
Creality K1 Cura-Profil: Die besten Einstellungen

Auf der Suche nach dem perfekten Cura-Profil für Ihren Creality K1? Mit diesen Einstellungen schöpfen Sie das ganze Geschwindigkeitspotenzial Ihres K1 aus!
Als der Creality K1 Mitte 2023 veröffentlicht wurde, war die Community hellauf begeistert von ihm. Dieser auf Klipper basierende FDM-Drucker (Fused Deposition Modeling) besitzt jede Menge Funktionen und er kann laut Creality zudem eine maximale Druckgeschwindigkeit von 600 mm/s sowie eine Beschleunigung von 20.000 mm/s2 erzielen. Außerdem funktioniert die Druckbettnivellierung beim K1 ohne Hände und er besitzt eine geschlossenes Druckkammer – und all das zu einem budgetfreundlichen Preis.
Trotz einiger Anlaufschwierigkeiten bei der ersten Druckercharge, für die Creality neue Extruder an die Kunden verschicken musste, erfreut sich dieser 3D-Drucker immer größer werdender Beliebtheit. Der K1 wird ab Werk mit dem Slicer Creality Print geliefert. Dieser ist ein ganau auf Creality zugeschnittener Fork des beliebten Slicers Cura. Leider gehen Creality Print einige der Funktionen ab, die in der neuesten Version von Cura implementiert wurden.
Cura, ein absoluter Fanliebling in der 3D-Druck-Community, ist ein kostenloser Open-Source-Slicer, der für Nutzer aller Erfahrungsstufen geeignet ist. Als Einsteiger können Sie sich auf die wichtigsten Einstellungen konzentrieren, aber etwas erfahrenere Nutzer können sich im benutzerdefinierten Modus an über 400 Anpassungsoptionen austoben. Zum Glück ist es in Cura möglich, Profile für Drucker zu erstellen, die ursprünglich nicht in die Software integriert wurden. Sie können also dafür sorgen, dass der Slicer auch bei Ihrem Creality K1 reibungslos funktioniert.
In diesem Tutorial zeigen wir Ihnen, wie Sie Cura perfekt auf den K1 einstellen können. Außerdem verraten wir Ihnen essenzielle Einstellungen, mit denen Sie beeindruckende und effiziente Druckergebnisse erzielen werden. Los geht’s.

Erste Schritte
Wenn Sie den leistungsstarken Slicer Cura auch für ein besseres Druckerlebnis bei Ihrem k1 nutzen möchten, müssen Sie zunächst ein eigenes Druckerprofil dafür einrichten. Als dieser Artikel geschrieben wurde, gab es kein natives K1-Profil in Cura. In Kurzform beinhaltet ein Druckerprofil Informationen zu einem spezifischen 3D-Drucker, dem verwendeten Material und allen aktivierten Druckeinstellungen mit den entsprechenden Werten. Aus diesen Informationen generiert der Slicer dann G-Code. Cura bietet zwar schon jede Menge voreingestellte Druckerprofile für 3D-Drucker und Materialien von Drittanbietern, aber nichtsdestotrotz können die Nutzer auch noch eigene Druckerprofile einrichten.
Und so erstellen Sie in Cura ein Profil für Ihren K1:
- Gehen Sie auf „Einstellungen > Drucker > Drucker hinzufügen“.
- Wählen Sie „Nicht-UltiMaker-Drucker“ aus.
- Wählen Sie dann „Einen unvernetzten Drucker hinzufügen“ aus.
- Scrollen Sie nach unten zu Creality3D, wählen Sie den Creality Ender 3 S1 aus (wie Creality empfiehlt), benennen Sie das Profil zu „Creality K1“ um und klicken Sie dann auf „Hinzufügen“.
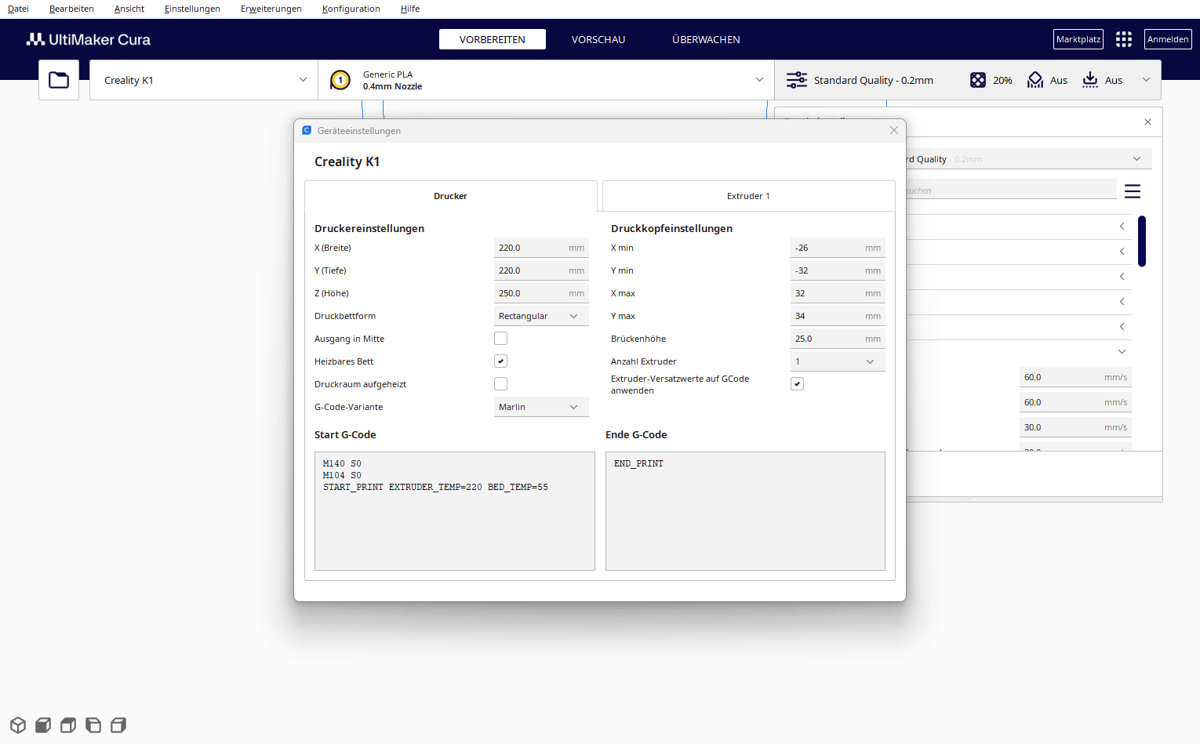
- Klicken Sie den Drucker an und öffnen Sie die Geräteeinstellungen. Dort ändern Sie „Z (Höhe)“ zu 250 mm. Zum Schluss löschen Sie noch den Text in den beiden Feldern „Start G-Code“ und „Ende G-Code“.
- Geben Sie im Feld „Start G-Code“ nun Folgendes ein:
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=220 BED_TEMP=55
- Geben Sie dann im Feld „Ende G-Code“ Folgendes ein:
END_PRINT
Da der Creality K1 mit einer 0,4-mm-Extruderdüse geliefert wird, sind die folgenden Einstellungen für den Druck von PLA, ABS, PETG und TPU auch auf diese Düsengröße ausgerichtet.
Hier sehen Sie schon einmal eine kurze Zusammenfassung unseres empfohlenen Profils, aber wir gehen auf jede einzelne Einstellung noch genauer ein. Denken Sie daran, dass Sie dieses Profil gegebenenfalls an Ihre verwendete Filamentart und Ihre Extruderdüse anpassen müssen.
Das perfekte PLA-Profil für den Creality K1
- Drucktemperatur: 220–240 °C
- Druckbetttemperatur: 50 °C
- Druckgeschwindigkeit: 200–300 mm/s
- Schichthöhe: 0,2 mm
- Rückzug: 0,5 mm bei 40 mm/s
- Infill: 20 %
- Geschwindigkeit der ersten Schicht: 10–20 mm/s
- Anfängliche Lüftergeschwindigkeit: 0 %
Hotend-Temperatur
Beim FDM-3D-Druck muss Thermokunststoff zunächst geschmolzen und dann präzise in Schichten aufgetragen werden. Deswegen ist die Hotend-Temperatur auch eine der wichtigsten Einstellungen, denn im Hotend wird der Kunststoff geschmolzen. Wird nicht die passende Temperatur eingestellt, kann dies zu Problemen wie der Über- und der Unterextrusion oder der Formung von Klecksen führen, wodurch die Druckqualität sinkt.
Alle Filamenthersteller geben für ihre jeweiligen Filamente eine eigene Drucktemperatur an, die sich immer gut als Ausgangspunkt für das Erstellen eines Druckerprofils für Ihr Filament eignet. Bei den meisten Filamentherstellern eignet sich für die reibungslose Extrusion von PLA jedoch eine Temperatur zwischen 220 und 240 °C am meisten. Auch Faktoren wie der Düsendurchmesser und die Druckgeschwindigkeit wirken sich auf die Drucktemperatur aus, die letztendlich für Sie am besten geeignet ist. Wir empfehlen daher, beim Ausprobieren eines neuen Filaments zunächst einen Temperaturturm zu drucken.
Die idealen Drucktemperaturen liegen in etwa bei 260 °C für ABS, zwischen 250 und 270 °C für PETG und bei 220 °C für TPU. Eine gute Faustregel besteht darin, mit dem Drucken im unteren Bereich zu beginnen und die Temperatur jeweils um 5 °C zu erhöhen, bis Sie die gewünschte Druckqualität erreicht haben.
Zusammenfassung
- PLA: 220–240 °C
- ABS: 260 °C
- PETG: 250–270 °C
- TPU: 220 °C
Druckbetttemperatur

Wenn Sie die Temperatur Ihres Druckbetts erhöhen, verbessert dies im Allgemeinen die Haftung zwischen der ersten Schicht Ihres Drucks und dem Druckbett. So wird das Risiko eines fehlgeschlagenen Drucks verringert, der dadurch entsteht, dass sich Ihr Druck vom Druckbett löst.
Der K1 wird mit einem PEI-beschichteten Druckbett geliefert, das eine Temperatur von 100 °C erreichen kann, was Sie zum Drucken von ABS auf diesem Gerät auch benötigen. Auch wenn für PLA in der Regel und je nach Druckbettmaterial kein beheiztes Druckbett erforderlich ist, ist eine Temperatur zwischen 50 und 60 °C dennoch förderlich. Kapton Tape, Kleber und blaues Abklebeband können ebenfalls verwendet werden, um die Haftung auf dem Druckbett zu verbessern.
Zusammenfassung
- PLA: 50 °C
- ABS: 100 °C
- PETG: 70 °C
- TPU: 70–75 °C
Geschwindigkeit
Creality zufolge kann der K1 eine beeindruckende Druckgeschwindigkeit von 600 mm/s sowie eine Beschleunigung von 20.000 mm/s2 erzielen. Das Unternehmen gibt jedoch auch an, dass die Nutzer als maximale Druckgeschwindigkeit wohl eher 300 mm/s und eine Bewegungsgeschwindigkeit von 800 mm/s erwarten sollten. Der wichtigste Faktor bei der Bestimmung der Geschwindigkeit eines 3D-Druckers ist seine maximale volumetrische Durchflussrate, die laut Creality beim K1 bei 32 mm3/s liegt. Die volumetrische Durchflussrate beschreibt das Volumen an Kunststoff, das vom Hotend pro Sekunde herausgedrückt werden kann.
Für PLA empfehlen wie eine maximale Durchflussrate von 20 mm3/s und eine Startgeschwindigkeit von 200 mm/s, die Sie dann steigern können. Diese Geschwindigkeit und diese Durchflussrate funktionieren auch bei ABS ganz gut. Da PETG eher zur Fadenbildung neigt, sollten Sie hier vielleicht eher bei 180 mm/s starten. Und da elastische Filamente grundsätzlich mit einer deutlich niedrigeren Geschwindigkeit gedruckt werden sollten, empfehlen wir für TPU eine maximale Druckgeschwindigkeit von 80 mm/s. Drucken Sie einen Geschwindigkeitstestturm, um Ihre Einstellungen weiter zu verfeinern!
Zusammenfassung
- PLA: 200–300 mm/s
- ABS: 200–300 mm/s
- PETG: 180 mm/s
- TPU: 80 mm/s
Ventilatorgeschwindigkeit
Unter dem Strich hängt die Ventilatorgeschwindigkeit vom gewählten Material ab. Wenn Sie bei Ihrem K1 mit PLA drucken, müssen die Ventilatoren zum Kühlen Ihrer Teile auf Hochtouren laufen und die Tür sowie der Deckel müssen geöffnet sein, um sicherzustellen, dass sich kein Hitzestau negativ auf die Druckqualität auswirkt. Da die Druckkammer des K1 passiv beheizt wird (sie nutzt die Wärme der Extruderdüse und des Druckbetts, um die Temperatur in der Druckkammer zu erhöhen), müssen Sie beim Druck von ABS genau umgekehrt vorgehen: Schalten Sie alle Ventilatoren aus und heizen Sie Ihren Drucker zunächst vor, bis die Temperatur in der Druckkammer etwa 40 °C beträgt. Wenn Sie erst danach mit dem Drucken beginnen, vermeiden Sie Materialverzug (Warping) und Probleme bei der Haftung am Druckbett.
Wenn PETG zu schnell abkühlt, neigt es zur Rissbildung. Daher ist es empfehlenswert, mit geschlossener Tür zu drucken. Stellen Sie für optimale Ergebnisse eine maximale Ventilatorgeschwindigkeit zwischen 20 und 30 % sowie eine Druckkammertemperatur von 40 °C ein.
Genau wie bei ABS sollten Sie auch TPU nicht mit eingeschalteten Ventilatoren drucken, da TPU-Schichten Zeit zum Verkleben benötigen. Brücken, Überhänge und kleine Schichten profitieren hingegen von ein wenig Ventilation. Stellen Sie für diese Elemente Ihre Ventilation auf 20 %, um optimale Ergebnisse zu erzielen.
Zusammenfassung
- PLA: 100 %
- ABS: 0 % (geschlossene Druckkammer)
- PETG: 50–100 %
- TPU: 0 % (20 % für Brücken, Überhänge und kleine Schichten)
Schichthöhe
Für sämtliche Extruderdüse ist eine Schichthöhe zwischen 25 und 75 % der Düsengröße empfohlen. Die Schichthöhe, für die Sie sich entscheiden, hängt jedoch letztendlich vom Zweck Ihres Drucks ab.
Geringere Schichthöhen führen zu detaillierteren Drucken, benötigen aber im Allgemeinen mehr Zeit für die Fertigstellung als höhere Schichthöhen, die für kürzere Druckzeiten auf eine höhere Auflösung und mehr Details verzichten. Überhänge werden generell auch mit größeren Schichthöhen besser gedruckt.
Wenn Sie mit dem K1 arbeiten, ist es von entscheidender Bedeutung, dass die Druckgeschwindigkeit und die Schichthöhe aufeinander abgestimmt sind. Höhere Druckgeschwindigkeiten sind bei geringeren Schichthöhen effektiver (unter Berücksichtigung der maximalen volumetrischen Durchflussrate) und minimieren das Risiko einer Unterextrusion, während größere Schichthöhen am besten mit geringeren Druckgeschwindigkeiten kombiniert werden, um eine optimale Druckqualität zu erzielen.
Zusammenfassung
- Feine Details, langsam: 0,1 mm
- Grobe Details, schnell: 0,2 mm
Die erste Schicht
Die erste ist wohl die wichtigste Schicht beim FDM-Druck. Wenn Sie dafür sorgen, dass sie für die Dauer Ihres Drucks am Druckbett haftet, können Sie Fehldrucke vermeiden und Zeit, Geld und Frustration sparen. Wenn Sie die erste Schicht richtig hinbekommen, sorgt dies auch für Maßgenauigkeit bei Ihren Drucken.
Sie können mehrere Strategien fahren, um die Qualität Ihrer ersten Schicht auf jedem FDM-3D-Drucker, einschließlich des K1, erheblich zu verbessern. Erhöhen Sie zunächst die Temperatur der Extruderdüse und des Druckbetts für die erste Schicht um 5 °C und schalten Sie gleichzeitig die Ventilatoren aus, um ein vorzeitiges Abkühlen des Kunststoffs zu verhindern. Außerdem kann es von Vorteil sein, für die erste Schicht eine größere Schichthöhe auszuwählen. Die höhere Düsen- und Druckbetttemperatur sorgt dafür, dass der Kunststoff länger geschmolzen bleibt, während die Verwendung einer größeren Schichthöhe den geschmolzenen Kunststoff mehr auf das Druckbett drückt und somit die Haftung verbessert.
Um diesen Prozess zu optimieren, reduzieren Sie die Druckgeschwindigkeit für die erste Schicht und wählen Sie einen Wert zwischen 10 und 20 mm/s. Da der K1 mit einem PEI-Druckbett ausgestattet ist und dank des Start-G-Codes eine Linie am Rand des Druckbetts extrudiert, müssen Sie wahrscheinlich eder Raft, Brim noch Skirt erstellen.
Achten Sie auf Elefantenfüße, die durch den zusätzlichen Druck Ihrer ersten Schicht auf das Druckbett entstehen können. Wenn Sie in Cura bei der horizontalen Erweiterung der ersten Schicht einen negativen Wert einstellen, kann dieses Problem besser vermieden werden.
Zusammenfassung
- Höhe der ersten Schicht: Wählen Sie 0,24 oder 0,28 mm, wenn Sie eine Schichthöhe von 0,2 mm erzielen möchten
- Geschwindigkeit der ersten Schicht: 10–20 mm/s
- Anfängliche Lüftergeschwindigkeit: 0 %
Rückzug
Beim Rückzug wird die Bewegung des Extrudermotors umgekehrt, um den Druck innerhalb der Extruderdüse zu verringern und so die Fadenbildung bei einem Druck zu verhindern. Der Rückzug ist vor allem dann sehr praktisch, wenn sich der Druckkopf zwischen verschiedenen Teilen eines Drucks hin- und herbewegen muss oder wenn mehrere Objekte gleichzeitig gedruckt werden. Der Rückzug verlängert die Druckzeit und kann zum Abrieb Ihres Filaments führen, was letztlich in einem fehlgeschlagenen Druck endet. Wir empfehlen daher, den Wert für den maximalen Rückzug in Cura entsprechend einzustellen.
Bei der Verwendung des Rückzugs sind die wichtigsten Einstellungen die Rückzugsgeschwindigkeit (Einzug und Zufuhr) und die Rückzugsdistanz. Die Einzugsgeschwindigkeit ist die Geschwindigkeit, mit der das Filament eingezogen wird, wohingegen die Zufuhrgeschwindigkeit beschreibt, wie schnell das Filament wieder in die Extruderdüse eingeführt wird. Die Rückzugsgeschwindigkeit ist auch zu großen Teilen abhängig von der Bewegungsgeschwindigkeit; je höher diese ist, desto höher muss auch die Rückzugsgeschwindigkeit sein.
Beim Druck mit TPU empfehlen wir, keinen Rückzug zu verwenden, denn elastische Filamente sind sehr viel anfälliger für den hierbei entstehenden Abrieb. Da der K1 jedoch einen Extruder mit Direktantrieb besitzt, können Sie den Rückzug bei geringeren Geschwindigkeiten dennoch verwenden. Der Rückzug von PLA bei 40 mm/s und einer Rückzugsdistanz von 0,5 mm funktioniert beim K1 ganz gut. Und auch bei ABS und PETG funktioniert der Rückzug mit diesen Werten hervorragend.
Es ist auch von Vorteil, die Zufuhrgeschwindigkeit etwas höher einzustellen, um eine Unterextrusion nach einem Rückzug zu verhindern. Letztendlich ist das Drucken eines Rückzugstests die beste Möglichkeit, um die richtigen Einstellungen für Ihre Drucke zu ermitteln.
Zusammenfassung
- PLA: 0,5 mm bei 40 mm/s
- ABS: 0,5 mm bei 40 mm/s
- PETG: 0,5 mm bei 40 mm/s
- TPU: 0,5 mm bei 30 mm/s
Infill

Der Infill, den Sie bei einem Druck verwenden, hängt vom Zweck des Drucks sowie von seiner Geometrie ab. Funktionelle Drucke erfordern im Allgemeinen mehr Infill als Teile, die nur einem dekorativen Zweck dienen. Allerdings benötigen Drucke mit größeren geschlossenen Oberflächenbereichen mehr Infill, um die oberen Schichten zu stützen, als Drucke mit kleineren Oberflächenbereichen oder einer offenen Geometrie.
Der Infill-Prozentsatz und das Infill-Muster wirken sich auf die Festigkeit und das Gewicht des Drucks sowie auf die Zeit aus, die für die Fertigstellung Ihres Drucks benötigt wird. Für funktionale Drucke empfehlen wir Infill-Muster, die in alle Richtungen dieselbe Festigkeit bieten, wie zum Beispiel Curas Infill-Muster „Würfel“ und „Octet“.
Für dekorative Modelle sollte ein maximaler Infill von 15 % ausreichen, während für funktionelle Drucke ein höherer Infill-Wert benötigt wird – etwa zwischen 50 und 100 %.
Zusammenfassung
- Dekorative Drucke: 0–15 %
- Standard-Drucke: 15–50 %
- Funktionelle Drucke: 50–100 %
Lizenz: Der Text von "Creality K1 Cura-Profil: Die besten Einstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.