The Key to Faster SLA Printing? MORE LIGHT

Researchers at the University of Michigan have unlocked the path to fast and continuous resin 3D printing by mixing photoinhibitor and additional light sources into the mix.
As diverse as it is useful, there are dozens of technologies that enable the process we know as additive manufacturing; a production method whereby objects (often too complex to be made using traditional manufacturing processes) are built up layer by layer.
Of the myriad ways to 3D print an object, stereolithography (SLA) broadly offers one of the highest levels of detail, drawing layers through liquid photopolymer resin that sets under UV light at a specific wavelength.
The process yields highly detailed parts but is considered pretty slow — at least, so say researchers at the University of Michigan, who have recently published research detailing a novel method that to supercharge SLA using a mix of photoinitiators, photoinhibitors, and different light sources.
Quicker Printing Using Restrictive Light
Published in Science Advances, Rapid, continuous additive manufacturing by volumetric polymerization inhibition patterning goes into great depth how the group succeeded in quickening the printing process.
The researchers set out to address two holdups in typical vat photopolymer resin 3D printing: the print sticking to the vat’s window and subsequent need for a peeling process, and the need for the resin to spread across the new layer before the next can set.
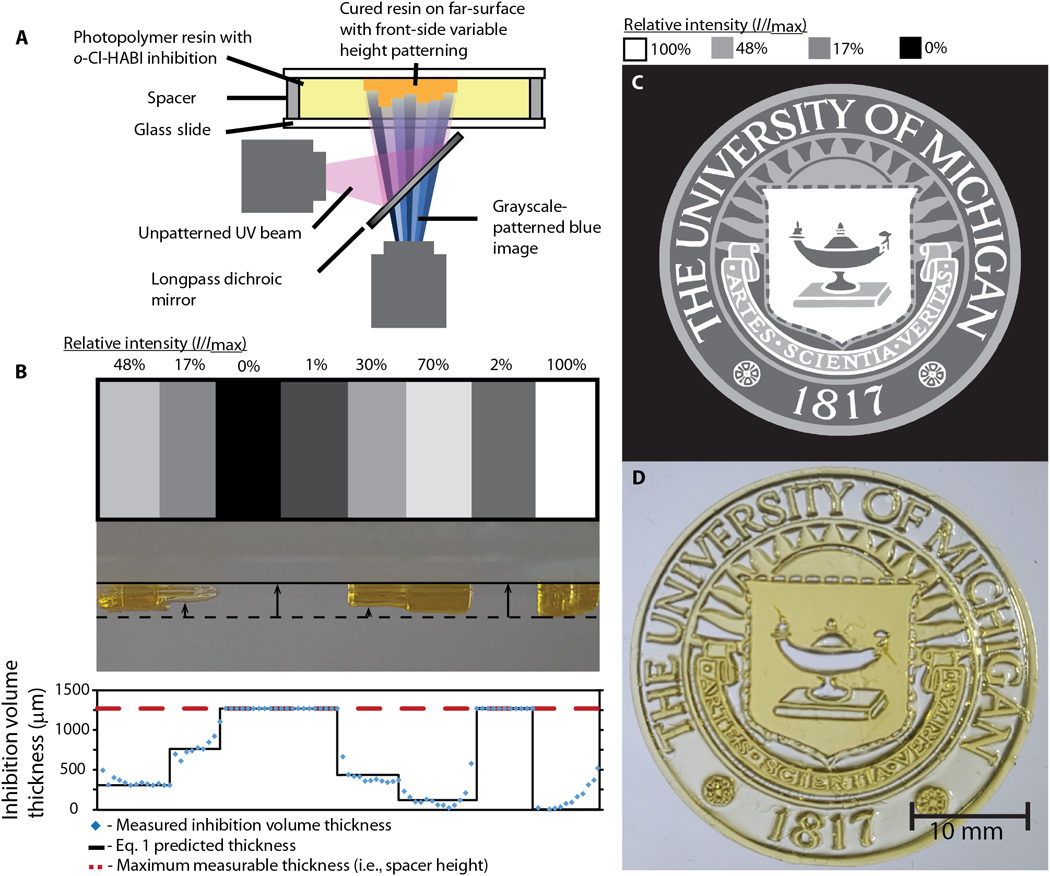
Regarding hardware, the team’s system synchronizes and superimposes a near-UV light source on top of the SLA printing process’ standard resin-setting UV light.
Additionally, a formulation of resin that features an additional photoinitiator — without its complementary co-initiator — is used. This ‘incomplete’ photoinitiator consequently acts as a photoinhibitor, interrupting the polymerization when under the system’s near-UV light source.
With such control, the researchers create a thick dead-zone above the vat window, in which no polymerization can take place. Using a continuous light source that is paired with this large, “dead” area of free-flowing resin, the result is an SLA printing process that can continuously set resin without the need to peel for layer changes or wait for the liquid to propagate across the layer.
How Fast?
Using the method, the researchers have produced prints at speeds of approximately two meters per hour. That translates to some 0.5mm per second or 30 mm per minute.
This all plays into something of an arms race in 3D printing of late; the quality is there, so the main remaining boundary is speed.
Those familiar with Carbon and its proprietary continuous liquid interface (CLIP) process will notice the similarities. Using an oxygen permeable layer to create a dead zone between vat window and the printed part, Carbon has successfully commercialized this continuous printing method and implemented it on the factory floor.
Elsewhere the likes of Uniz, EnvisionTec, and countless others push the limits, with print speeds of 10 mm per second commonly cited for machines available today.
One proposed benefit of this new resin printing approach is tougher parts. Indeed, with the thicker dead zone between vat window and the part, more viscous resins enhanced with strengthening additives could effectively be used.
The Michigan team’s approach is subject to three patent applications, which will protect its novelties. Some preparations are being made to launch a startup using the new tech.
Source: Michigan News
License: The text of "The Key to Faster SLA Printing? MORE LIGHT" by All3DP is licensed under a Creative Commons Attribution 4.0 International License.