
Quality Control in Additive Manufacturing

Tools and techniques to ensure that your 3D printed parts are manufactured to spec and perform as required.
Additive manufacturing is revolutionary in many ways. Few other fabrication methods have the design freedom and digital workflows that this collection of technologies offers. As a result, you can print complex and lightweight parts with optimal geometric features in trail-blazing materials that outperform traditionally manufactured parts. From a cost-effective perspective, the reduction of waste compared to subtractive processes can assure manufacturers significant savings in raw materials, not to mention the savings in time and labor.
And now, after many years of research, development, and innovation, 3D printing is finally crossing that threshold from prototype to production. However, there are still a few challenges that hold AM back from complete adoption in the manufacturing industry. The biggest: standardized quality measures and quality control. These are essential for repeatability, consistency, scalability, and overall confidence in the process.
Let’s take a look at the quality control tools and techniques currently available to ensure that your 3D printed parts are manufactured to spec and perform as required. Then we’ll explore the growing need for and work toward quality standards in additive manufacturing.
Today's Quality Inspection Methods for Additive Manufacturing

It is great to have quality standards and ways additively manufactured products can be compliant. Now, for the AM industry, the question is: how? What techniques and tools do we have at our disposal, and which are particularly relevant for AM processes?
To meet the requirements of any particular manufactured product, you need data. In order to get GD&T (Geometrical Dimensioning and Tolerances) measurements, investing in high-precision metrology equipment for your specific purpose is a must. So, let’s look at some of these tool options currently available in the market.

Traditional Tools Adapted for AM
A widespread set of measurement options are available for quality inspections, from the traditional manual tools to digital industrial equipment. Starting from the basics, manual instruments like calipers and gauge kits, in comparison to other options, are affordable, straightforward, and widely accepted. However, each of these tools deals with a specific geometrical feature (i.e., external length, diameter, corner angles). Simply put, not the most versatile options.
But, perhaps the most significant downside these tools have is the fact that all the quality data registration happens manually. Consequently, metrology inspections can become laborious and inefficient tasks. In contrast, two of the main reasons industries are adopting additive manufacturing are, on the one hand, to enable more geometrical versatility and, on the other hand, to boost production workflows via digitization.
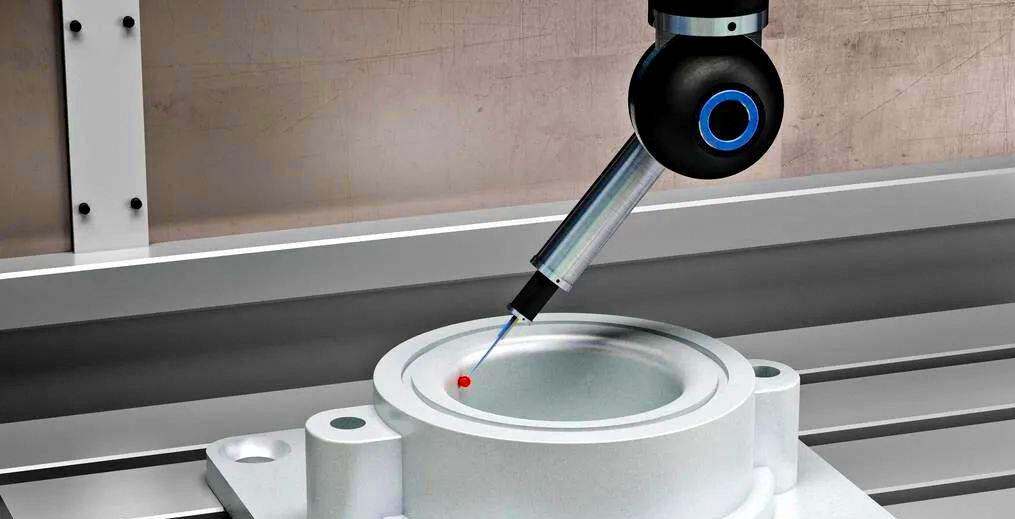
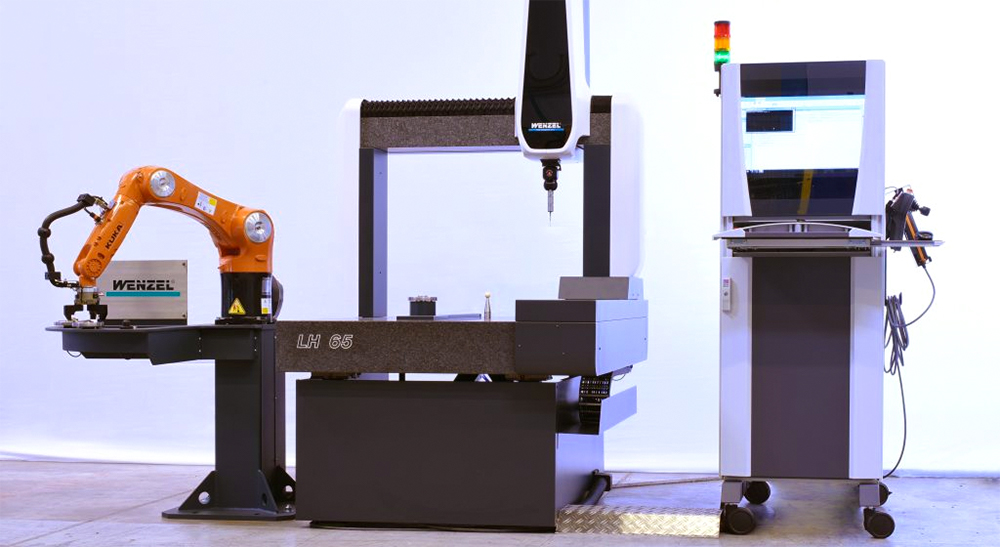
Coordinate Measuring Machine
The necessity to reach higher standards has lead industries to adopt CMMs (Coordinate Measurement Machines). These machines can replicate digital point clouds throughout their extremely precise contact probes with exact measurements of very intricate geometries like those of airfoils. Moreover, this enables direct interaction within CAD environments, which opens new possibilities for data analysis.
Digital tools can streamline tolerance verification processes by comparing the deviations of manufactured parts by aligning them with their respective nominal CAD design. Meanwhile, all that inspection data can be directly stored and processed in a centralized system. All in all, CMMs are marvelous; still, they have limitations too. Compared to other methods, CMMs inspection cycles are slow, they have low portability, and since they are contact-based, they heavily rely on fixtures. Now, this allows us to appreciate light-based 3D scanners as valuable alternatives to CMMs.

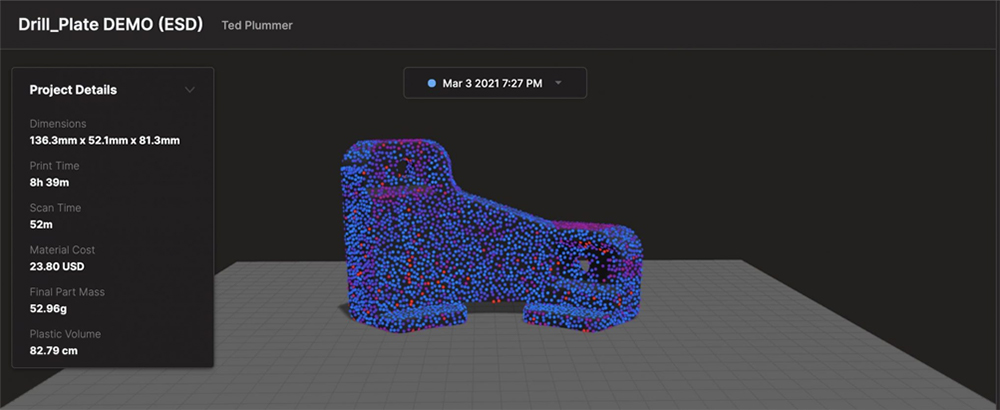
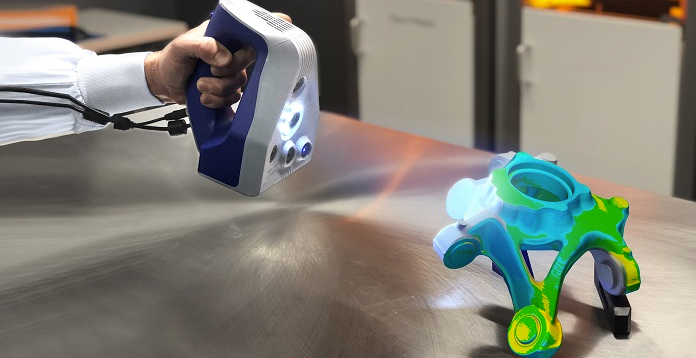
Optical 3D Scanners
Regardless of which particular scanner technology we’re talking about – photogrammetry, structured light, or laser triangulation – 3D scanners capture coordinate points at incredibly high rates without even needing to touch the object. So then, using the principles of optics brings big advantages to scanning, but paradoxically, also big disadvantages in some instances. Limitations are predominantly interference of external light settings, while surfaces with reflective, transparent, and matte dark characteristics can disrupt the quality of data collection.
All in all, considering the accelerated rates at which scanner manufacturers are working to solve these problems, optical 3D scanners have, undoubtedly, a promising future in manufacturing.

Now, what about internal structures? 3D printing is also the ideal technology to add unorthodox internal structural designs like those where infills, lattices, and topology optimization are involved. Still, all the techniques we’ve reviewed so far won’t handle the inspection of those internal surfaces. That leads us to computed tomography (CT) scanning, perhaps the most comprehensive quality tool available in the market.
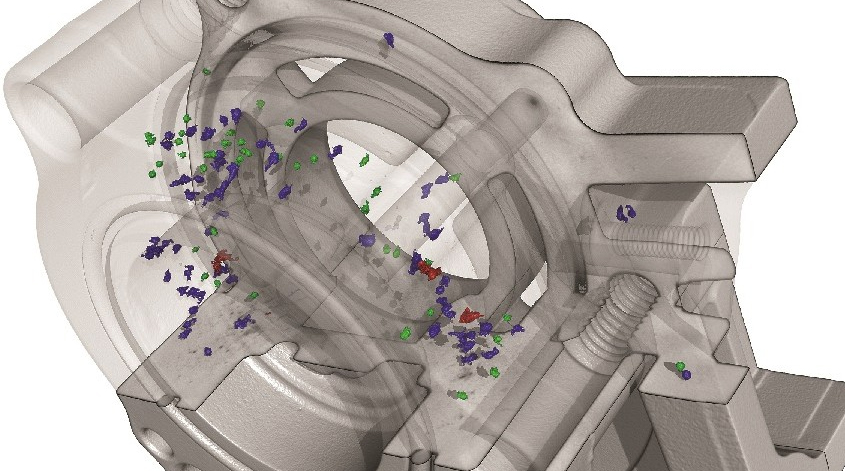
Computed Tomography (CT)
Apart from medical insights, CT scans have also been, for many years, the object of desire for inspectors in manufacturing environments with strict quality requirements. Why is that? Well, by leveraging x-ray imaging, CT scans can generate complete views of internal details fast and with outstanding accuracies. Furthermore, all this data can be exported as 3D density maps with thorough information on the product’s quality. But, there’s more; CT scanning goes beyond just metrology, it is also ideal for inspecting defects like cracks, delamination, voids, contamination, and local porosities without even touching the part.
CT scanners have much broader capabilities than other non-destructive quality tests like those with penetrant liquids, eddy currents, magnetic particles, and ultrasound. Nonetheless, CT scanners might be way too expensive for most applications, not to mention the hazards involved with x-rays emissions. Due to the difficulties of having CT equipment in-house, many third-party consultant companies, like Visiconsult, provide CT inspection services.
In-Situ Inspection
Considering that we still need to learn more about AM processes in order to develop standards and to establish serial production adoption with full confidence, there’s clearly a necessity to speed up data collection. All of the practices we glanced at so far would require laborious inspections task separate from the production process itself. But, given the ongoing advancements in sensors, closed-loop automation, artificial intelligence, machine learning, and cloud computing, it’s no surprise that AM leading innovators are already implementing these principles for in-situ inspection processes, in other words, scanners and inspection technology already imbedded into the 3D printer.
So basically, it works like this; sensors capture data as each layer forms. Afterwards, AI can take all that information in real-time to make comparisons, deliver analytics, stop the processes if errors are detected, and, most important, optimize printing parameters through a learning history. Most of the firms involved in this trend focus on implementing these solutions for metal PBF processes.
For instance, the SLM280 2.0 has such a system incorporated, where thermal sensors can detect melting defects through a process known as Melt Pool Monitoring (MPM). Also, specialized additive manufacturing quality assurance companies like Sigmalabs and Additive Assurance offer products and services following this trend. Now, many might ask if this is only applicable with metal PBF. Fortunately, this is also spreading to other AM technologies. A clear example of this is the recently released Markforged Blacksmith, which delivers in-situ closed-loop inspections for their FDM machines.
Why are Establishing Quality Standards for AM Difficult?

Although there are some quality standards for AM, the industry hasn’t generated enough documentation to verify processes with complete confidence in their cost-effectiveness and outputs. For example, industries like aerospace, defense, automotive, and medical can profoundly benefit from the versatility that only AM can offer. However, these industries are also known for having the strictest quality and tolerance requirements.
AM and quality experts, alongside industry leaders, have invested millions in R&D to established quality standards and processes. Let’s take a look at the progress and the challenges so far.
AM is new as means for mass production of end-use parts. On an enterprise level, managers require predictable data to make informed decisions regarding resources, schedules, and logistics. And for the most part, that data isn’t there.
As AM moves into production, compliance requirements become stricter, and the costs for quality measures will inevitably become higher. Although many options are available today, such as automation technologies and third-party services to help reduce costs and save time, a lack of industry-wide standards and confidence can lead manufacturers to higher risks, costs, and lack of repeatability.

Why don’t existing manufacturing quality standards for AM?
Why are existing quality criteria for other established processes, let’s say injection moulding, not enough to approve AM parts? Simply, every technology is different. AM is not monolithic but rather a group of many different technologies, like extrusion or photopolymerisation. We cannot define quality standards without specifying “what.” Nowadays, most current advancements lean towards metal powder bed fusion (PBF) technologies due to their demand in key industries.
Another issue is AM’s unique materials. How do we prepare raw materials to guarantee a consistent and robust production? Materials represent high costs to industries, especially when talking about high-performance materials like titanium. Material suppliers must deliver their product with the highest degree of predictability regarding its properties, performances, and handling.
Let’s take, for example, the material of choice for metal PBF processes, metal powder. In this case, manufacturers are assessing ways to optimize their grain morphology to achieve consistent mechanical and processing performances, but, for the most part, it’s a work in progress.
How to guarantee predictability in a highly customizable process?
Maybe the central aspect of quality is processes. How do you know if your process guarantees repeatability, minimum geometrical deviations, and stable outputs? And, how do you guarantee safety to operators, end-users, and the environment?
As with any new technology, it takes time and constant evaluation of production cycles to develop standards. As repetition continues – at an industry-wide level – researchers generate statistical patterns to guide their iteration of existing parameters and identify new ones. All in all, the aim is to generate enough understanding of the process to establish consistent standardization of printing profiles, calibrations, maintenance, and implementation.
Though it’s an extensive task, thankfully, the affinity of AM for digital workflows, the use of robust database infrastructures, and the advancement of AI technologies are, undoubtedly, accelerating this development.
Who’s creating standards for AM to follow?
As a worldwide collaborative effort, all the entities involved in a global supply chain must work under a unified framework of knowledge, terms, and rules. Therefore, trusted authorities must set universal guidelines to create proper consensus, communication, and credible certifications. And, many organizations around the globe are broadly recognized for the standards they offer. Concerning quality and manufacturing processes, ISO (International Standards Organization) is the central authority worldwide. In addition, other associations like ASTM (American Society for Testing and Materials), which is also a vital ISO contributor, have earned leading roles on worldwide standardization.
So, what is the current state of AM standardization? For the past decade, both the ASTM and ISO have been developing AM standards in mutual collaboration throughout their respective committees: ISO/TC261 and ASTM/F42. With the participation of experts from almost 30 countries, they have published more than 20 standards to date covering everything from methods to characterize metal powders to qualifications for metal 3D printer machine operators, with many more are still under development.
With the advancements of multidisciplinary technologies and growing demand for AM benefits, developing enough knowledge for standardization and full AM confidence in the industry might happen sooner rather than later.
About the Author: Alejandro Auerbach is a mechanical engineer specializing in additive manufacturing at Solid Print3D.
Lead image source: Source GOM Industrial 3D metrology, a Zeiss company
License: The text of "Quality Control in Additive Manufacturing" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.