Cura Infill Pattern: Die besten Cura-Füllmuster

Füllungen können cool aussehen, deinem Druck Stabilität verleihen oder dir Geld sparen. Hier erfährst du alles, was du über Cura-Füllmuster wissen musst.
Relativ häufig werden mit 3D-Druckern Teile hergestellt, die genau so gut mit einer anderen Herstellungsmethode produziert werden könnten. Und obwohl das Endergebnis zwar äußerlich ähnlich aussehen mag, so kann sich das Innenleben doch enorm unterscheiden.
Ein großer Vorteil vom 3D-Druck besteht darin, dass man variieren kann, wie hohl ein Teil gestaltet ist. Dadurch können bei der Produktion sowohl die Materialkosten als auch das Gewicht des Endprodukts reduziert werden. Und beim Druck selbst wird viel wertvolle Zeit eingespart!
Das, was die innere Struktur eines 3D-Drucks ausmacht, bezeichnet man als Füllung oder Infill. Die Dichte des Inneren kann angepasst werden: Bei einer Dichte von 0% ist der Innenraum hohl, während er bei einer Dichte von 100% fest ist. Wie ein Teil gefüllt wird, ist abhängig von den eingesetzten Mustern, von denen es eine große Auswahl gibt und die jeweils ihre ganz eigenen und einzigartigen Stärken und Vorteile aufweisen.
In diesem Artikel schauen wir uns eine Reihe von verschiedenen Füllmustern an, vor allem jene, die in Cura verfügbar sind. Legen wir los!
Welche Füllmuster gibt es?
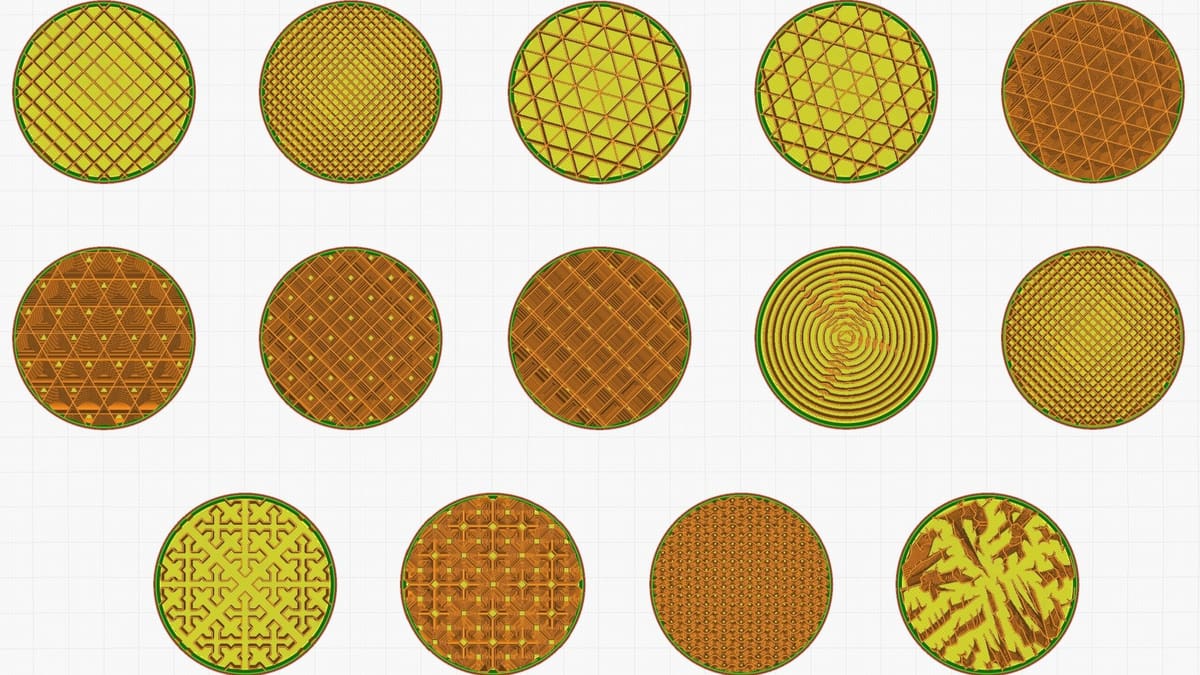
In Cura (5.6) stehen 14 verschiedene Füllmuster zur Verfügung. Wir haben sie entsprechend ihrer besten Verwendung sortiert:
- Modelle und Figuren (niedrige Festigkeit): Blitz, Linien, Zickzack
- „Standard“-3D-Drucke (mittlere Festigkeit): Gitter, Dreiecke, Tri-Hexagon
- Funktionelle 3D-Drucke (hohe Festigkeit): Würfel, Würfel-Unterbereich, Octet, Viertelwürfel, Gyroid
- Elastische 3D-Drucke: Konzentrisch, Quer, 3D-Quer
Seit Version 5.5 von Cura gibt es auch die Möglichkeit, benutzerdefinierte Füllungen in Mosaiken (Kachel-Infill oder „Tiled Infill“) zu erzeugen, einschließlich Honeycomb, aber darauf gehen wir später ein. Werfen wir zunächst einen Blick auf die häufigsten Muster, die in Cura zu finden sind.

Modelle und Figuren
Typische Fülldichte: 0-15 %.
Wenn mit 3D-Drucken Modelle und Figuren hergestellt werden sollen, müssen diese üblicherweise nicht sehr robust sein. Das liegt daran, dass sie im Normalfall keiner großen Belastung ausgesetzt sind.
Bei solchen Modellen eignen sich die Füllmuster „Linien“ und „Zickzack“ am besten, denn sie sind am schnellsten zu erstellen.
- Linien-Füllung: Vergleichbar mit dem „geradlinigen“ Muster bei anderen Slicern handelt es sich hier um ein 2D-Gitter von unterbrochenen Linien, bei dem nur eine Achse pro Schicht gedruckt wird.
- Zickzack-Füllung: Im Prinzip das Gleiche wie beim Linien-Infill, wenn „Füllungslinien verbinden“ ausgewählt wurde. Anders ausgedrückt haben wir es hier mit einer durchgehenden Linie pro Schicht zu tun, die in einer Richtung gedruckt wird.
- Blitz-Füllung: Eine innere Stützstruktur, die an Blitze (engl. lightning) erinnert und die zu den oberen Flächen hin immer dichter wird. Da er den Materialeinsatz um 90 % reduzieren kann, eignet sich dieser Infill-Typ bestens für schnellere Drucke.

Standard-3D-Drucke
Typische Fülldichte: 15-50 %.
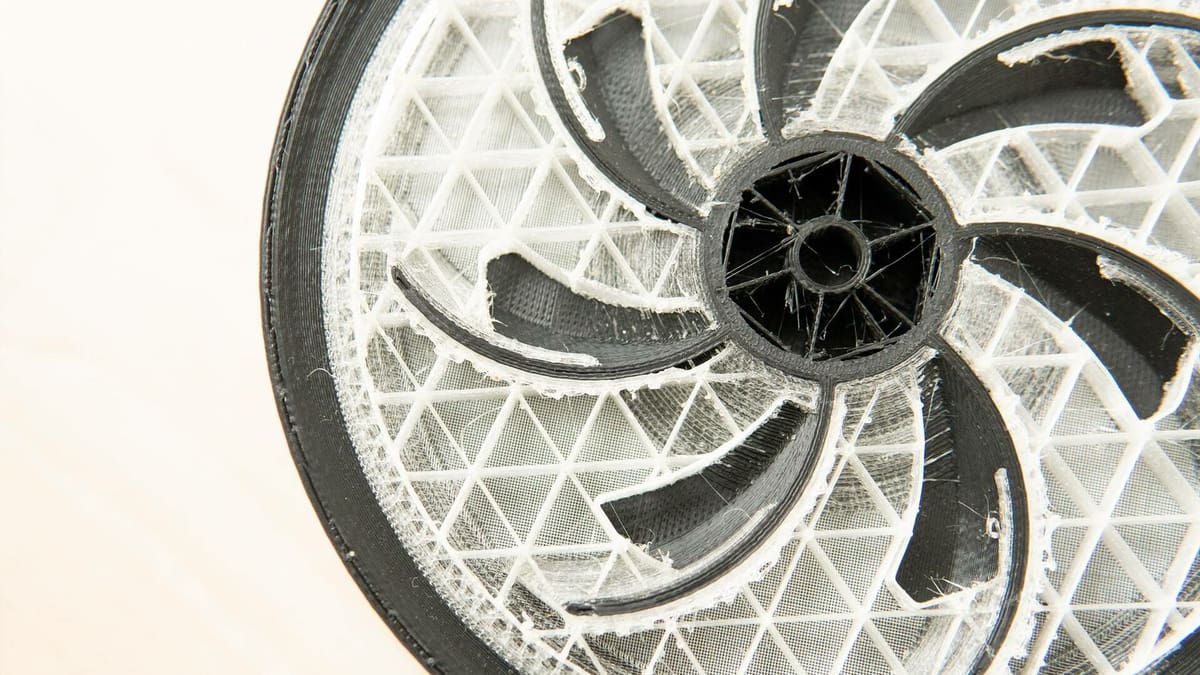
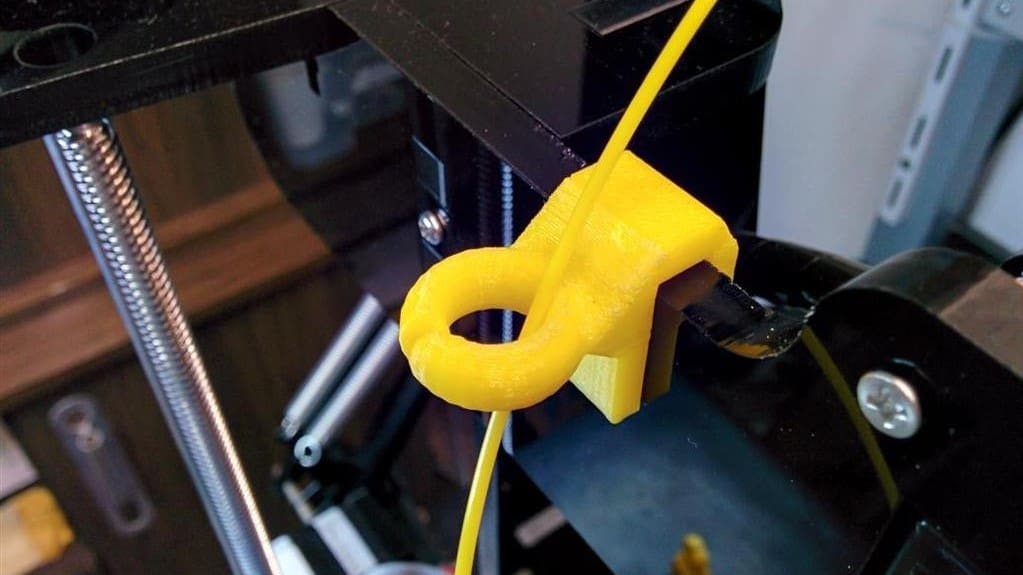
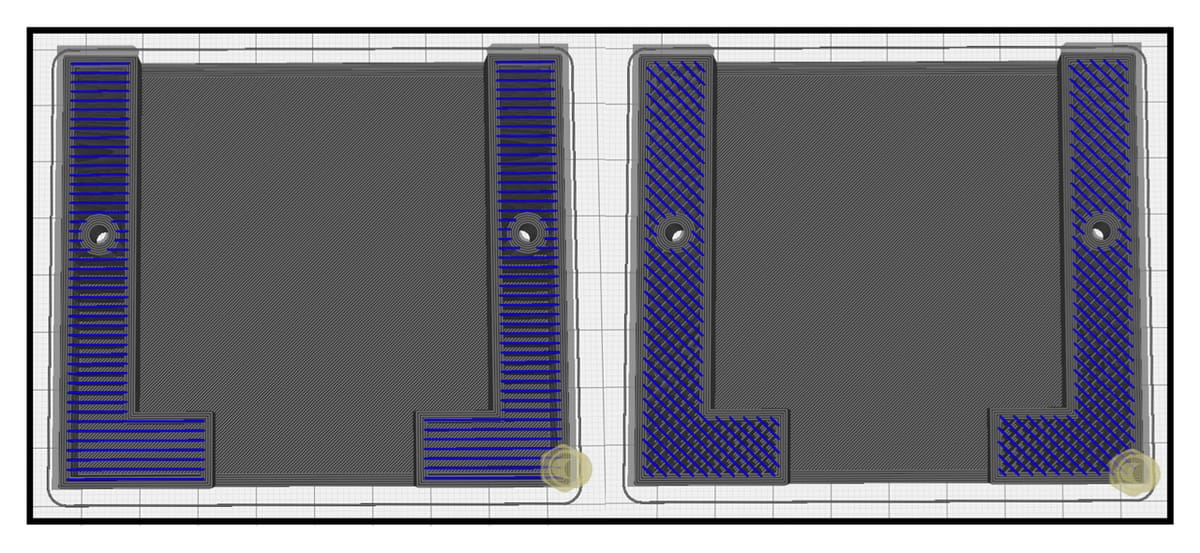
Bei 3D-Drucken, die geringer Belastung ausgesetzt sind (wie die Filamentführung oben), sollte am besten ein mittleres Füllmuster genutzt werden. Füllmuster wie „Gitter“, „Dreiecke“ und „Tri-Hexagon“ eignen sich hier am besten. Beachte hierbei jedoch, dass bei diesen Mustern im Vergleich zu „Linien“ bis zu 25 % mehr an Druckzeit benötigt wird.
- Gitter: Der größte Vorteil dieses selbsterklärenden 2D-Musters ist seine Druckgeschwindigkeit, die auf seiner Einfachheit beruht.
- Dreiecke: Dieses 2D-Gitter besteht aus Dreiecken und sorgt naturgemäß für mehr Stabilität, wenn eine senkrechte Belastung auf das 3D-Objekt wirkt. Das Muster eignet sich außerdem für Teile mit dünnen viereckigen Komponenten, da diese sonst zwischen den Wänden kaum über Verbindungen verfügen.
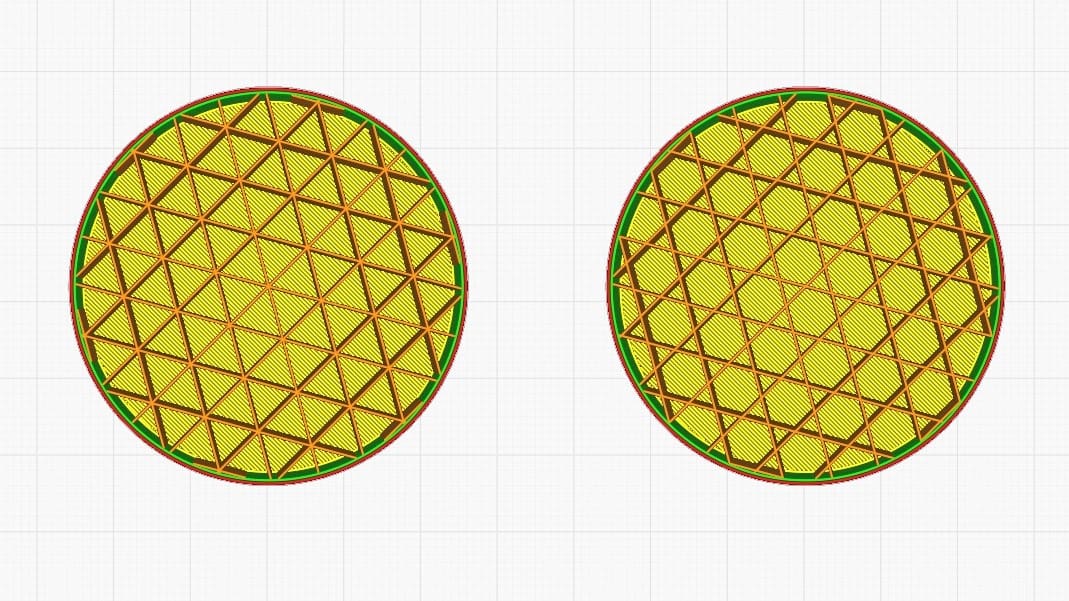
- Tri-Hexagon: Dieses 2D-Muster erzeugt ein Wabenmuster mit Dreiecken dazwischen. Der Vorteil dieses robusten Füllmusters liegt darin, dass Sechsecke in Bezug auf ihren Materialeinsatz eine sehr effiziente Form darstellen. Außerdem bestehen die Sechsecke aus kürzeren Linien, die auf jeder Seite verbunden werden müssen. Dies verringert das Risiko, dass sich das Muster bei schlechter Teilebelüftung verbiegt.
Funktionelle 3D-Drucke

Typische Fülldichte: >50 %.
Funktionelle 3D-Drucke wie die obige Regalhalterung müssen in viele Richtungen sehr fest sein. Zu den besten Mustern für solche Drucke zählen die Muster „Würfel“, „Würfel-Unterbereich“, „Viertelwürfel“, „Octet“ und „Gyroid“.
- Würfel: Dies ist ein 3D-Muster mit gestapelten und geneigten Würfeln.
- Würfel-Unterbereich: Bei dieser Variante des Musters „Würfel“ wird weniger Material verwendet.
- Octet: Dieses Muster ist auch unter dem Namen „Tetrahedral“ bekannt und stapelt Pyramiden übereinander.
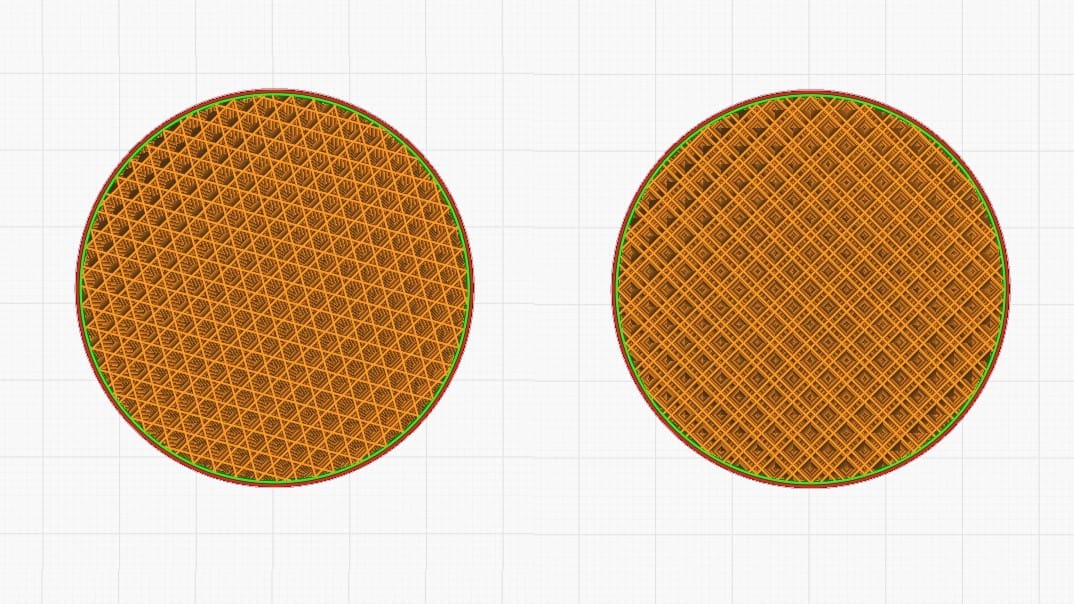
- Viertelwürfel: Dieses Muster ähnelt dem „Octet“, jedoch wird hier die Hälfte der Pyramiden umgedreht und neben die andere Hälfte gesetzt.
- Gyroid: Dieses ziemlich einzigartige 3D-Muster kommt in einer Wellenoptik daher. Nichtsdestotrotz sorgt es für Stabilität in mehrere Richtungen. Dieses Füllmuster eignet sich deshalb besonders gut für Teile, die in mehrere Richtungen belastet werden.
Oftmals werden die obigen Muster aufgrund ihrer Ästhetik auch bei geringerer Fülldichte verwendet. Einige Maker bevorzugen diesen Effekt, der zum Beispiel bei dieser Gyroid-Vase gesehen werden kann.

Elastische 3D-Drucke

Typische Fülldichte: 0-100 % (je nachdem, wie „drückbar“ dein Druck sein soll)
Bei elastischen Filamenten, sollten elastische Füllmuster verwendet werden, damit der Druck seine Elastizität beibehält. Füllmuster wie „Konzentrisch“, „Quer“ und „3D-Quer“ eignen sich für solche Drucke am besten.
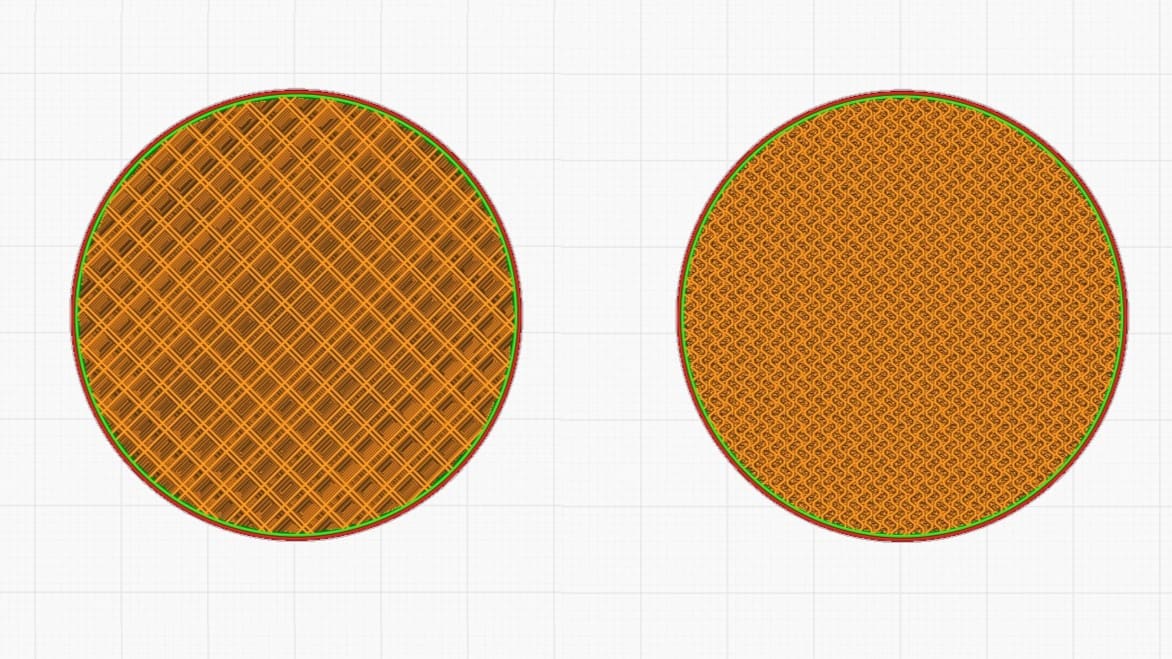
- Konzentrisch: Bei diesem 2D-Muster werden im Inneren des Drucks „Wellen“ erzeugt, die die Form der Außenwände nachbilden.Dieses Muster ist wie ein Stein, der ins Wasser geworfen wird und der dann konzentrische Kreise auf der Wasseroberfläche zieht.
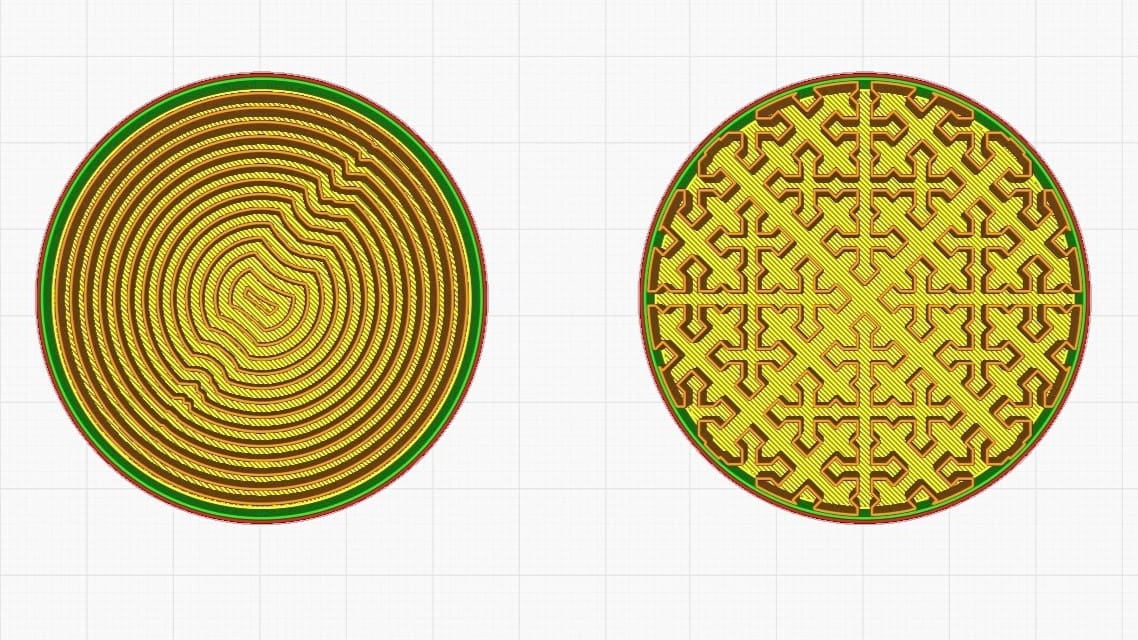
- Quer: Quer ist ein weiteres 2D-Muster, bei dem sehr schicke Kreuze erzeugt werden. Aufgrund der Freiräume zwischen den Kreuzen kann das 3D-Modell gedreht und verbogen werden.
- 3D-Quer: Dieses 3D-Muster ähnelt dem „Quer“-Muster, jedoch verschieben sich hier mit zunehmender Höhe des Drucks die Linien bei einer Steigung. Das Endergebnis ist ein etwas robusteres Objekt.
Tipps und Tricks
Die Wahl des richtigen Füllmusters ist wichtig, aber es gibt noch mehr zu beachten. Hier sind ein paar Tipps, die du beachten solltest, wenn du das nächste Mal deine Druckeinstellungen in Cura änderst.
Linienrichtungen Füllung
Eine Einstellung, die bei der Füllung oftmals übersehen wird, ist die Option Linienrichtungen Füllung. Diese Option ist standardmäßig auf 45° eingestellt, sodass der X- und der Y-Motor zusammenarbeiten, um die Füllung mit maximaler Geschwindigkeit zu drucken. Es kann jedoch von Vorteil sein, bei der Füllung einen anderen Winkel einzustellen, um dem Teil maximale Festigkeit oder Flexibilität zu verleihen, insbesondere wenn die Wände diagonal zu einander stehen.
Steigende kontra stufenweise Füllung
Wir haben oftmals die Vorstellung, dass eine Füllung im Inneren eines Teils immer gleich sein muss. Das ist jedoch nur bedingt richtig.
Mit der steigenden Füllung kannst du eine höhere Fülldichte einstellen, je näher sich die Füllung am Rand befindet. So solltest du mit weniger Material die effektive Festigkeit und Robustheit eines Teils aufrechterhalten können. Diese Option ist zwar keine native Einstellung in Cura, kann aber relativ einfach über ein Python-Skript erstellt werden.
Die steigende Füllung sollte nicht mit der stufenweisen Füllung verwechselt werden. Diese funktioniert zwar ähnlich, jedoch in der Z- und nicht in der X- und Y-Achse. In anderen Worten: Diese Option sorgt für eine höhere Fülldichte, je höher der Druck wird. Dies kann Material und Zeit sparen und einem Druck dennoch die benötigte Festigkeit verleihen.
Benutzerdefiniertes „Tiled Infill“ (Kachel-Infill)
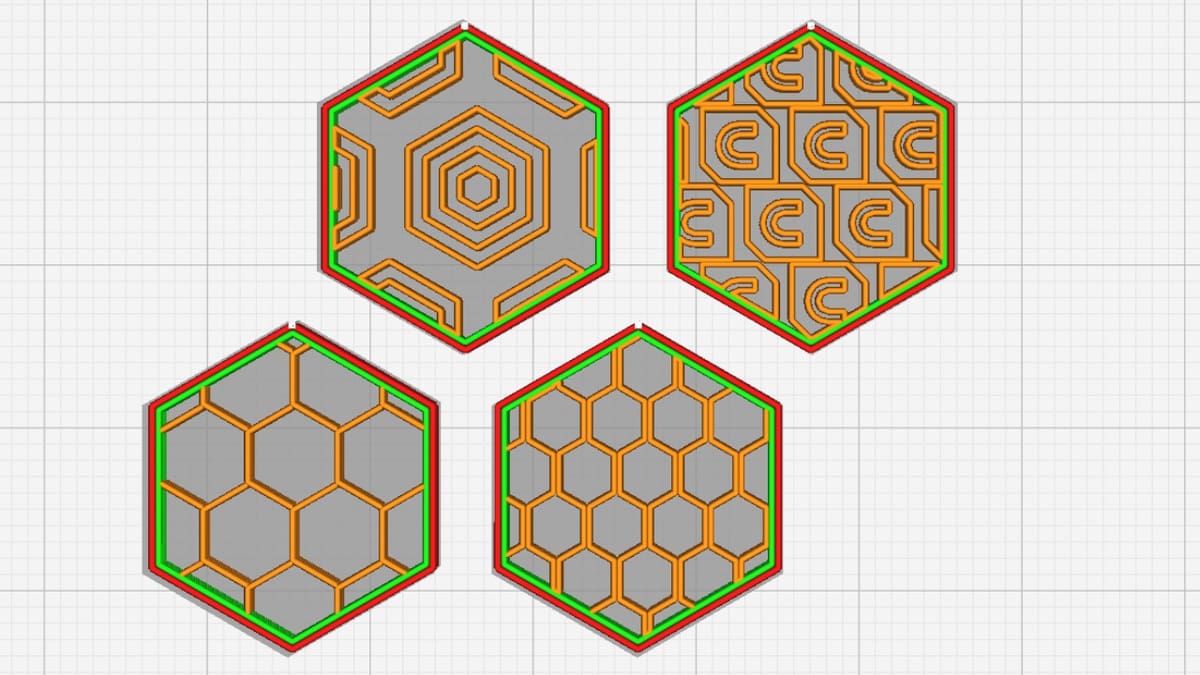
Alle, die das beliebte Bienenwaben-Infill vermissen, das bei anderen Slicern wie PrusaSlicer verfügbar ist, haben keinen Grund mehr zur Klage, denn bei der Version 5.5 hat Cura seine Engine-Plug-in-Fähigkeiten verbessert. Mit diesem Update ist es nun möglich, ein benutzerdefiniertes Infill-Muster via Plug-in zu erstellen.
Nutzer haben die Möglichkeit, ihre eigenen individualisierten Infill-Muster direkt in das Drop-down-Menü der Infill-Muster einzufügen. Es gilt zu beachten, dass die Muster im *.wkt-Format vorliegen müssen und in „Kachelform“ abgebildet werden, d.h. die Freiheit beim Designen ist zurzeit noch etwas eingeschränkter. Auf jeden Fall ist es eine großartige Option, um ästhetisch ansprechende Infills herzustellen, wie beispielsweise eine Seifenschale, wie es die Maker 3d prints, and leaves unter Beweis stellt. Weitere Informationen dazu findest du in der GitHub-Dokumentation.
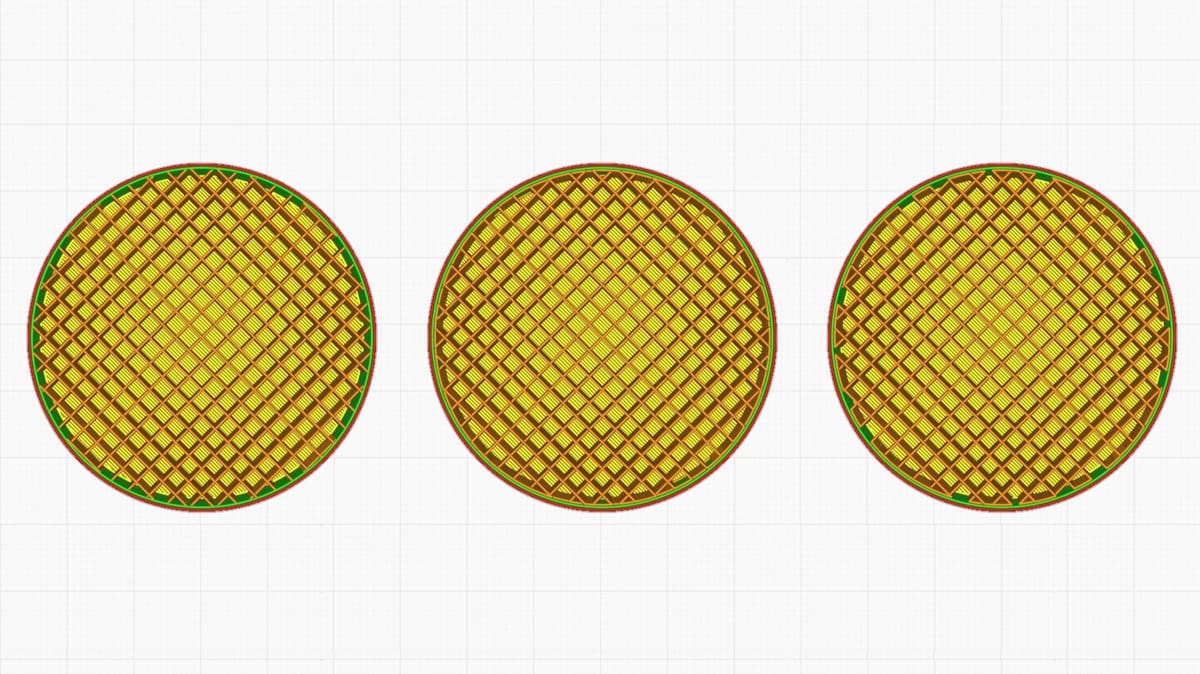
Mehrere Fülldichten
Seit der Veröffentlichung der vierten Cura-Version kann die Fülldichte „pro Modell“ eingestellt werden. Dies ist super, denn es ermöglicht einige raffinierte Design-Tricks – wie zum Beispiel die Verwendung mehrerer Fülldichten und -arten im selben Druck, wie im folgenden Video zu sehen. Zwar kann diese flache, Untersetzer-ähnliche Füllung möglicherweise nicht bei vielen Drucken verwendet werden, aber wir glauben, dass diese Methode mehr bietet, als man denkt.
Da für jedes importierte Modell benutzerdefinierte Einstellungen festgelegt und diese über Cura nahtlos miteinander verbunden werden können, ist eine spezielle Unterstützung in bestimmten Bereichen wohl möglich. Dafür müsste man dann aber manuell deutlich mehr „Hand anlegen“.
Außenhaut
Außenhaut bezieht sich auf die oberen und unteren Schichten. Sie kann sich auf die erforderliche Materialmenge und Druckzeit, aber auch auf die Festigkeit und das Gewicht der Modelle auswirken. In Bezug auf die Füllung kann die Einstellung „Prozentsatz Außenhaut überlappen“ geändert werden, die bestimmt, wie stark die Wände mit der Innenfüllung überlappen. Je höher dieser Prozentsatz ist, desto stärker ist die Füllung mit der Außenhaut des Drucks verbunden und desto weniger zerbrechlich ist das Modell.
Wenn Sie die Ebenen reduzieren möchten, können Sie die „Breite für das Entfernen der Außenhaut“ ändern. Der Wert, den Sie eingeben, wird von den oberen und unteren Schichten entfernt. Dies kann zum Beispiel bei schlankeren oder kleineren Designs oder bei Details, bei denen es nicht auf Stabilität ankommt, sinnvoll sein.
Schnelle Drucke
Es gibt verschiedene Möglichkeiten, eine höhere Druckgeschwindigkeit zu erreichen, indem man die Infill-Einstellungen optimiert. So werden Infill-Linien üblicherweise in einem 45-Grad-Winkel gedruckt. Auf diese Weise können der X- und der Y-Motor ihre Höchstgeschwindigkeit erreichen. Auch die Füllschichtdicke kann einen Einfluss auf die Geschwindigkeit haben. Wenn du diese Einstellung optimierst, indem du Schichthöhe vergrößerst, kann schneller gedruckt werden.
Du kannst auch mit den Mustern herumexperimentieren und so die Druckzeit verringern. Generell kann mit dem Blitz-Infill am schnellsten gedruckt werden. Selbst wenn für deinen Druck keine mechanische Stabilität erforderlich ist, kannst du dieses Füllmuster einsetzen – und erzielst damit eine Erhöhung der Druckgeschwindigkeit um 25 %. Konzentrische Muster, Gitter und Dreiecke sind ebenfalls recht einfache Muster, mit denen die Druckzeit verkürzt werden kann.
Lizenz: Der Text von "Cura Infill Pattern: Die besten Cura-Füllmuster" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.