
New Tullomer Filament Put to the Test. Is It Really an Easier Alternative to PEEK?

Oil & Gas industry device company lowers tooling costs from $36 per part to $3 using Tullomer on a Bambu Lab X1E.
Erdos Miller, a Houston-based maker of measurement while drilling (MWD) devices for the oil and gas industry, needed a faster, cheaper, and better alternative to machined PEEK polymer for creating precision tooling parts for its calibration process.
Although PEEK was an ideal polymer for this application because of its wide range of material characteristics, machining the intricate parts came with long lead times and high costs. Machined PEEK parts (at about $35 each) fit securely into grooves on tooling that is exposed to temperatures as high as 175°C. The parts require stability and dimensional accuracy through multiple heating and cooling cycles, so a replacement was hard to find.

“We did consider 3D printing PEEK for a while,” says William Herr, a junior electrical engineer at Erdos Miller, “however the additional cost of getting a specialized printer that can go to such extreme temperatures [at least 340ºC, more commonly 400ºC] was always a tough pill to swallow.”
The company tried 3D printed carbon-fiber filled nylon on its Bambu Lab X1E, but it lacked the strength and temperature stability required for the application. The next option would be ordering the parts in PEEK from a 3D printing service. But what Herr found was similarly long lead times for parts.
“Getting parts CNC’ed out of PEEK or getting them 3D printed from major vendors is about the same price for us,” says Herr, adding that the company wanted to move part production in-house.

Where to find a polymer filament that could produce parts with PEEK-like mechanical properties that is also printable on a Bambu Lab X1E.
The company found the new Tullomer filament from the American materials company Z-Polymers. This new high-performance material, marketed as an alternative to carbon-filled nylon and PEEK, is a completely new class of material — and the 3D industry is abuzz with interest.
Is this really a game-changing material? Let’s take a deeper look.
What is Tullomer?
Z-Polymers is a start-up company founded by Mike Zimmerman, a serial entrepreneur with a long background (and a PhD) in material science, who is also a professor of mechanical engineering at Tufts University. The company launched Tullomer in July and has marketed it as a replacement for aluminum, steel, and advanced polymers, such as PEEK, PEKK, PAEK, and Ultem (no annealing is required).
Referred to as a “super-polymer” or a “3D-printable Kevlar,” what exactly Tullomer is made of is shrouded in a bit of secrecy and intellectual property protection. (All3DP couldn’t find any pending or granted patents for Tullomer or Z-Polymers).
We sent the technical data sheet (TDS) to our editorial board advisors at Evonik (a maker of PEEK) and Syensqo Specialty Polymers (also a maker of PEEK). No one there had heard of it, but found the TDS intriguing, to say the least.
Tullomer has extremely high stiffness and strength but the mechanical properties can vary with changes in extrusion temperature, extrusion speed, and layer height. This mean parts can be designed to have variable properties in different areas all using the same material (as long as your 3D printer can vary these properties while printing.)
Tullomer is reported to have better chemical resistance than PEEK, it’s half the weight of aluminum, and it’s inert, non-flammable, and radio-transparent.
It’s also $500 for 1 kilo. Evonik Infinam PEEK 9359 is just over $500 per 1 kilo, while KetaSpire PEEK from Syensqo retails for over $800 per 1 kilo. Tullomer is definitely in the engineering grade filament price range, but its secret power is that it’s printable at 300ºC. PEEK filament typically requires at least 340ºC, which puts it out of the range of most desktop 3D printers.
Tullomer Mechanical Properties & Comparisons
Tullomer was launched with a comparison chart to other materials listing strength and stiffness, but the numbers may be misleading. Tullomer was tested for mechanical properties using ASTM standards for composite materials, not the ones used for pure polymers like PEEK. The figures used in the chart were from various standards, and clearly stated as such. Still, although not completely apples to oranges, the figures from different standard (ISO, ASTM) are not totally comparable.
Matthew Guy, an application engineer at Z-Polymers told All3DP that the company plans to eventually measure Tullomer using the ISO standards as well, and test for impact strength. “The TDS is still a work in progress,” he notes.
The only polymer we found that also lists mechanical properties to the ASTM composite standard is Markforged continuous carbon fiber nylon material. Yet both companies are selective with the figures they report. For example, Markforged reports tensile strength while Z-Polymers reports tensile stress at break. If the material fails exactly at its maximum stress, the tensile strength and tensile stress at break may be equal. For materials with significant plastic deformation before breaking, they will differ significantly.
“Tullomer is not a composite, it’s a pure polymer,” notes Guy. “Although we print a pure polymer, our parts are more composite-like. Through the printing process, we are laying down material that is similar to thin ribbons of fiber, thus we get our strength. Our parts act more like composite parts than just plastic, and break like a composite, too.”
Z-Polymers also says Tullomer is a more sustainable solution compared to other materials. It has lower outgassing than PEEK during printing and does not require sulfuric acid for the initial processing like Kevlar.
Putting Tullmer Into Production
Using the Bambu Lab X1E 3D printer, Erdos Miller began printing parts with Tullomer filament. No major design changes were required to accommodate the new material, apart from the usual adjustments for 3D printing, such as looser tolerances compared to CNC machining, the company says. Z-Polymers provided a slicing profile provided by for Tullomer on the X1E.
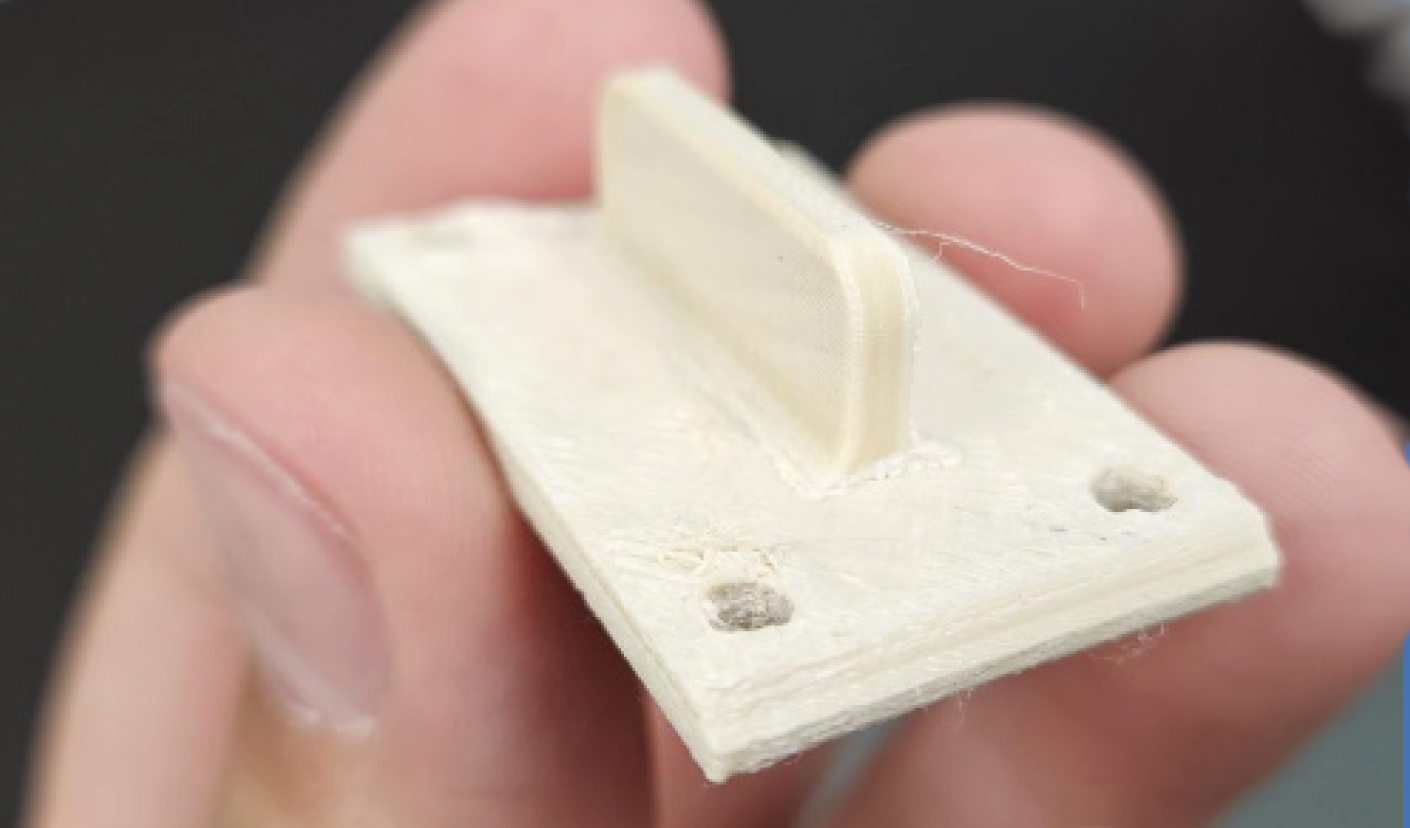
Each part was printed with 50% infill, using just 6 grams of filament per part, which drastically reduced the material cost compared to PEEK, says Herr.
The parts printed with Tullomer performed well in thermal cycling tests, says Herr, where they were exposed to temperature fluctuations between 0°C and 175°C. Measurements were taken before, during, and after the thermal cycles to ensure dimensional stability, and the Tullomer parts remained within acceptable tolerances. Unlike CF nylon, Tullomer maintained its stability throughout the entire temperature range of the calibration process, withstanding up to 200°C before showing signs of softening.
Herr says the printed parts fit perfectly into the tool groove, ensuring stability during the calibration process. The Tullomer parts were indestructible under manual stress tests, unlike the CF nylon parts, which could be broken by hand.
Erdos Miller printed the parts in bulk, producing up to 40 parts per month to meet its maintenance criteria. Machining 100 parts in PEEK would take thee to four weeks, a single part with Tullomer can be printed in under an hour.
Erdos Miller’ is now exploring the potential for applications beyond calibration tooling. The company plans to replace existing carbon fiber nylon parts with Tullomer, pending a favorable cost-benefit analysis.

A Bambu Lab X1E isn’t the obvious choice for oil & gas industry applications, but Herr says the company had nothing but success with their printers.
“The X1E has even allowed our CEO (who has never printed before) to start printing with his kids on the weekend,” says Herr. “It is very user-friendly and easy to fix. That’s what it came down to, although there are better options in terms of direct specs, we were familiar with this interface and enjoyed the fast print speed with lots of support from the communities and Bambu.”
Yet Bambu Lab printers do create more waste material (affectionately called poop) than other FDMs, so considering Tullomer’s price tag, we asked Herr if this was an issue.
“Yes and no,” says Herr. “The constant purge that the Bambu does is very annoying, but it allows for a more reliable print. We have had a near 100% success rate with Tullomer. I will happily take increased reliability if it takes one or two extra grams of filament.”
The adoption of Tullomer filament for 3D printing high-temperature tooling parts at Erdos Miller was a significant improvement in both cost efficiency and performance. By switching from machined PEEK and CF nylon to Tullomer, Herr says he reduced material costs by over 90% and increased the durability and precision of their tooling components.

How to Print Tullomer
Z-polymers created print profiles for Tullomar and the Bambu Lab X1 Carbon and X1E FDM 3D printers but released these general guidelines below.
- Minimum layer height: 0.05 mm
- Bed Surface: Glass, PEI, PEX or similar with adhesive
- Brim: 0 mm with object gap
Buying Tullomer
For now, the material is sold exclusively through the 3D printing reseller Dynamism, which is also offering a bundle with a Bambu Lab X1E.

Have you printed with Tullomer? Let us know in the comments.
You May Also Like:


License: The text of "New Tullomer Filament Put to the Test. Is It Really an Easier Alternative to PEEK?" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.
CERTAIN CONTENT THAT APPEARS ON THIS SITE COMES FROM AMAZON. THIS CONTENT IS PROVIDED ‘AS IS’ AND IS SUBJECT TO CHANGE OR REMOVAL AT ANY TIME.