Voron 2.4 Speed: How Fast Can the Voron 2.4 Go?

Speed is an important factor when deciding whether a 3D printer meets your needs. Read on to find out all about the Voron 2.4's speed!
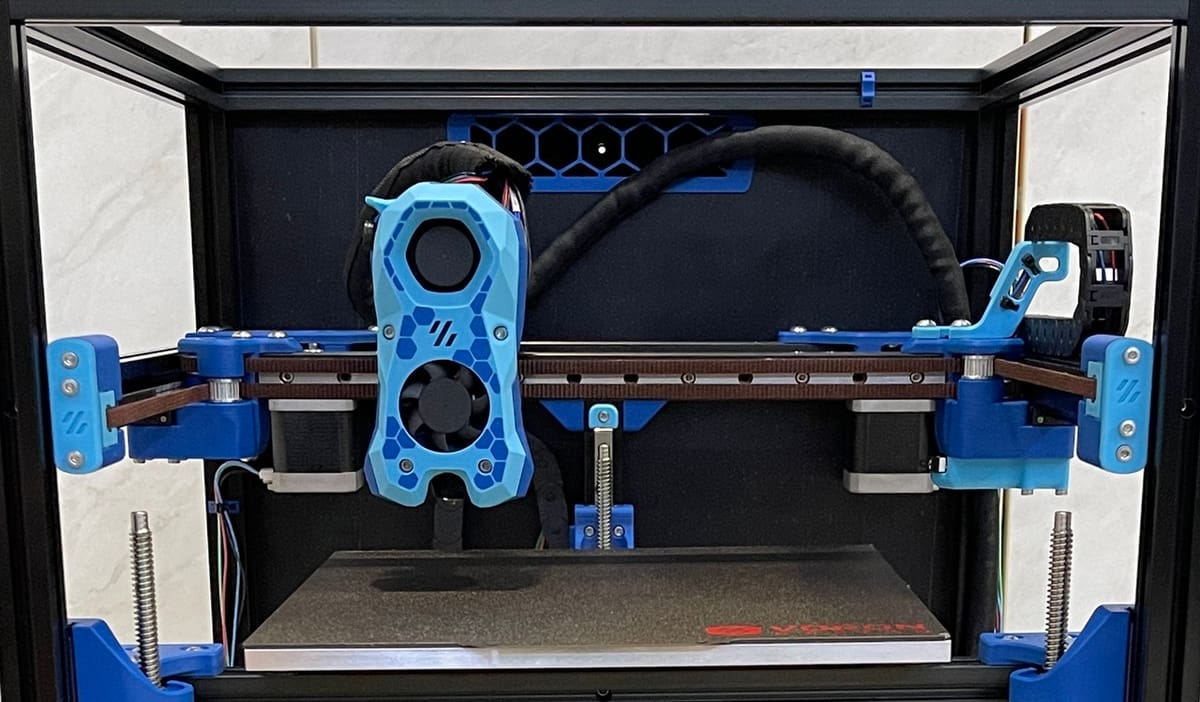
Nowadays, speed is all the hype in fused deposition modeling (FDM) printing. Everybody wants to pull off a finished print as soon as possible! To achieve this, many users opt to build their own 3D printer, as it can allow for customizability, cost saving, ease of repairability, and enhanced performance. Among the most popular is the Voron 2.4, which is a DIY CoreXY 3D printer and Voron Design’s flagship printer.
With over 8,000 builds, the Voron 2.4 is loved by users for its high customizability and capabilities, among which speed stands out. Vorons are designed to be fast and reliable workhorses – including premium features such as linear rails on all axes and a CoreXY motion system. However, the stock configuration is also designed with aesthetics and beginner-friendliness in mind. And since it’s so customizable, with some changes it can be even faster.
But how fast can it really go? Let’s find out.
Before we look into the Voron 2.4, we’ll break down the main factors that affect speed and acceleration. But first, let’s look at what speed and acceleration are.

Speed vs. Acceleration
First, let’s discuss the differences and significance of speed and acceleration, and how they affect print times. These terms are often confused, as both play a large role in reducing (or increasing) print times.
- Speed is the rate at which the toolhead moves at a certain point in time, often measured in mm/s in FDM 3D printing.
- Acceleration is the rate at which the toolhead speeds up or slows down, often measured in mm/s2 in 3D printing.
Speed (or rather velocity) is linked to acceleration via the following formula:
- v = at (velocity = acceleration x time)
Therefore, having a high maximum speed isn’t significant if acceleration is low, as a large amount of time and distance will be needed to reach that speed. Most of the time, a print might not be large enough for the toolhead to slowly accelerate to that speed, which means that the maximum speed won’t be reached, or only reached for a small amount of time.
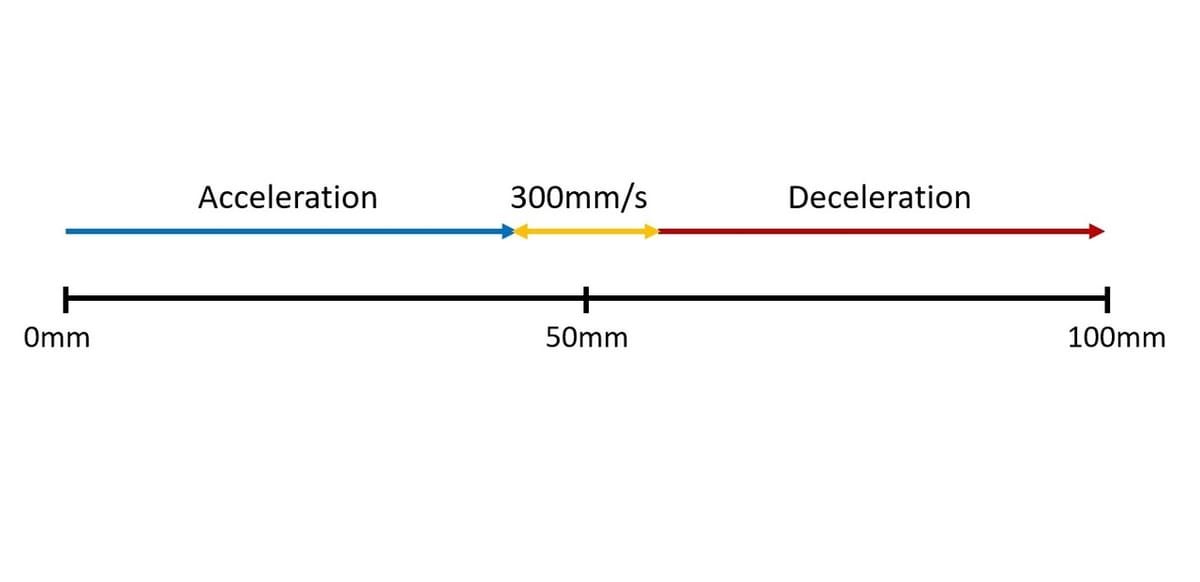
For example, 45 mm of distance is needed to reach a speed of 300 mm/s with a 1,000 mm/s2 acceleration. This means, for a linear print move of 100 mm length, you’ll only reach the maximum speed of 300 mm/s for 10 mm of distance, as the printer also needs 45 mm of distance to decelerate. If this is tricky to follow, refer to the photo above.
For a short print time, both acceleration and speed have to be high, so that the printer is able to quickly accelerate to a high speed, remain printing at that speed, and quickly decelerate for turns or corners.
With the difference between speed and acceleration out of the way, let’s look into FDM 3D printers more closely.
Factors Affecting Speed & Acceleration
Before looking at the speeds of a certain 3D printer – in this case, the Voron 2.4 – we’ll look into some factors that speed and acceleration depend on.
Maximum Volumetric Flow Rate
The maximum volumetric flow rate is the maximum volume of plastic (often measured mm3/s in FDM 3D printing) that can be extruded out of a hot end per unit time. It’s often seen as one of the greatest bottlenecks when it comes to “maximum speeds”. The bottom line is, it isn’t possible to print faster than plastic can be extruded out of the hot end. This value can depend on several factors, such as the hot end, printing temperature, printing material, and nozzle size, which in turn may depend on one another, and together they provide the overall maximum volumetric flow rate.
Hot End
There are many hot ends for FDM 3D printers. Generally, a hot end with a longer melt zone (the section of the hot end that’s heated to the printing temperature) will result in a larger volumetric flow rate, as there’s a longer section for the filament to melt. Higher power heaters and optimized melt zone geometries also increase the maximum volumetric flow rate. A silicone sock will also insulate the melt zone, and prevent heat from being lost to the surroundings.
Printing Temperature
A higher printing temperature melts the filament quicker and better, making it less viscous. A less viscous fluid flows out of a hole (in this case, the orifice of the nozzle) more easily, as there’s less resistance than a more viscous fluid. Hence, a higher printing temperature results in a higher volumetric flow rate.
Higher printing temperatures also increase layer adhesion, a critical part of FDM 3D printing. However, an overly high printing temperature may lead to overheating issues (such as poor overhangs) and stringing.
Printing Material
Different materials have different viscosities when molten. For example, ABS has a lower viscosity when molten than PLA. Therefore, one can typically get a higher maximum volumetric flow rate with ABS than PLA.
However, note that viscosities of most thermoplastics do change depending on temperature. As stated previously, higher temperatures lead to lower viscosity.
Nozzle

There are so many different nozzles for FDM printing! Let’s look at how they affect volumetric flow rates:
- Nozzle size: A smaller hole resists the flow of a fluid (in this case, molten plastic) more than a larger hole, generating more back pressure. This means more force is needed to push the molten filament out of the nozzle. Hence, the smaller the nozzle size, the lower the maximum volumetric flow rate; and the larger the nozzle size, the higher the maximum volumetric flow rate.
- Nozzle material: Different nozzles are made out of different materials to address specific purposes. Each material has its pros and cons, and this includes thermal conductivity. A nozzle made out of a material with good thermal conductivity (e.g. brass or nickel-plated copper) will transfer heat to the filament and melt it quicker, resulting in a larger maximum volumetric flow rate.
- Special geometries: Nozzles like the CHT and Bozzle have an interior geometry that increases surface area (for faster heat transfer) to melt the filament, increasing the maximum volumetric flow rate.
Cooling
An important part of FDM 3D printing is cooling. Though different materials, speeds, and print temperatures have different cooling requirements, sufficient cooling must be provided for the print. Without sufficient cooling, or too low layer times, you may get print issues such as overheating or poor or droopy overhangs.
However, too much cooling is also not a good thing, as the material may be cooled down too quickly. This results in poor layer adhesion, and thus in weaker parts (especially in the Z-axis). Therefore, sufficient (but not excessive) cooling for your desired print speeds and material is required for good print quality.
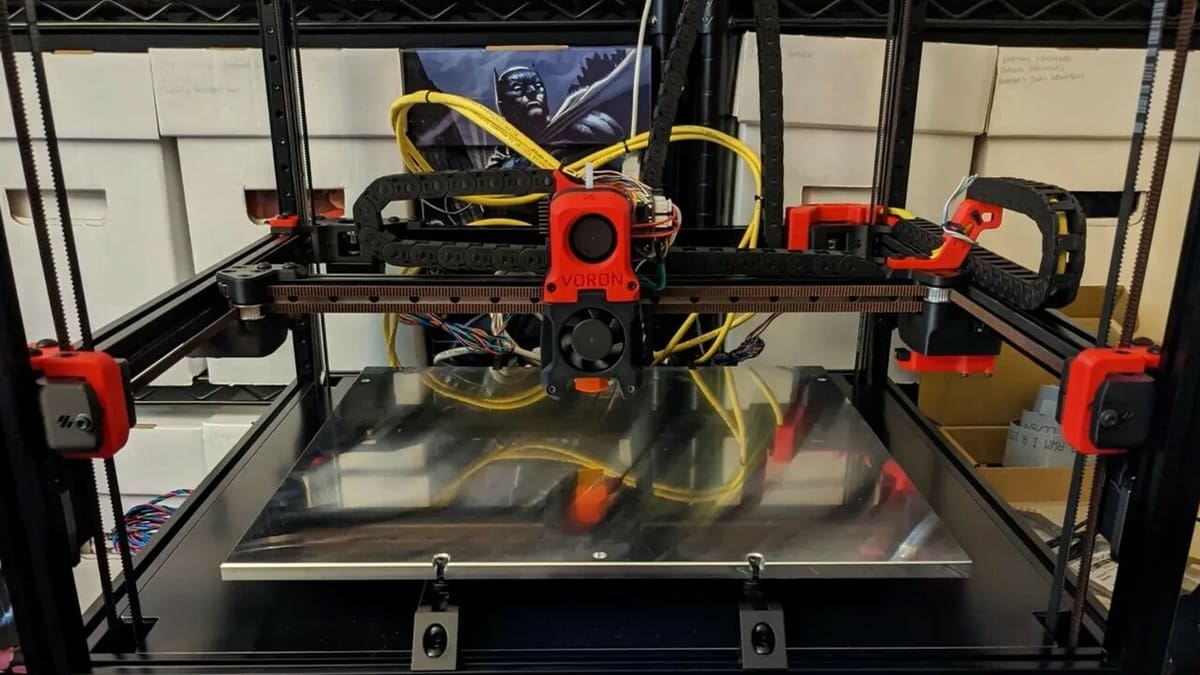
Motion System
As mentioned earlier, the Voron 2.4 uses CoreXY kinematics, where the X- and Y-axes are controlled simultaneously by two (or more) stepper motors. This motion system enables high speed, accuracy, and rigidity.
Mass of Gantry & Toolhead
Contrary to Cartesian bed slingers, CoreXY motion systems move the toolhead in the X- and Y-axes.
Linear motion components convert the torque of motors into linear forces. As seen from the equation F=ma (Force = Mass x Acceleration), with the same force, a larger mass of the gantry or toolhead results in a lower acceleration. Since speed directly depends on acceleration, a heavier gantry or toolhead result in slower speeds.
A larger mass of the gantry and toolhead can also result in worse input shaping results.
Balance, Rigidity, & Resonance
While we want to print fast, we should also keep print quality in mind. When bumping up speeds and accelerations, users observe ringing or ghosting artifacts. These are caused by vibrations of the toolhead at a specific resonance frequency (where the vibration becomes very pronounced) due to high speeds.
Apart from mechanical improvements, input shaping, a feature available in some firmware, is often used to combat this. With it, the firmware will compensate for the vibrations and will allow for higher accelerations.

To increase the maximum acceleration that can be compensated for, we should have the least amount of vibrations possible. Ideally, we should have only one main resonant frequency, so that input shaping can compensate for it.
To achieve this, the center of gravity should be on, or as close as possible to, the linear motion components (on top of the linear rails and belts). This will minimize moment (twisting and torque) forces, which increase vibrations and different resonance frequencies.
Apart from this, the printer, especially the motion system, should also be as rigid as possible. This is because higher rigidity leads to higher resonant frequencies, and it’s easier for input shaping to compensate for a higher frequency.
With fewer vibrations and a single or main (and higher) resonant frequency, the maximum acceleration that can be compensated for by input shaping is higher.
Printer Size
A larger printer has significantly longer belts, and hence more belt stretch. This, in turn, results in increased vibrations and lower accelerations and speeds.
Also, a larger printer (with other parts similar) results in slightly lower rigidity. For example, a 500-mm aluminum extrusion will be less rigid than a 300-mm extrusion. A lack of rigidity will result in worse vibrations, leading to lower accelerations and speeds to maintain print quality.
Lastly, a larger printer requires a longer time to heat up due to its larger bed. This can quickly manifest into a large net increase in print time and energy usage, and is worth noting if you don’t need the entire build volume for most of your prints.
Voron 2.4 Stock Speeds
While looking at the “stock” speeds of a Voron 2.4, we have to consider that the exact configuration of the printer is decided by the user, making this value difficult to quantify exactly. As seen in the earlier sections, the chosen configuration, such as (but not limited to) the hot end, printer size, and nozzle size will significantly affect maximum speeds that can be achieved.
That said, for the purpose of this article, we’ll choose the most popular stock configuration, which is:
- A 300-mm3 build volume
- Dragon High Flow hot end
- 0.4-mm nozzle
With this configuration, maximum reliable travel speeds are approximately 500 mm/s at 25,000 mm/s2 acceleration. Most users are able to achieve an input shaping max acceleration of at least 3,000 mm/s2, and the maximum printing speed (calculated using a 24 mm3/s maximum volumetric flow rate) is 300 mm/s for a Dragon HF hot end with a 0.4-mm line width and 0.2-mm layer height.
Typically, for near-perfect quality, users will print with 1,000-2,000 mm/s2 perimeter accelerations, 120 mm/s perimeter speeds, 4,000-5,000 mm/s2 infill accelerations, and 250-300 mm/s infill speeds. These are the approximate speeds used by popular Voron slicer profiles and many Print It Forward (PIF) providers, who are vetted community members that produce high-quality parts for new Voron builders.
Keep in mind that these speeds are just estimates, and your mileage may vary depending on many factors, such as how well the printer is built and tuned.
Upgrades & Speed

The stock speeds are already pretty fast, but hobbyists love modifying their printers for better performance. Voron builders are no exception!
Lightweight Parts
As the Voron 2.4 only moves around the toolhead and gantry, a quick way to instantly increase maximum accelerations from input shaper tuning is to reduce the mass of the toolhead and gantry.
Toolhead
A very popular upgrade for Voron printers is a lightweight toolhead. Apart from having the advantage of a lower mass, these lightweight toolheads typically come with better cooling solutions. Popular lightweight toolheads include:
- Mantis Xol toolhead: A design inspired by the Mantis Dual 5015 toolhead, but using dual 4010 fans instead.
- Mantis Dual 5015 toolhead: A lightweight toolhead for a Sherpa Mini extruder and dual 5015 fans.
- Dirtybird toolhead: A lightweight toolhead for a Sherpa Mini (or Micro) extruder and dual 4510 fans.
There are many other options (including modifications of the three above), so you’re better off doing a bit of research and choosing the one that fits your needs best!
Gantry

A stock Voron 2.4 uses printed parts, a 2020 aluminum extrusion as the X beam, and an MGN12H linear rail as the linear motion component. To largely reduce the mass of the gantry, you can make some modifications. For example:
- Instead of using printed parts, you can use joints and other parts redesigned for CNC machining with aluminum to provide higher strength, rigidity, and temperature resistance at a lower mass.
- A carbon fiber or aluminum beam could be used instead of an aluminum extrusion, reducing the mass of the gantry by approximately 100 g (depending on the printer size).
- An MGN9H linear rail can easily handle loads of a printer’s toolhead, and is ~150 g (depending on printer size) lighter than an MGN12H linear rail.
More Cooling
The stock Stealthburner toolhead uses a 5015 blower fan split through two ducts. Dual 5015 fans, such as those on the Mantis Dual 5015 toolhead, can increase airflow by over two times. Users can even use a powerful 7040 CPAP fan for even more cooling and a lower toolhead mass.
Higher Flow Hot End
The hot end is chosen by the user when building a Voron 2.4. One could choose a high flow hot end directly, or later upgrade to a higher flow hot end to gain a higher maximum volumetric flow rate for printing at faster speeds.
If you’re building the stock configuration with a Stealthburner toolhead, some very high flow options, such as the Rapido UHF (Ultra High Flow), Dragon UHF, or Goliath, aren’t supported. You could build one with a modified toolhead directly, or design or look for a modification that fits the hot end of your choice.
A CHT nozzle could also directly increase your maximum volumetric flow rate!
Stepper Drivers
The stock Voron 2.4 gantry uses two stepper motors running on 24 V. Running stepper motors on higher voltages (e.g. 48 V), and using high voltage stepper drivers (e.g. TMC5160) and boards (e.g. BigTreeTech Octopus Pro) can increase the torque of these stepper motors, enabling higher accelerations and speeds.
Also, adding to the number of stepper motors, such as a VzBot’s AWD setup, can also increase the maximum accelerations and speeds.
Conclusion
With all of these upgrades, users can expect to print at speeds upwards of 500 mm/s at accelerations upwards of 20,000 mm/s2 with remarkable quality (as shown by numerous community members). There’s also the possibility to go even higher! This accounts to under half the print times of stock speeds of a Voron 2.4.
Different upgrades provide different improvements to printing speeds and accelerations, and also come at different costs. Upgrade as you see fit, and every (speed-related) upgrade will somewhat decrease your print times!
The Voron 2.4 is designed for speed – but not just for speed. It’s also designed to be quiet, reliable, and pretty. With some simple upgrades, one can print very fast on a Voron 2.4!
License: The text of "Voron 2.4 Speed: How Fast Can the Voron 2.4 Go?" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.