benefit from inert gas protection of the melt pool. The ability to use industry-standard welding wires is another cost-reducing factor for this small machine.
Aconity 3DMetalWire
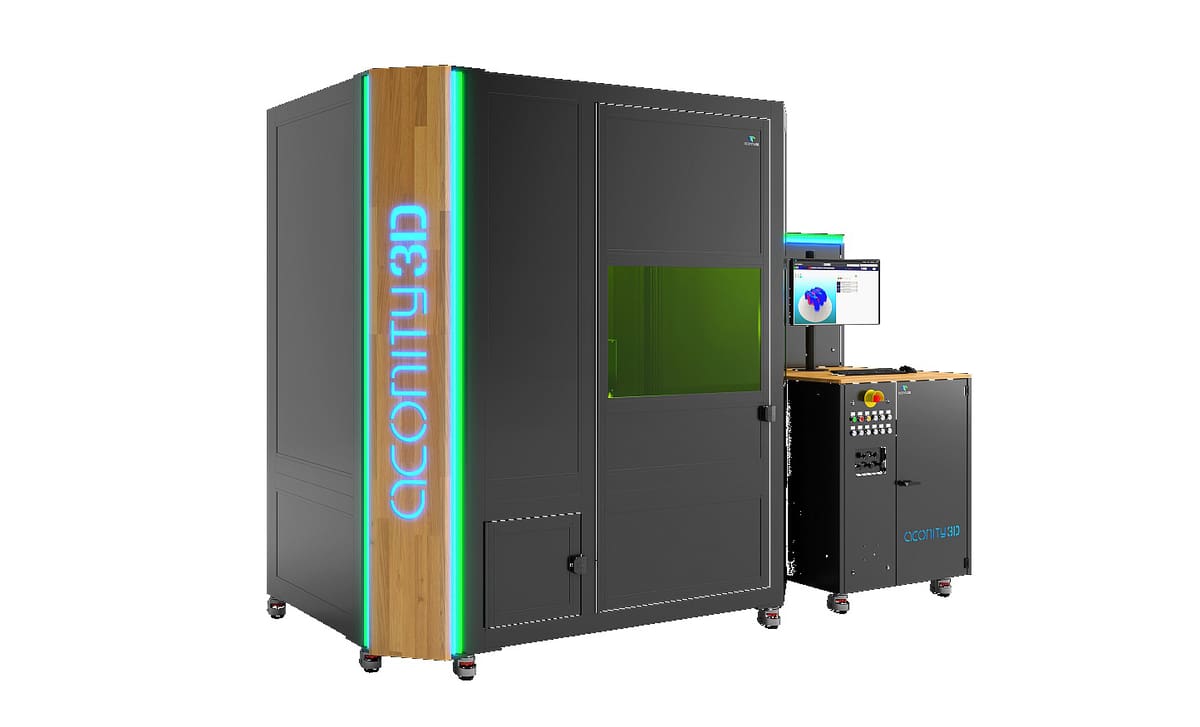
Aconity’s 3DMetalWire laser-based wire-fed metal printer has a build volume of Ø400 x 780 mm, making it ideal for mid-sized part production. The 1,200 W single-mode fiber laser is attached to a 6-axis robot that works in unison with a 2-axis rotary tilt table for high flexibility and part complexity.
The machine also offers a pre-heating mode of up to 500 °C for thermal stress reduction of parts made from stainless steel, inconel, and even titanium wire feedstock, meaning that an inert gas atmosphere is also possible.
Chiron AM Cube
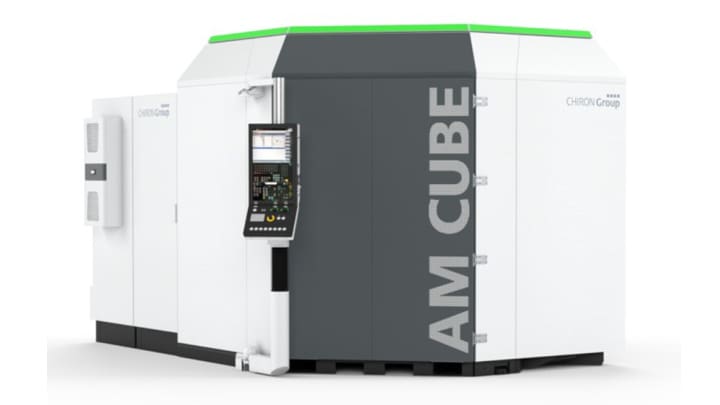
Aimed at the automotive, mechanical engineering, and energy sectors, Chiron’s AM Cube is another versatile 3D printer that can be used for the manufacture, repair, and coating of parts with a diameter of up to 1 meter.
The deposition head can be changed mid-process to fulfill requirements like high surface quality or internal and external coating and enables the use of both wire and powder feedstock at different production stages of the same part. The machine can be configured for 3, 4, and 5 axes and offers process monitoring for improved quality control.
Mitsubishi Electric

In March of last year, Mitsubishi Electric announced the release of the AZ600 wire-laser metal 3D printer. The machine comes in two variants that differ in laser power with the F20 model boasting a 2,000 W and the F40 a 4,000 W oscillator.
The 5-axis printer allows for a maximum workpiece size of Ø500 x 500 mm at a maximum weight of 500kg and was designed for manufacturing and maintenance repairs in the automotive, aerospace, and marine sectors.
Wire Electron Beam Energy Deposition
Pro Beam PB WEBAM 100

With decades of experience in electron beam processing, pro-beam developed a PBF metal 3D printer as well as the PB WEBAM (wire electron beam additive manufacturing) series. Its powerful 10,000 W electron beam and large build volume of 1370 x 1260 x 1115 mm make it suitable for the fast production of large parts.
Due to the nature of the electron beam process, the inert vacuum environment enables the processing of reactive metals like titanium in addition to inconel, copper, steel, and refractory metals. The part can even consist of multiple materials by switching between wire feedstocks that have a standard 0.8mm diameter
Sciaky EBAM 110

US manufacturer Sciaky Inc. builds truly massive wire electron beam 3D printers that make part geometries of up to 579 x 122 x 122 mm possible. Their smallest machine, the EBAM (electron beam additive manufacturing) 110, still has an impressive work envelope of 1778 x 1194 x 1600 mm.
Operating in a vacuum environment due to the electron beam as a power source, possible wire feedstock options are broad and include titanium, inconel, tantalum, tungsten, niobium, stainless steels, zircalloy, and copper-nickel alloys.
License: The text of "Directed Energy Deposition (DED) Metal 3D Printing – The Ultimate Guide" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.