
MJF vs SLS 3D Printing: Decision Maker’s Guide

The differences between MJF and SLS 3D printing technology explained in a nutshell: strength, print speed, materials, and price.
If you’re considering Multi Jet Fusion (MJF) or selective laser sintering (SLS) technology, that typically means you want consistent quality, part after part, with an injection-molded look and feel. You need something stronger and more durable than the standard filament 3D printed parts and less noticeable layer lines.
To achieve this, most turn to a 3D printing technology called polymer powder bed fusion, which comes in several varieties. Two of the most common are MJF and SLS.
These two methods are considered a step up from the popular fused deposition modeling (FDM) technology that uses extruded plastic through a nozzle. Sure, industrial-level FDM can rival both MJF and SLS for quality and strength on some points, but here, we focus on comparing MJF and SLS when you need volume, speed, specific mechanical properties, and various finish options.
We’ll look at the best choice when ordering parts from a service and the best choice for buying a printer and producing parts at your own facility.
Technologies

As mentioned above, both MJF and SLS belong to the same family of 3D printing technology called powder bed fusion. (Okay, there’s some debate that MJF is its own technology or maybe a type of binder jetting, but since it involves a bed of polymer powder that’s fused, we’re putting it in the same ballpark as SLS.) Essentially, both methods consist of a bed of polymer powder inside the 3D printer that’s fused together, layer by layer, to form the final part.
Both technologies use similar materials, produce parts with similar properties, and can print at similar speeds.
Multi Jet Fusion

Multi Jet Fusion is a 3D printing technology introduced in 2016 by HP, the huge multi-national equipment manufacturer known for its 2D copiers and electronics. HP built MJF upon decades of expertise in inkjet printing, jettable materials, precision mechanics, and material science.
MJF quickly became a widely used technology, especially by 3D printing service companies and large manufacturers like automakers.
In a nutshell, the technology involves using two types of liquid agents to facilitate the fuseing of the powdered polymer material when exposed to heat, layer by layer. The technology gets its name from the multiple inkjet heads that distribute the liquid thermal agents.
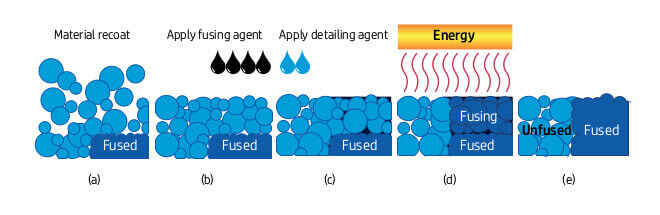
An infrared heating unit also moves across the print. Wherever a fusing agent was added, the underlying layer melts together, while the areas exposed with the detailing agent don’t fuse completely but act as a layer to ensure surface quality. Areas with no agent applied remain a powder. The unfused powder supports the fused material until the printed part is complete.
After the application of the liquid agents, another thin layer of powder is spread over the bed, and the process repeats.

Once the printing process is finished, the entire powder bed – and the printed parts in it – are moved to a separate processing station. Here, most loose unfused powder is vacuumed up, allowing it to be reused for the next print job. Final parts can be dyed, polished, painted, and, depending on the material, can withstand plastic welding, drilling, and machining.
Selective Laser Sintering

Selective laser sintering is not a proprietary process and dozens of companies offer SLS 3D printers that vary significantly, although the core technology is essentially the same.
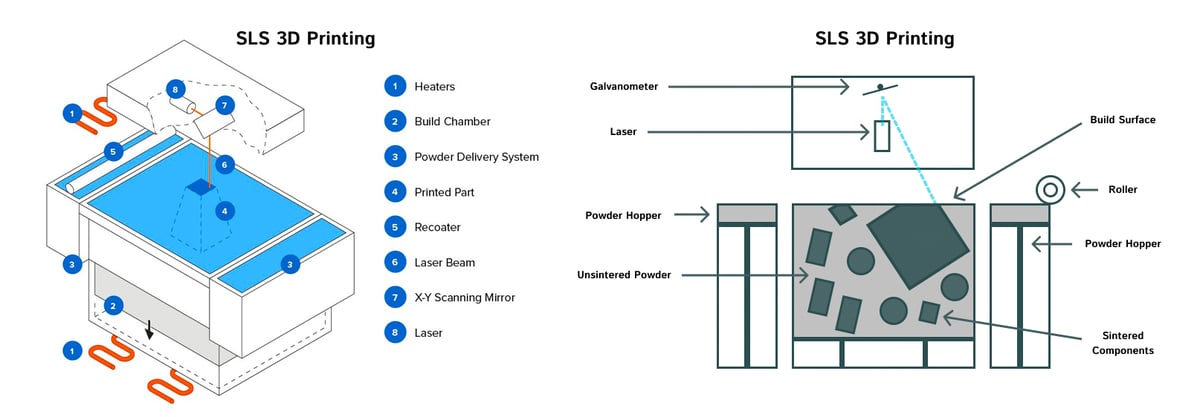
SLS is a powder bed fusion method that uses a laser to selectively sinter (not melt) particles of polymer powder, fusing them together with heat and pressure in a layer-by-layer fashion until a 3D part is fabricated. An SLS printer can have one or many lasers of different types (fiber laser, diode laser, CO2, etc.) and powers (10-watt, 60-watt, 100-watt, 1,000-watt).
The process begins by heating the powder bin full of powder material to just below the polymer’s melting temperature. A recoating blade spreads a thin layer of powder across the build platform. Next, a laser (or lasers) scans the imprint of one layer, which sinters the powder particles. Once a layer is complete, the build platform moves downward, and the blade recoats the surface with a clean spread of powder, just like in MJF. This process is repeated until the part or parts are complete.
Once the printing process is finished and the build chamber has cooled, which can take hours, parts are removed from the powder bed and cleaned.

As with MJF, final parts can be dyed, polished, or painted and, depending on the material, can withstand plastic welding, drilling, and machining.
Strength

Both MJF and SLS parts have good tensile strength, impact resistance, and fatigue resistance making them suitable for functional prototypes and end-use parts. So which method will produce a better part? The answer depends on your part and your 3D printer. Let’s take a closer look.
Parts printed using MJF generally exhibit isotropic mechanical properties, meaning they have consistent strength and stiffness in all directions. SLS parts have been shown in research to have a weaker properties along the ZX orientation (vertical) than they do along the build plate (horizontal). The strength and stiffness of SLS parts therefore vary depending on the orientation of the printed layers.
A 2024 research study published in Advanced Engineering Materials journal by Polytechnic University of Torino professor Claudio Francesco Badini and six other researchers, directly compared parts produced using glass-bead-infused Nylon 12 on a MJF machine (Jet Fusion Series 5200) and the same parts in the exact same material (HP 3D High Reusability PA 12 GB) on a Sharebot SnowWhite2 SLS machine.
Previous research indicated that mechanical properties of final polymer powder bed fusion parts are significantly influenced by part orientation while printing, so this latest research focused on this aspect.

“A thoughtful analysis of the microstructure and mechanical properties of the samples reveals differences and peculiarities between the two technologies,” the researchers wrote. “SLS exhibits lower porosity and higher mechanical performances when the parts are printed along the build plane thanks to the powerful heating ensured by the laser. In contrast, MJF samples show higher mechanical isotropy with great flexural and tensile behavior for vertically oriented parts.”
While SLS parts exhibited “slightly higher” performances in the XY and XZ (both along the build plate) orientations, MJF parts were as much as 40% stronger than SLS in the ZX orientation (vertically oriented) in every load scenario. The reason, the researchers said, was because, in MJF, the fusing agent helps to obtain better interlayer melting and adhesion compared to what is it possible to achieve with SLS.
To dive a little bit deeper into this, we reached out to HP.
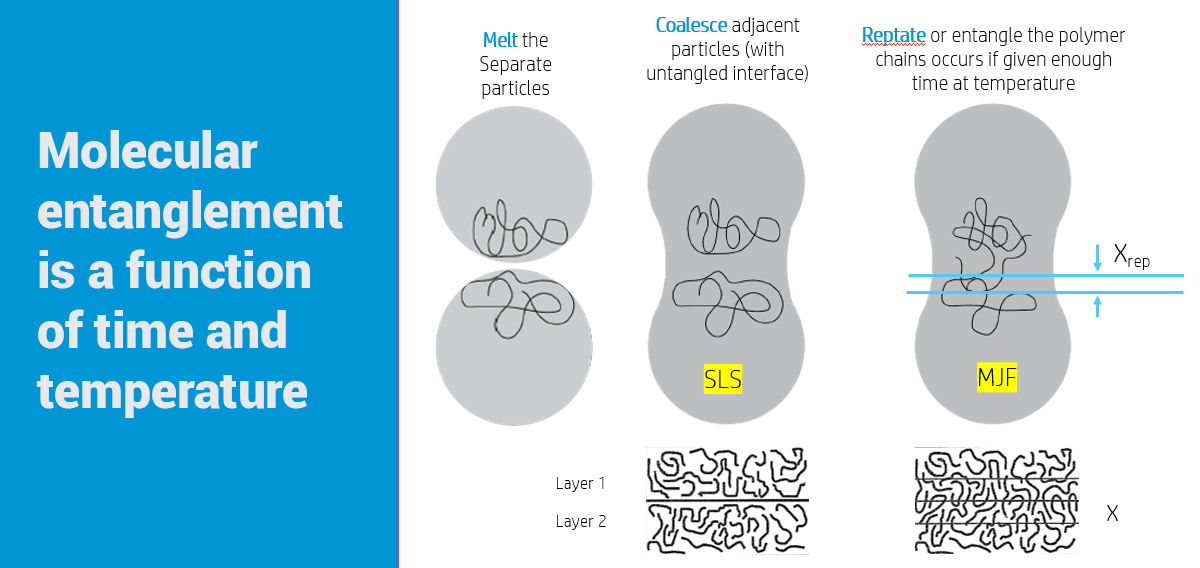
“MJF achieves much better Z-property isotropy than SLS, because SLS fusing time exposure to light is ‘only’ 60 microseconds, which limits how layers become fused one to another,” HP told All3DP. “In MJF, fusing time exposure to light is 60 milliseconds or 1,000 times more than SLS. This way, the polymer chains reptate (or entangle) because they have been given enough time at temperature.”
MJF parts are fluid and water tight with no post processing.
Each 3D printer maker — and every 3D print service — offering one or both of these technologies has charts and graphs of tensile strength comparisons on there websites, but there are only a few actual research studies focusing on the comparison between SLS and MJF technologies.
A 2019 study compared MJF parts to those produced on a 3D Systems SLS machine, and found the MJF parts have higher elongation at break and higher tensile strength (when printed along Z direction). Yet, with the pace of machine and material development in both technologies, a five-year-old study may no longer be seen as accurate if we’re talking about SLS technology or even 3D Systems’ technology.

Even the most recent study from Badini, mentioned above, is not a definitive analysis of the two technologies since it compared a particular MJF 5200 model machine, which starts at well over $100,000, against a particular SLS machine, the Sharebot SnowWhite 2 ($40,000). The Sharebot is a capable and popular benchtop SLS printer featuring a 14W CO₂ laser. However, a more industrial SLS machine, like the Nexa3D QLS 820, with four 100W CO₂ lasers and rapid throughput, would arguably be a better comparison to the HP 5200.
In fact, Nexa3D’s Director of Business Development John Calhoun says, it’s likely the results of the Badini research would have been slightly different had the authors used a Nexa3D machine. “While ZX strength might be better [on MJF] it is not a highly relevant factor on its own regarding the decision making process for real engineers. As the study notes, SLS actually exhibited higher performance in the XY and XZ orientations.”
Calhoun also notes that glass-filled PA 12 isn’t a material used by the majority of MJF users, and if maximum part strength was the goal, SLS users would instead use a glass-filled polybutylene terephthalate (PBT GF) or a glass-filled PA6, which are higher strength materials not available for MJF.
It is true that SLS can process more materials than MJF with varying mechanical properties. We cover materials more below.

So what does all this research mean you need parts printed?
Because orientation is the significant difference in a part’s mechanical properties, you need to know your part’s mechanical property requirements. Using build preparation software with a build simulation tool can help you ensure your parts are in the perfect orientation to result in the mechanical properties you require.
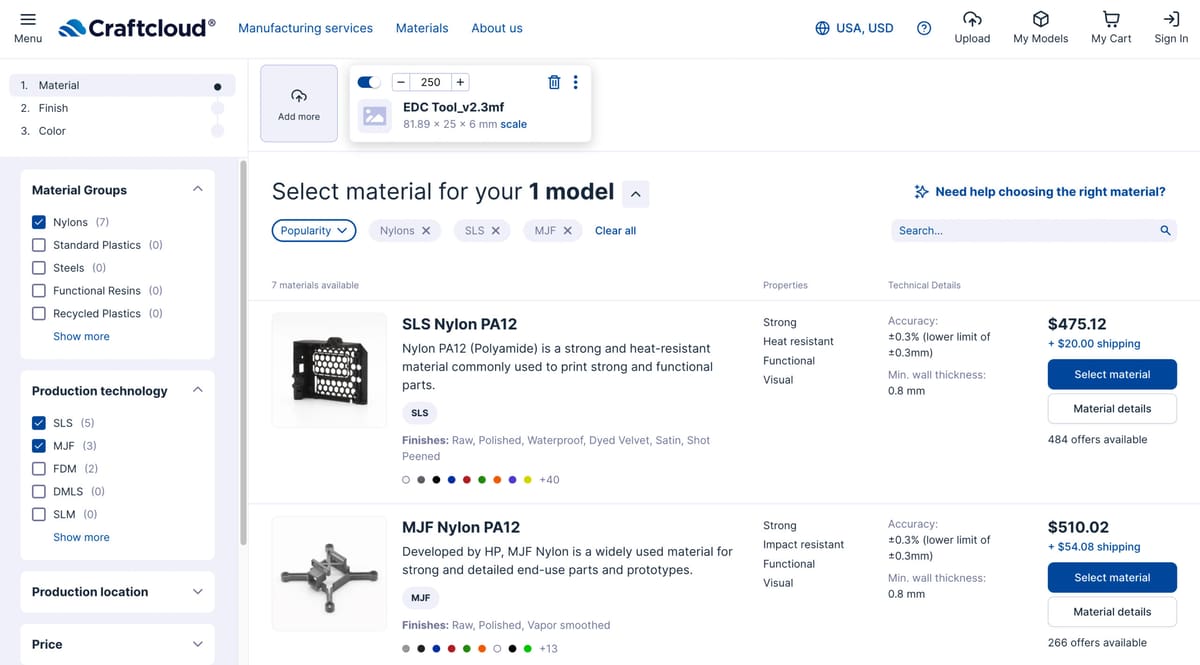
If you’re looking to order 3D printed parts from a service provider, such as Craftcloud, you’re putting your part orientation in the hands of professionals with years of experience with these machines who can orient your parts for the best performance.
Resolution & Feature Size
If you’re looking for fine detail on your complex parts, you’ll be interested in resolution and feature size. Here, again, it’s not so much as matter of comparing these two technologies, but comparing and HP printer to whichever brand of SLS printer you’re buying or using through a print service.
SLS and MJF print parts with similar accuracy. The accuracy and quality of your 3D printed part will depend on many factors, such as the design you created and the material you choose.
MJF can be used to create small features down to 0.5 mm. SLS, on the other hand, depends on the material and machine. If you’re comparing MJF to a particular SLS machine, such as a Formlabs Fuse, a 3D Systems SLS 300, or an EOS P 770, those manufacturers can provide you with exact or expected measurements. It’s wise to order a sample print of your parts to ensure it can produce the detail you require.
When ordering a part from a 3D printing service you’ll often find that they provide you with minimum feature size and wall-thickness requirements for the brand of SLS machine they have, so will vary by service provider.
3D printing service Protolabs for example, says SLS parts it can produce features between 0.75 mm and 1.0 mm, depending on the material. Protolabs says it can produce smaller features with MJF than with SLS, but the latter method usually “produces more precise results” the print service says.
Resolution measurement provided by HP and SLS brands are hard to compare because MJF is measured in DPI, which is typical of the 2D printing world, and SLS resolution is typically provided in microns.
In the end, as Calhoun notes; “No one can tell by looking at a SLS or MJF part which technology was used.”
Color, Surface Quality & Finishing
Both technologies produce parts with a slightly grainy texture that may need to be refinished depending on your application. Yet, MJF parts generally have smoother surface finish right off the printer compared to SLS parts, but again depending on the material and the printer.
You can apply finishing, like vapor smoothing, to parts from both technologies, but it’s typically an extra charge at a service provider and, if printing in-house, additional equipment, time, and labor.
When it comes to color, SLS was once the clear winner here because it could print with white powder that was more easily dyed and painted. MJF was limited to grey powder since its binding fluids were also dark (dark materials tend to absorb infrared radiation better). But, this changed in 2023 when HP introduced a solution for white MJF parts. Instead of just a new powder, the white parts require a particular MJF printer, the HP Jet Fusion 5420W, accompanied by the white powder and distinctive fusing and detailing agents. You can’t just put the HP white powder (3D High Reusability PA 12 W) in any MJF machine.

Part Size
Neither MJF nor SLS is considered a technology for very large parts, rather volume is where these shine. That said, you can typically part parts the size of the build chamber, or a little be within to avoid warping.
HP says that “since MJF has an area wide printing approach, it can achieve better dimensional results than SLS for large parts since the thermal experience of each layer will be more uniform.”
For MJF the maximum part volume is 380 x 284 x 380 mm. Yet service provider Protolabs recommends a maximum size of 200 x 200 x 200 mm to avoid warping and inaccuracy.
There are several SLS 3D printers larger than the largest MJF including the ePlus3D EP-S600 (420 x 380 x 600 mm), the 3D Systems SLS 380 (381 x 330 x 460 mm), and the Nexa3D QLS 820 (350 x 350 x 400 mm), the EOS P 770 (700 x 380 x 580 mm), and several machines from Farsoon including the HT1001P (1,000 x 500 x 450 mm).
Quantity
How many parts you can print is a factor of how large the print volume is, which we just covered, and how fast the printer can print, which we cover in the next section.
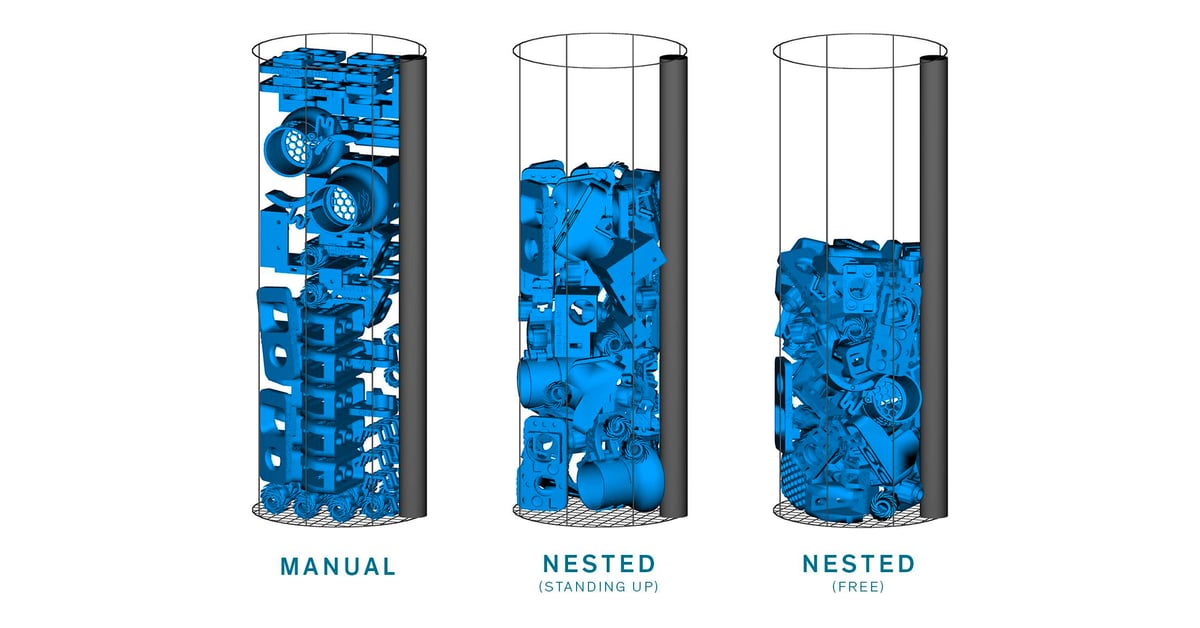
Unlike FDM technology, you can print a wide range of part sizes and shapes in the same print run using polymer powder bed fusion. Software, either from the printer maker or independent developers, automatically fits the pieces together in the print volume like a puzzle to take up the least amount of space and use the least amount of material. The practice, called nesting, is relatively the same for MJF and SLS technology.
Print Speed
HP and various SLS printer makers publish print speeds, but that’s not the full story when it comes to how fast you can get parts.
But let’s first, look at these print speeds.
MJF building speed is 3.42 to 4.55 liters per hour (equivalent to 3,420 – 4,550 cm3 per hour), regardless of part density and part complexity. The variation in speed depends on the chosen print mode, which you select for the outcome you need, such as a quick prototype or final part.
SLS printer speeds not only vary, but SLS printer makers describe and define speed differently. Nexa3D says its QLS 820 has a print speed up to 8,000 cm3 per hour, so nearly twice that of MJF. Formlabs doesn’t give a speed per se for the Fuse 1+ 30W, but rather, says it can complete a packed print bed (14.5 liters) of parts in 32 hours.
HP says MJF can complete a packed print bed (41 liters) in 12 hrs.
In fact, don’t confuse print speed with the time required for the entire process, including machine setup, printing, cooling, and post-processing. For example, MJF printers, like some SLS printers, have a removable build platform, which allows the part to cool outside of the printer so you can insert another build platform and keep printing while the previous parts cool.
Materials

The most used material in both MJF and SLS is nylon (both PA12 and PA11), which is well-suited for functional prototypes and end-use parts in various industries, including automotive, aerospace, and consumer goods.
SLS, as a technology, offers a wider variety of materials to print with, but keep in mind that a particular brand of SLS printer may not print with the full menu of possibilities — actually, most don’t.
Both MJF and SLS can print with biocompatible materials for applications, including sports equipment, nasal swabs, and footwear. Your printer maker or print service can provide details on the exact results of toxicity tests, but keep in mind that biocompatibility material does not directly correlate to a biocompatible produced part.

In addition to more materials, another key differentiator that may be important to some is that SLS can even print in metal using the new Cold Metal Fusion technology, while MJF can not.

In addition to the material above, there are variations of them, including what producers say are more sustainable versions, powders that claim to be more reusable for longer than others, and formulations that are CO2 neutral.
Price
If you’re ordering a part or a volume of parts though a service, it’s hard to predict if MJF will be more or less expensive than SLS since the price depends on volume, material, and how many other orders that particular service provider may have.
An MJF machine is a hefty investment and the materials are all proprietary, so volume is the key to a return on investment with this technology. On the other hand, SLS is available at a variety of price points with the entry-level machines starting below $30,000.
“Recently, new entrants to the SLS market have brought prices down significantly in comparison to MJF,” says Gerard Shields, the managing director of Printpool Additive Manufacturing, a 3D print service in the UK. “Formlabs, Sinterit, and Sintratec have all released models for under $100,000 in recent years, beating out HP Multi Jet Fusion hardware in terms of price.”
On the other hand, MJF is very popular among 3D printing services that want to offer a consistent product, whether it’s being produced in Germany, the US, or Asia. Plus, some SLS 3D printers are actually more expensive the HP printers.
“Even being true that a MJF printers represent a significant investment, the important metric is TCO (total cost of ownership), which takes into account, on top of acquisition cost, the productivity of the printer, the cost of materials, and more,” HP told All3DP.
Final Thoughts

SLS and MJF are used for both prototypes and final products across a wide range of industries, including consumer products, architectural models, drones, robotics, automotive, medical, ioT devices, sports equipments, footwear, orthopedic technology, education, and jigs and fixtures, promotional items, and more.
Lead image part map:

License: The text of "MJF vs SLS 3D Printing: Decision Maker’s Guide" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.