Wenn sich die Extruderdüse eines FDM-3D-Druckers von einem Punkt zum nächsten bewegt, kann es passieren, dass dabei geschmolzener Kunststoff austritt, der dann aushärtet und sich an den gedruckten Teilen festsetzt. Dies ist das sogenannte 3D-Drucker-Stringing; es sorgt dafür, dass an deinen 3D-gedruckten Teilen dünne Kunststofffäden hängen, die an Spinnweben oder Haarsträhnen erinnern.
Theoretisch sollte die Extruderdüse keinen Kunststoff ausgeben, während sie von A nach B fährt (also einen Weg zurücklegt, auf dem nicht gedruckt werden soll). In der Praxis ist es aber oftmals so, dass geschmolzenes Filament dort auf Teile tropft, wo es das eigentlich nicht sollte, wodurch deine Teile „Schnurrhaare“ bekommen.
Die Hauptgründe, warum es bei FDM-3D-Druckern zum Stringing kommt, sind falsch gewählte Rückzugseinstellungen und ein zu heißes Hotend. Bei PETG muss zum Beispiel eine relativ hohe Temperatur erreicht werden, um es zum Schmelzen zu bringen, weswegen es auch bekannt dafür ist, Fäden zu ziehen. Allerdings trifft dieses Problem auch auf PLA und ABS zu.
Zum Glück gibt es aber ein paar Tricks, mit denen Stringing beim 3D-Drucker verhindert werden kann. Sehen wir sie uns einmal an!
Den Rückzug aktivieren
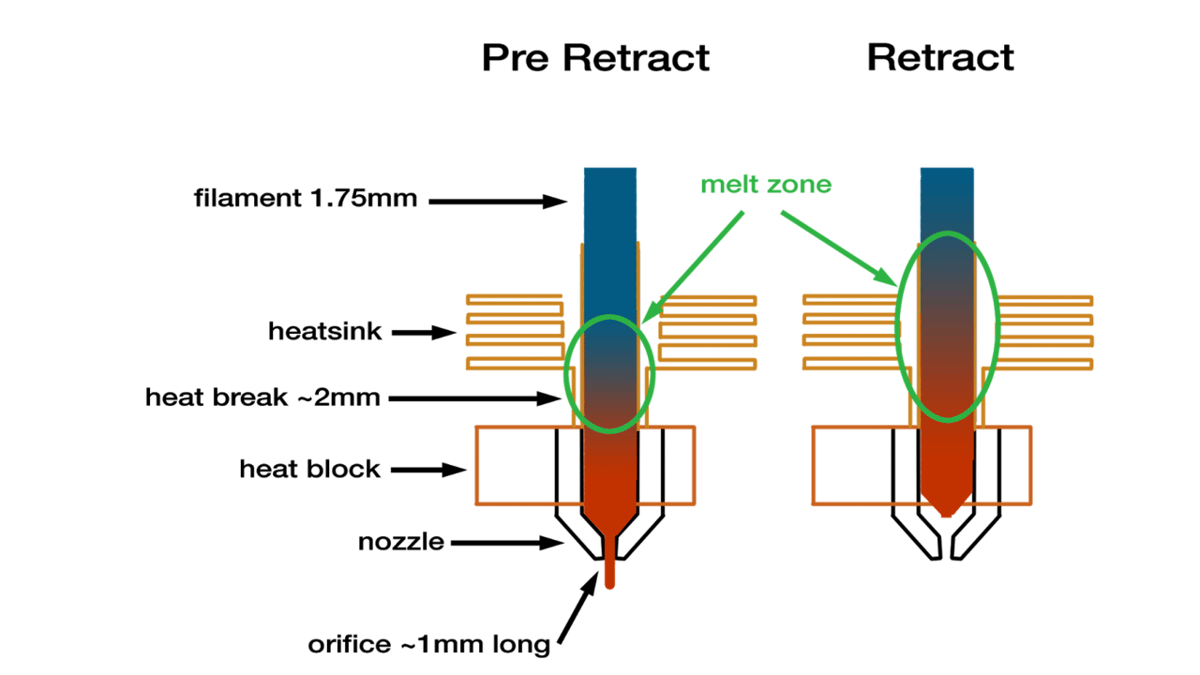
Die am häufigsten genutzte Methode, um das 3D-Drucker-Stringing zu verhindern, ist das Aktivieren des Rückzugs. Ein aktivierter Rückzug bedeutet, dass die Zufuhr das Filament jedes Mal, wenn der Extruder einen nicht bedruckbaren Weg zurücklegt, ein kleines Stück zurückzieht. Das sorgt dafür, dass der geschmolzene Kunststoff bei der Bewegung des Druckkopfes nicht nachtropft, da das Zurückziehen genau dies verhindert. Sobald der Druckkopf seine nächste Position erreicht hat, wird das Filament wieder herausgedrückt und der Extruder setzt den Druck fort.
In den meisten Slicern, wie zum Beispiel bei Cura, ist der Rückzug standardmäßig aktiviert. Es ist jedoch nie verkehrt, sich davon nochmal selbst zu überzeugen, vor allem dann, wenn dein Drucker anfängt, Fäden zu ziehen. Falls der Rückzug wirklich aktiviert ist und es bei deinen Drucken aber dennoch zum Stringing kommt, solltest du eventuell mal einen Blick auf die folgenden Rückzugseinstellungen werfen:
Rückzugsweg
Der Rückzugsweg ist vermutlich die wichtigste Einstellung, denn sie legt fest, wie lange das Stück Filament ist, das vom Extruder zurückgezogen wird. Generell gilt: Wenn ein größerer Einzug möglich ist, solltest du das nutzen, denn dies verringert die Wahrscheinlichkeit, dass deine Extruderdüse Fäden zieht. Du solltest den Rückzugsweg aber auch nicht zu groß wählen, denn sonst kann es sein, dass es nicht im Hotend angelangt, wenn der Druck fortgesetzt werden soll.
Der Rückzugsweg kann von Extruderart zu Extruderart variieren. Ein Bowden-Extruder benötigt aber im Allgemeinen einen größeren Rückzugsweg, da hier der Weg zwischen der Extruderdüse und dem Antriebsrad größer ist.
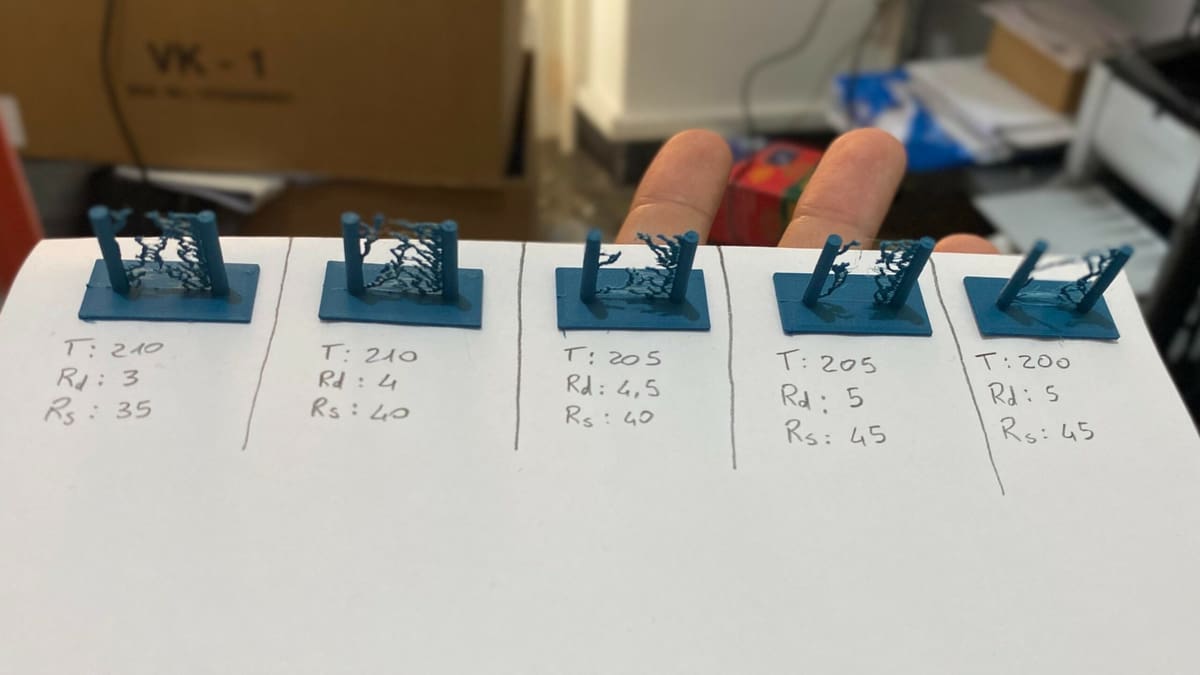
Um den korrekten Rückzugsweg herauszufinden, musst du eventuell ein paar Testdrucke durchführen. Nutze hierfür am besten diesen Rückzug-Testdruck, der schnell geht und nicht allzu viel Filament verbraucht.
Rückzugsgeschwindigkeit
Die Rückzugsgeschwindigkeit bestimmt, wie schnell das Filament zurückgezogen wird. Eine höhere Rückzugsgeschwindigkeit bedeutet im Prinzip, dass Stringing weniger häufig auftritt, da das Filament schnell genug zurückgezogen wird und so nicht auslaufen kann.Wenn die Rückzugsgeschwindigkeit jedoch zu hoch gewählt wird, kann es passieren, dass das Filament innerhalb der Extruderdüse abreißt. Im schlechtesten Fall kann ein schnelles Anziehen des Antriebsrads dazu führen, dass das geschmolzene Filament zermahlen wird, wodurch die Extruderdüse verstopfen kann oder Bereiche entstehen können, wo das Filament nicht extrudiert wird.
Deshalb solltest du unbedingt die optimale Rückzugsgeschwindigkeit herausfinden – nicht zu schnell und nicht zu langsam. Diese optimale Geschwindigkeit hängt auch vom Material ab, mit dem gedruckt werden soll.Führe ein paar Testdrucke durch, um die ideale Rückzugsgeschwindigkeit herauszufinden.
Manche Slicer können ebenfalls bei der Wahl der passenden Einstellungen hilfreich sein. Simplify3D zum Beispiel verfügt über vorkonfigurierte Profile, die dir eine optimale Startposition bieten, von der aus du die optimale Rückzugsgeschwindigkeit herausfinden kannst.
Welche Einstellungen sollte ich nutzen?
Zur Bestimmung der optimalen Rückzugsparameter musst du zunächst einmal wissen, welcher Extruder und welches Material beim Drucken zum Einsatz kommen sollen.
Bei Materialien wie ABS und PLA ist eine Geschwindigkeit zwischen 40 und 60 mm/s und ein Rückzugsweg von 0,5 bis 1,0 mm zu empfehlen, wenn sie mit Extrudern mit Direktantrieb verwendet werden. Bei Bowden-Extrudern sollte dahingegen eher eine Geschwindigkeit zwischen 30 und 50 mm/s und ein Rückzugsweg von 2,0 mm gewählt werden. Diese Parameter sind natürlich nicht allgemeingültig und sind von vielen Faktoren abhängig.
Einige Slicer, wie Simplify3D, verfügen über „Coast“- und „Wipe“-Parameter, mit denen deine Rückzugseinstellungen noch weiter verfeinert werden können. Beim Wipen wird die Extruderdüse zur die Außenwand bewegt, um Kunststoffreste abzuwischen, während beim Coasten der Extruder für die letzten paar Millimeter der Drucklinie abgeschaltet wird, um den Druck zu verringern und Kleckse oder Pickel zu verhindern.
In Cura sorgt die Einstellung „Fenster Minimaler Extrusionabstand“ dafür, dass der Rückzug erst dann zum Einsatz kommt, wenn der Druckkopf eine bestimmte Distanz zurückgelegt hat. Dies ist eine Vorsichtsmaßnahme, um das Filament nicht unnötig abzuschleifen. Eine weitere Einstellung, die es zu beachten gilt, ist der „Combing-Modus“ , über den die Bewegungsabläufe des Druckkopfs gesteuert werden. So kann ein unnötiger Rückzug vermieden werden. Alle für den Rückzug relevanten Einstellungen findest du in Cura im Dropdown-Menü „Bewergungen“.
Wenn du den Rückzug korrekt nutzt, verhindert dies das Fadenziehen und du hast mehr Kontrolle über deine Drucke.
Die richtige Temperatur einstellen
Je höher die Temperatur, desto flüssiger wird das Material. Somit steigt auch die Wahrscheinlichkeit, dass es aus der Extruderdüse heraustropft, selbst wenn der Rückzug perfekt eingestellt wurde. Mit einer geringeren Temperatur nimmt diese Wahrscheinlichkeit wieder ab. Du musst allerdings aufpassen, dass du die Temperatur nicht zu niedrig einstellst. Bei sehr niedrigen Temperaturen kann es passieren, dass das Filament nicht genug schmilzt, wodurch es zu Problemen mit der Extrusion kommen kann.
Die optimale Temperatur hängt vom Material und weiteren Druckeinstellungen ab. Es ist jedoch generell empfehlenswert, die Temperatur zu senken, sobald die ersten Fäden entstehen. Du kannst die Düsentemperatur in 5- bis 10-Grad-Schritten senken, solltest dabei aber nie die Mindesttemperatur des Herstellers unterschreiten. Dies sind die allgemein empfohlenen Temperaturen für einige der gebräuchlichsten Filamente:
- PLA: 180-220 °C
- ABS: 210-250 °C (90-110 °C beim Druckbett)
- PETG: 220-250 °C
- TPE: 210-260 °C (20-110 °C beim Druckbett)
- PVA: 160-215 °C (60 °C beim Druckbett)
- TPU: 210-230 °C (30-60 °C beim Druckbett)
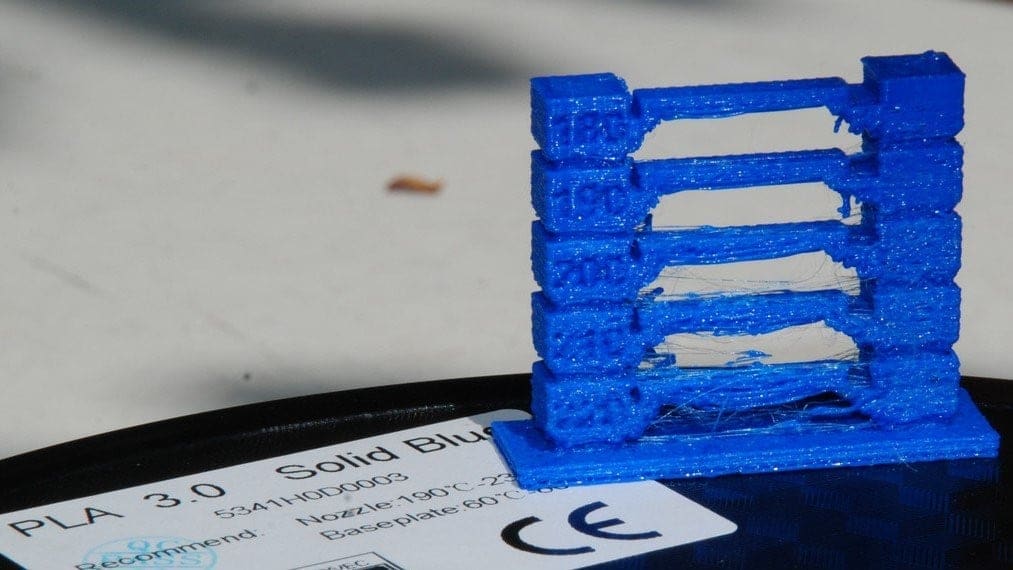
Mit einem Testdruck wie einem Temperaturkalibrierungsturm kannst du die optimale Temperatur für jedes Material ganz einfach herausfinden.

Die Druckgeschwindigkeit anpassen
Einige Druckgeschwindigkeiten knnen ebenfalls Einfluss auf das 3D-Druck-Stringing haben. Falls deine Extruderdüse beispielsweise zu lange braucht, um von A nach B zu kommen, kann es zum Stringing kommen, da das geschmolzene Material ja mehr Zeit hat, aus der Düse hervorzutreten. Wenn sich der Druckkopf aber schneller bewegen kann, kann dies dafür sorgen, dass das Filament nicht genügend Zeit hat, um Fäden zu ziehen.
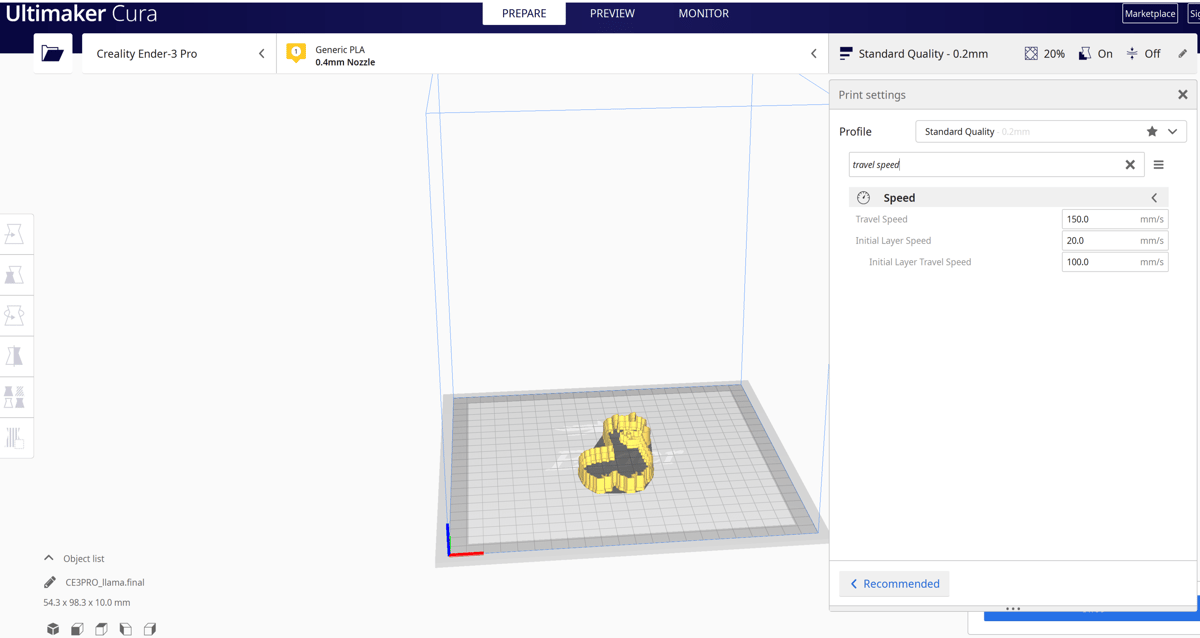
Diese Einstellung heißt in Cura „Bewegungsgeschwindigkeit“. Durch einen höheren Wert hier kann das Stringing bei deinem 3D-Drucker verringert werden. Ist allerdings eine niedrige Temperatur und eine hohe Druckgeschwindigkeit eingestellt, kann es zur Unterextrusion kommen, da das Filament dann nicht genügend Zeit hat, um zu schmelzen und aus der Düse hervorzutreten.
Bei den meisten Materialien ist eine Druckgeschwindigkeit zwischen 190 und 200 mm/s vollkommen in Ordnung. Für MatterHackers liegt die ideale Geschwindigkeit für die meisten Drucker jedoch bei 150 mm/s.
Eine ähnliche Einstellung bei anderen Slicern – darunter auch Simplify3D – ist die Einstellung „X/Y Axis Movement Speed“. Im Grunde ermöglicht sie dir, die Geschwindigkeit des Druckkopfs zu ändern, während er sich von einer Seite zur anderen zu den Stellen bewegt, an denen Filament hervortreten soll. Eine Erhöhung der Geschwindigkeit bedeutet, dass während der Bewegung weniger Zeit zum Herauslaufen bleibt.
Obwohl es sich hierbei nicht um eine Geschwindigkeitseinstellung an sich handelt, kann die tatsächliche Länge der Bewegungen des Druckkopfs ebenfalls zum Stringing beitragen. Je weiter sich der Extruder bewegt, desto höher ist die Wahrscheinlichkeit, dass geschmolzenes Filament aus der Düse herausläuft. Einige Slicer passen diesen Weg an, damit kürzere Bewegungen genutzt werden. Beispielsweise wird bei Simplify3D durch die Einstellung „Avoid crossing outline for travel movement“ der Weg klein gehalten, um das Risiko des Herauslaufens zu verringern.

Die Extruderdüse vor dem Drucken reinigen

Wenn du einen Drucker über einen langen Zeitraum hinweg vor allem überwiegend mit einem Material, wie beispielsweise PETG, nutzt, kann sich eine dünne Schicht mit Filamentrückständen bilden. Diese dünne Schicht kann zum Stringing führen, da die Filamentsträhnen versuchen werden, an der Oberfläche der gedruckten Teile hängen zu bleiben.
Um dieses Problem zu vermeiden, solltest du die Extruderdüse vor dem Drucken gründlich säubern. Beginne mit dem Äußeren der Extruderdüse; wische sie mit einem feuchten Lappen ab, während sie noch heiß ist. Dadurch sollten Rückstände am Äußeren der Extruderdüse entfernt werden. Eventuell benötigst du aber auch eine Drahtbürste oder eine kleine Klinge, um rückständiges Material zu entfernen.
Als Nächstes solltest du dir das Innere der Extruderdüse vornehmen und Rückstände entfernen, die das Austrittsloch der Düse blockieren. Am einfachsten funktioniert dies, indem du eine kleine Nadel oder einen kleinen Bohrer in die Extruderdüse einführst. Dadurch sollte das Filament losgelöst und die Düse freigeräumt werden. Sollte dies jedoch nicht funktionieren, kannst du auch das erkaltete Material mit der „Cold-Pull-Methode“ herausziehen, um Ablagerungen von vorher genutzten Filamenten zu entfernen.
Solltest du nach Durchführung der oben beschriebenen Methoden weiterhin Probleme haben, musst du gegebenenfalls deine Extruderdüse austauschen. Stelle auf jeden Fall sicher, dass du das Hotend erhitzt, um darin befindliches Material zu schmelzen, und entferne das Filament, das in die Extruderdüse eingeführt wurde. Sobald alle Materialreste entfernt wurden, kannst du die Extruderdüse ausbauen. Reinige dann das Hotend mit einem kleinen Stück Metall, bevor du die neue Extruderdüse einbaust.
Für weitere Anleitungen siehe unsere Anleitung zur Düsenreinigung.
Die Filamente trocken lagern
In der Luft vorhandene Feuchtigkeit kann dein Filament beschädigen und zum Stringing führen. Sobald sich die Feuchtigkeit im oder am Filament festgesetzt hat, verdampft diese wieder, wenn das Filament aufgeheizt wird. Dieser Dampf kann sich dann mit dem Filament vermischen, wodurch die Wahrscheinlichkeit steigt, dass das Filament in nicht bedruckbaren Bereichen herausläuft. Der größte Übeltäter ist hier PLA, da dieses Filament im Vergleich zu ABS mehr Feuchtigkeit absorbiert. Alle Filamente von FDM-3D-Druckern sind jedoch zu einem gewissen Grad hygroskopisch.
Extremes Stringing kann ein Hinweis darauf sein, dass dein Filament feucht ist. Aber keine Sorge: Es gibt mehrere Methoden, mit denen du dein Filament sicher trocknen und so für den 3D-Druck einsetzbar machen kannst. Die erste Methode ist, einen Filamenttrockner zu kaufen. Diese Geräte erwärmen das Filament und sorgen in einer kontrollierten Umgebung dafür, dass die Feuchtigkeit verdampft. Sowohl der Sovol SH01 als auch der Sunlu FilaDryer S2 sind gute Optionen, um dein Filament zu trocknen.
Als weitere Methode kannst du dein Filament auch im Ofen trocknen. Du solltest die Glasübergangstemperatur deines Filaments herausfinden und den Ofen vorheizen, bevor du die Spule reinlegst. Generell sollte man eine Spule immer vier bis sechs Stunden im Ofen lassen. Sollte dein Ofen nicht fürs Trocknen geeignet sein, kannst du auch einen Lebensmitteldehydrator verwenden.
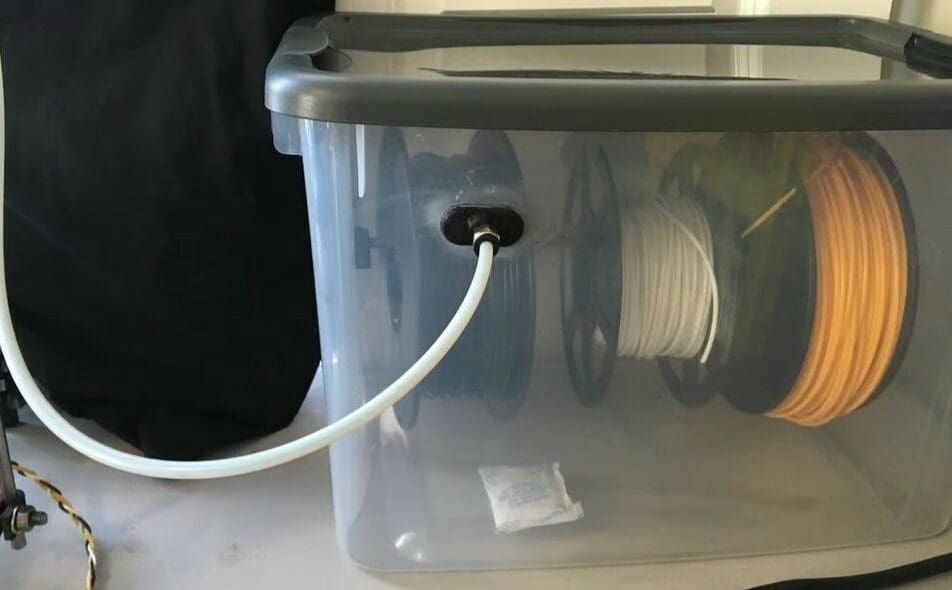
Sobald du dein Filament ordentlich getrocknet hast, solltest du es in einer trockenen Umgebung lagern. Einige gute Aufbewahrungslösungen, die du in Betracht ziehen kannst, sind luftdichte Boxen, Trockenmittelpackungen und Vakuum-Aufbewahrungsbeutel. Du kannst entweder eine spezielle Trockenbox wie die Polymaker PolyBox kaufen oder dich für eine DIY-Option entscheiden, beispielsweise einen Aufbewahrungsbehälter von Rubbermaid.
Lizenz: Der Text von "Stringing beim 3D-Druck: 5 einfache Tipps gegen Fäden" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.