SLA and FDM are two very popular 3D printing technologies. However, a lot of makers have often pondered the question of whether one style of printing is faster than the other. In this article, we’ll explain the answer to that and show how it’s not quite a two-horse race.
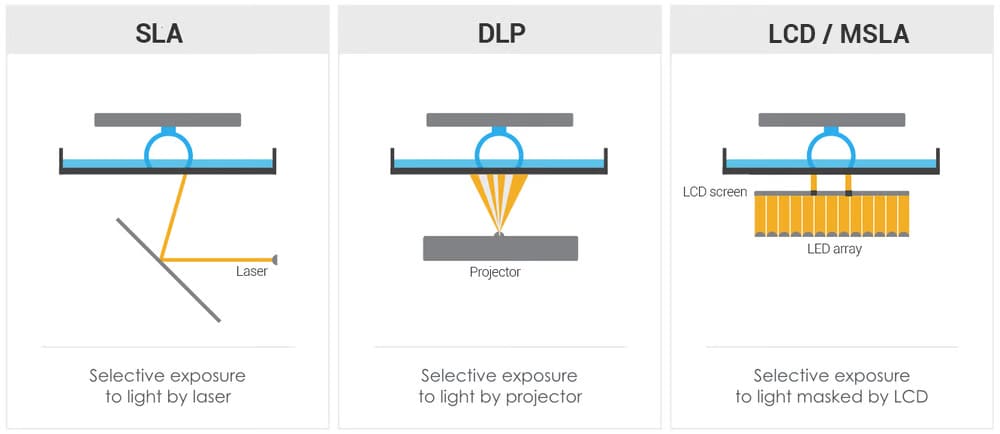
- Stereolithography (SLA) or resin 3D printing: This style of printing involves curing photopolymer resin with UV light to create solid objects. The technology first appeared as SLA, which uses a laser as the UV light source. Being the pioneering printing process, the term “SLA” has been used eponymously for all of resin printing, but there have been more recent variations of the technology as well. These use projectors (with digital light projection, or DLP) and UV-backlit LCD screens (LCD masking) to supply the UV light.
- Fused deposition modeling (FDM): This technology, also known as fused filament fabrication (FFF), involves heating, extruding, and depositing a thermoplastic feedstock through a nozzle. This has traditionally been the go-to option for desktop or hobbyist printing. But SLA is becoming more available now.
So, which of these technologies will save you the most time? Which printing style is faster? Today, we’re going to answer these questions and give you an overview of how you can prevent printing hiccups that can slow you down.
Of course, sometimes the fastest method isn’t the easiest. Other times, it may come at the cost of detail or precision. If you just need something printed quickly and you want to get around these hurdles, consider a 3D printing service. Through Craftcloud, you’ll find the best price and provider for your printing needs.
But for now, it’s time to put SLA and FDM in the starting gates.
The Short Answer
Simply put, SLA’s laser-based resin printing tends to be slower than FDM. The lasers have a very small surface area, so it takes more time to cover each layer. With FDM, you can usually print with much thicker layers and sparser infill, which reduces print times. In general, resin printing also has more post-processing steps than FDM.
However, projector- and LCD-based printing (DLP and LCD) tend to be faster than FDM. This is because they don’t require a nozzle or laser to trace out each layer being printed; they can cure entire layers at once (pictured above). Just keep in mind that you’ll still have to post-process those resin prints!
The Long Answer
Here, we’ll get to the nitty-gritty of the different factors that can affect the speed of your prints with different technologies.
1. The Model
In SLA, a laser must trace each layer of a printed object, just as an extruder traces out layers in FDM. Hollow parts (pictured above) will drastically reduce the amount of area the laser has to cover, reducing print times. Since the lasers in SLA printers often move faster than extruders in FDM, hollowed SLA prints may turn out to be quicker to print.
For DLP and LCD, entire layers can be cured at once. This means that a small layer and a large layer will both take similar times to print. As such, DLP and LCD printers are much faster than FDM for large layers, such as with flat pieces or multiple copies of an object. This makes DLP and LCD scale very well, where large batches of objects take almost the same time as single objects. FDM does not scale this way.
In FDM’s favor, however, most resin printers tend to fare poorly with tall objects. As each layer is cured, it sticks to the bottom of the resin vat and must be peeled off. Depending on how your printer and print settings are configured, this peel can add significant print time. Even if each layer is cured more quickly than an FDM printer can print, peeling alone may allow FDM to catch back up.
2. The Printer & Print Settings
As mentioned, the peel time in resin printing varies with settings and printers. Some printers have mechanisms to tilt or move the resin vat to expedite the process. In your print settings, the peel speed can also be adjusted. But this is just the start.
Resin speed can also vary with the power of the UV light source. A more powerful light can cure resin more quickly, though this is limited by the generated heat. Experimental printers designed to remove this heat have been able to reach still greater speeds.
Both resin and FDM printing are also affected by layer height; the greater the layer height, the quicker prints can come out. But layer height changes affect resin and FDM at different rates, so your other settings will dictate which turns out to be faster.
For FDM, there are still other ways to increase speed: Maximum layer heights tend to go higher; extruder nozzles can be swapped out to let out more plastic at once; infill density, wall thickness, and other parameters can be adjusted to reduce the number of tool paths; and printing speed can be increased to make the extruder travel faster. Of course, pushing the limits will adversely affect print quality, but FDM offers much more room than resin printing for increasing sheer speed.
There is, however, an additional category of resin printers that can achieve much higher speeds than all of traditional FDM, SLA, DLP, and LCD. Continuous resin printers take the advantages of DLP and LCD and eliminate the peel step, cutting a significant portion of print time. The hardware surrounding these printers is often patented, but it aptly demonstrates how speed varies drastically by machine.
3. The Material
In resin printing, layer heights tend to be limited by the amount of UV light that can penetrate the resin. The light can only make it so far, effectively capping the maximum layer height and affecting print speeds dramatically. Printer OEM Formlabs, for instance, has created a draft resin that enables layer heights of up to 300 microns. Printing with it is faster than comparable FDM processes.
4. Post-Processing
With FDM, post-processing your prints is usually quite simple: Just remove any supports that might be on the model. Sometimes, slight sanding might be necessary, but nothing major.
With resin, however, the process is much more time-consuming (and messy). We have it explained in our article on cleaning resin prints, but just know that you’ll have to thoroughly rinse and post-cure all of your prints for hours before they are usable. This alone may take more time than FDM, despite the print finishing more quickly.
5. Your Use Case
As you’ve probably already gathered, resin and FDM print fast in different scenarios. But there is a chance that one technology is consistently faster in the use case that you are interested in.
Because of its higher resolution, resin printing tends to be used for high-detail applications. This includes dentistry, jewelry, model-making, and miniatures. Trying to use an FDM printer to achieve resin-like quality would involve slowing down the printing process quite drastically. In this case, resin printing will likely emerge faster.
FDM tends to be seen more in the prototyping scene, for making larger, less complex parts that require more material. For these users, it’s possible to push printing speed and sacrifice some part quality. They likely won’t benefit from resin’s added detail, making the extra post-processing an unnecessary hassle. In this case, FDM printing might work out better.
Final Thoughts

The question of which is faster, resin or FDM, is not an easy one to answer. It’s easy to say that SLA is always slower than FDM and that DLP and LCD are always faster, but that’s not always true.
Ultimately, deciding between resin and FDM is really a matter of use case, rather than speed alone, and there are many factors concerning settings, materials, and build heights.
Hopefully, this guide has helped shed some light on what some of those contributing factors might be.
As always, happy printing!
(Lead image source: Formlabs)