
Cura Stützstrukturen: Die besten Einstellungen

Cura bietet viele Einstellungsmöglichkeiten. Lerne, wie man die Cura-Stützstruktur-Einstellungen (Cura Supports Settings) optimiert.
Alle Fused Deposition Modeling (FDM) 3D-Drucker erstellen durch Freisetzen von übereinanderliegenden Schichten aus thermoplastischem Material. Infolgedessen muss jede Schicht von der Schicht darunter gehalten werden. Wenn keine Schicht darunter ist (wie zum Beispiel bei Überhängen und Brücken), benötigt das Modell eventuell Stützstrukturen. Diese werden zusammen mit dem Hauptmodell gedruckt und während des Nachbearbeitungsprozesses entfernt.
„Das klingt nicht allzu schwierig,“ denken Sie vielleicht. Und doch entsetzt das Wort „Stützstruktur“ viele Maker, manche halten es sogar fast für eine Art Gotteslästerung. Immerhin machen Stützstrukturen nicht nur mehr Material erforderlich, sondern sind auch bekannt dafür, sich negativ auf das Oberflächenfinish auswirken. Außerdem kann man sie nur schwer entfernen.
Leider ist es nunmal eine Tatsache in der Welt der 3D-Drucke, dass manche Modelle eben eine Stützstruktur benötigen. Das bedeutet jedoch nicht, dass wir sie durch Anpassen der geeigneten Einstellungen nicht optimieren können.
In diesem Artikel besprechen wir, wann man Stützstrukturen braucht und wann nicht. Dann sehen wir uns einige wichtige Cura-Stützstruktureinstellungen im Detail an, die man für beste Ergebnisse anpassen kann. Auch wenn wir uns auf Cura konzentrieren, können die grundlegenden Prinzipien hinter diesen Einstellungen dennoch auf viele andere Slicer angewendet werden. Legen wir also los!

Brauchen Sie Stützstrukturen?

Es gibt verschiedene Dinge, die man beachten muss, um herauszufinden, ob Sie Stützstrukturen brauchen oder nicht:
- 45-Grad-Regel (Überhänge, Overhangs): Wenn die Überhänge größer als 45 Grad sind (gegenüber der Vertikalen), dann benötigen sie Stützstrukturen. Um die Überhangmöglichkeiten Ihres Druckers zu testen, versuchen Sie es mit einem Ausdruck dieses Überhang-Tests. Wenn Ihr Drucker bei einem bestimmten Überhang versagt, wissen Sie, dass Sie ab diesem Winkel und darüber hinaus Stützstrukturen benötigen.
- 5-mm Regel (Brücken, Bridging): Wenn Brücken breiter als 5 mm sind, benötigen sie eine Stützstruktur. Zugegeben, nicht alle 3D-Drucker sind gleich. Einige können breitere Abstände drucken. Andere tun sich auch bei kleinen Strecken schon sehr schwer. Versuchen Sie es mit einem Ausdruck eines Bridging-Tests, um zu bestimmen ob Ihr Drucker Stützstrukturen benötigen. Sie werden die Schwelle herausfinden, sobald Sie den Abstand finden, nach der die Brücken Ihres Druckers nach unten sacken.
Sind Sie sich sicher, dass Sie Stützstrukturen brauchen, sehen wir uns nun die Einstellungen an, um sie zu perfektionieren.

Stützstruktureinstellungen
Cura bietet mehrere Einstellungen, um Ihnen beim Optimieren der Stützstrukturen Ihrer Modelle zu helfen. So geht man vor:
- Wenn Sie Cura das erste Mal öffnen, klicken Sie auf „Benutzerdefiniert“ unter „Druckeinstellungen“. Hier können Sie Einstellungen anpassen, die ansonsten unter den „Empfohlen“ versteckt sind.
- Machen Sie einen Linksklick darauf und wählen Sie „Sichtbarkeit einstellen verwalten…“ aus.
- Wählen Sie „Alle prüfen“ (alle ankreuzen) aus.
Alternativ können Sie auch links oben auf den Einstellungen-Tab klicken, dort „Sichtbarkeit einstellen wird konfiguriert…“ und dann „Alle prüfen“ auswählen.
Individuelle Stützstrukturen
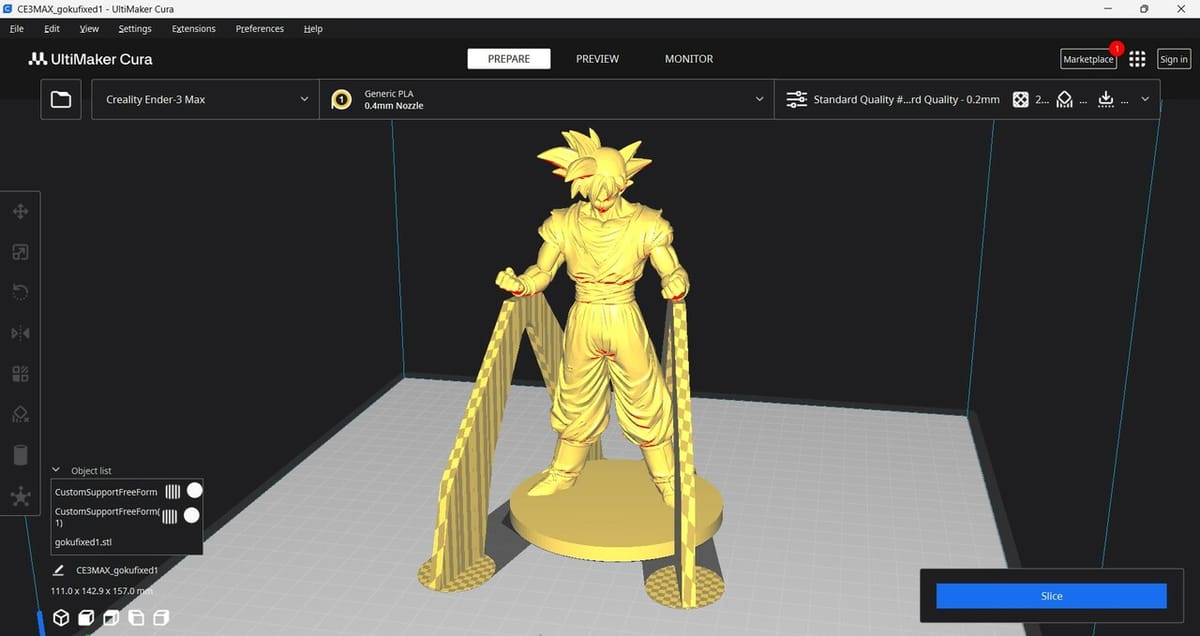
Trotz der vielen Parameter in Curas Standardeinstellungen, mit denen Sie Ihre Stützstrukturen anpassen und Ihre spezifischen Druckanforderungen realisieren können, kann es dennoch passieren, dass Sie nicht das gewünschte Druckergebnis erhalten. Viele Menschen haben sich dieser Herausforderung gestellt, und zum Glück waren einige von ihnen so motiviert, dass sie Plug-ins entwickelt haben, mit denen sich der Prozess verbessern lässt. Damit können Sie nicht nur verschiedene Stützstrukturen erstellen, sondern haben auch mehr Kontrolle über ihre Platzierung und Positionierung.
Wenn Sie nicht bereit sind, zusätzliche Plug-ins zu installieren, besteht eine weitere Möglichkeit darin, Stützstrukturen mit Hilfe zusätzlicher STL-Dateien zu erstellen, die so modifiziert werden können, dass sie sich wie Stützstrukturen verhalten. Auf diese zusätzlichen Optionen soll hier jedoch nicht näher eingegangen werden. Stattdessen empfehlen wir Ihnen, einen Blick auf diesen Artikel über Curas Custom Supports zu werfen.
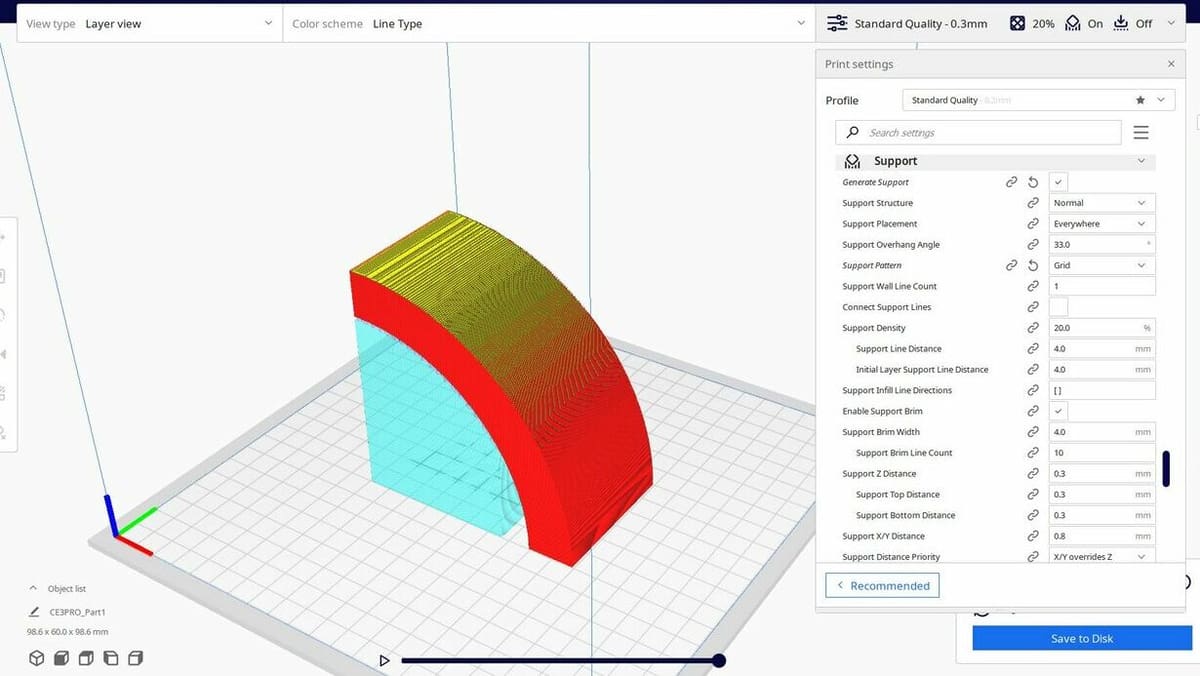
Jetzt können Sie all die Einstellungen ansehen, die UltiMaker in Cura anbietet. Scrollen Sie hinunter zu den Stützstruktureinstellungen, klicken Sie auf „Stützstruktur generieren“ und dann geht es los!
Stützstruktur-Einstellungen für den Extruder
Mit 3D-Druckern mit Doppelextruder können die Hauptkomponenten eines 3D-Drucks vom einen Extruder mit einem Material und lösliche Stützstrukturen (oftmals aus PVA) vom anderen Extruder gedruckt werden. Nach dem Druck müssen Sie das Teil dann nur noch in das passende Lösemittel legen – und schon sind die einst extrem strumpfsinnigen Prozesse zum Abtrennen von Stützstrukturen passé.
Sie können festlegen, mit welchem Extruder Sie welchen Bereich der Stützstrukturen drucken möchten. Somit ist eine Kombination aus PVA (oder einem anderen löslichen Material) und Ihrem Lieblingsfilament möglich.
Sie können für die folgenden Bereiche der Stützstrukturen den Extruder festlegen:
- Füllung für Stützstruktur
- Erste Schicht der Stützstruktur
- Stützstruktur-Schnittstelle
- Dachstruktur
- Bodenstruktur
Sie können die Auswahl der Bereiche und des verwendeten Extruders optimieren, um Filament und Zeit in der Nachbearbeitung zu sparen. Es ist zum Beispiel sinnvoll, bei manchen Teilen lösliches Material für Stützstruktur-Dächer und -Böden und normales Filament für den Infill zu verwenden. So können Stützstrukturen leicht entfernt werden und es wird weniger PVA vergeudet.
Typ/Stil
Als Erstes schauen wir uns die Basiseinstellungen in Bezug auf den Aufbau der Stützstrukturen an.
Baumstützstruktur (Tree support)

Baumstützstrukturen sind eine Alternative zu den üblicherweise geraden und vertikalen Stützstrukturen. Zur Aktivierung der Baumstützstrukturen wählen Sie im „Support Structure“-Dropdown-Menü die Option „Tree“ aus.
Wie der Name schon sagt, ist die Baumstützstruktur eine hohle, baumartige Struktur, die Modelle mit ihren „Ästen“ unterstützt, die sich in unterschiedlichen Winkeln, mit unterschiedlichen Größen und auf unterschiedlichen Pfaden um das Modell winden und die durch bestimmte Parameter in Cura definiert werden können.
Seit der Veröffentlichung von Cura 5.4 wurden die Einstellungen für Baumstützstrukturen verbessert, um künftig viele kleinere Äste anstelle von wenigen größeren zu verwenden. So kann die Druckzeit und die Filamentmenge reduziert werden. Außerdem lassen sich die neuen Stützstrukturen leichter entfernen.
Die Standardeinstellungen sind recht solide, aber wir zeigen Ihnen trotzdem die wichtigsten anpassbaren Einstellungen:
- Maximaler Astwinkel: Maximaler Winkel zwischen den Ästen.
- Astdichte: Durchmesser des dünnsten Astes der Stützstruktur.
- Stammdurchmesser: Durchmesser des dicksten Astes der Stützstruktur.
- Winkel des Astdurchmessers: Wird der Winkel vergrößert, wird auch der Durchmesser am unteren Ende der Äste vergrößert.
- Astspitzendurchmesser: Durchmesser der äußersten Astspitzen der Stützstruktur.
- Platzierung der Stützstruktur: Die Stützstrukturen können entweder nur auf der Druckplatte oder aber (überall) auf dem Modell gedruckt werden.
- Verzweigungsdichte: Eine höhere Verzweigungsdichte vergrößert die Kontaktfläche zwischen den Spitzen der Äste und dem Modell, was zu besseren Überhängen, aber auch zu schwerer zu entfernenden Stützstrukturen führt.
Diese Einstellungen sind ziemlich selbsterklärend, aber Sie sollten bedenken, dass die Baum-Stärke und die Entfernbarkeit konträr zueinander stehen.
Muster
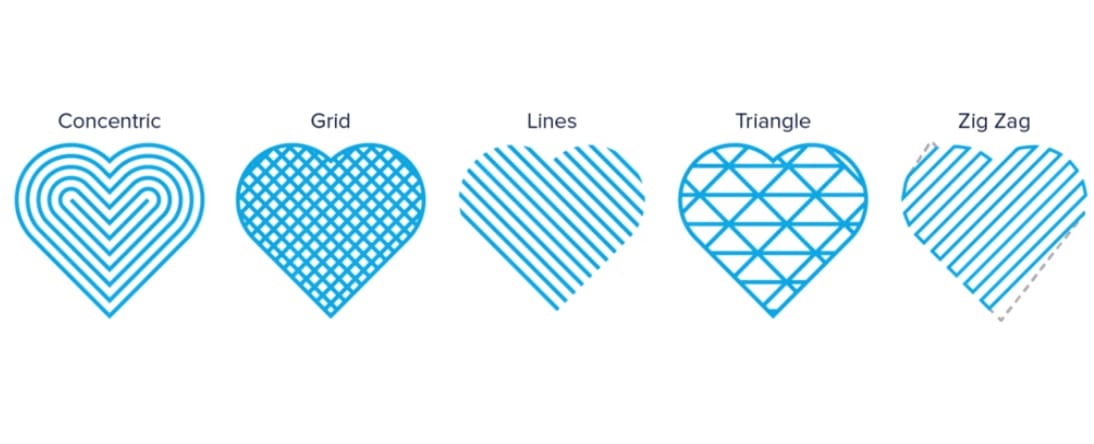
Cura bietet unterschiedlichste Muster für gängige Stützstrukturen. Jedes bietet ein ausgewogenes Verhältnis von Festigkeit und Flexibilität zur leichteren Ablösbarkeit und manche von ihnen eignen sich besser für ganz bestimmte Formen. Hier eine Liste der am häufigsten verwendeten Muster:
Schnell und einfach
- Zickzack kann am schnellsten gedruckt und am leichtesten entfernt werden.
- Linien gehen schon einen Schritt weiter. Sie sorgen zwar für tolle, einfach zu entfernende Stützstrukturen, sind aber etwas fester als Zickzack-Füllmuster und lassen sich nicht so leicht in einem Stück lösen.
- Konzentrisch ist am besten für Modelle mit Formen, die Sphären oder Zylindern ähneln. Es ist etwas stärker als Zickzack und Linien.
- Kreuz ist das letzte Muster, das in diese Kategorie fällt. Auch wenn es mehr Zeit in Anspruch nimmt als die vorherigen Muster, lässt es sich dennoch leicht biegen und entfernen.
Bitte beachten Sie jedoch, dass diese vier oben erwähnten Modelle eine einzige Richtung aufweisen und daher etwas zerbrechlicher sind. Vibrationen und ganz feine Stützstrukturen können zum Beispiel der Grund sein, dass die Druckerdüse möglicherweise nicht perfekt anhand der vorherigen Schichten ausgerichtet ist, was langfristig zu Problemen führen kann.
Hinzu kommt, dass – wenn diese Muster von einer vorbeifahrenden Druckerdüse auch nur angetippt werden – sie sich eventuell von der Oberfläche lösen und in sich zusammenfallen können … So ungefähr wie ein Akkordeon! Ein Muster, das aus einer ineinander greifenden Anordnung besteht, bietet eine stabilere Struktur.
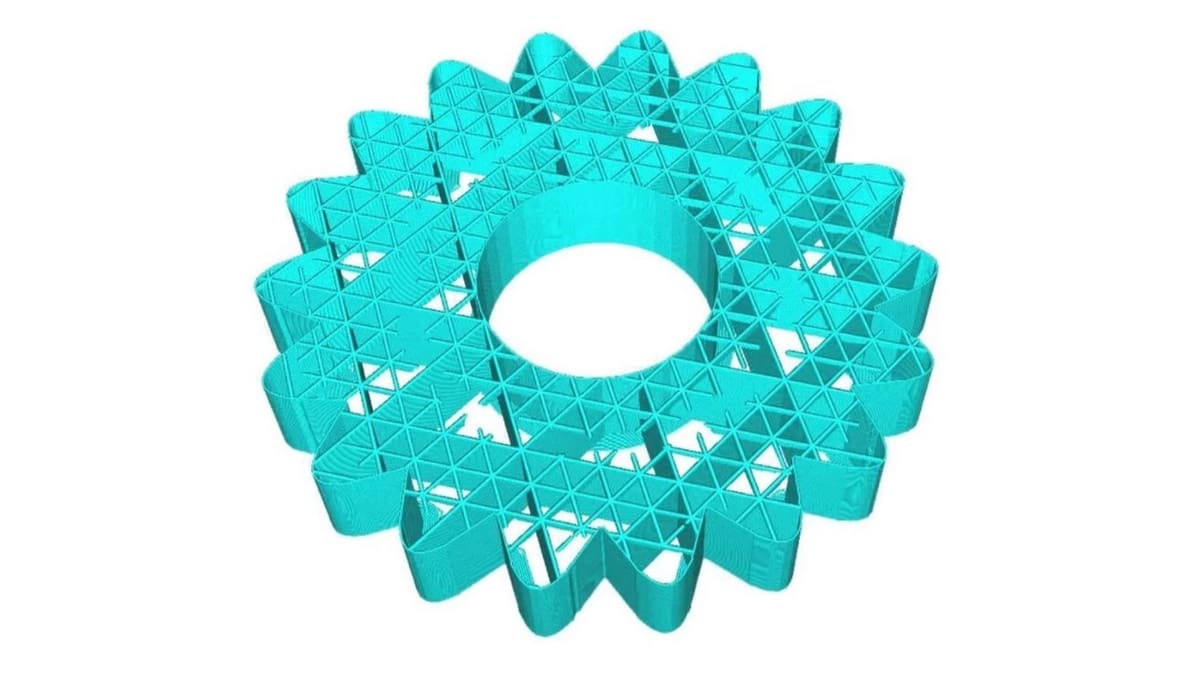
Stabil
Sowohl Gitter als auch Dreieck sind tolle Muster, um robuste Stützstrukturen zu generieren. Sie sind widerstandsfähiger gegen Vibrationen, erhöhen jedoch die Druckzeit und haben generell mehr Kontakt mit den Stützstrukturbereichen. Dies kann zu größeren Schwierigkeiten bei der Nachbearbeitung führen. Gyroid zeichnet sich durch eine schichtübergreifende Form aus, die eine Struktur schafft, bei der keine Lufteinschlüsse entstehen. Dies ist vorteilhaft, wenn lösliche Materialien für Stützstrukturen verwendet werden, da sie sich rascher auflösen lassen.
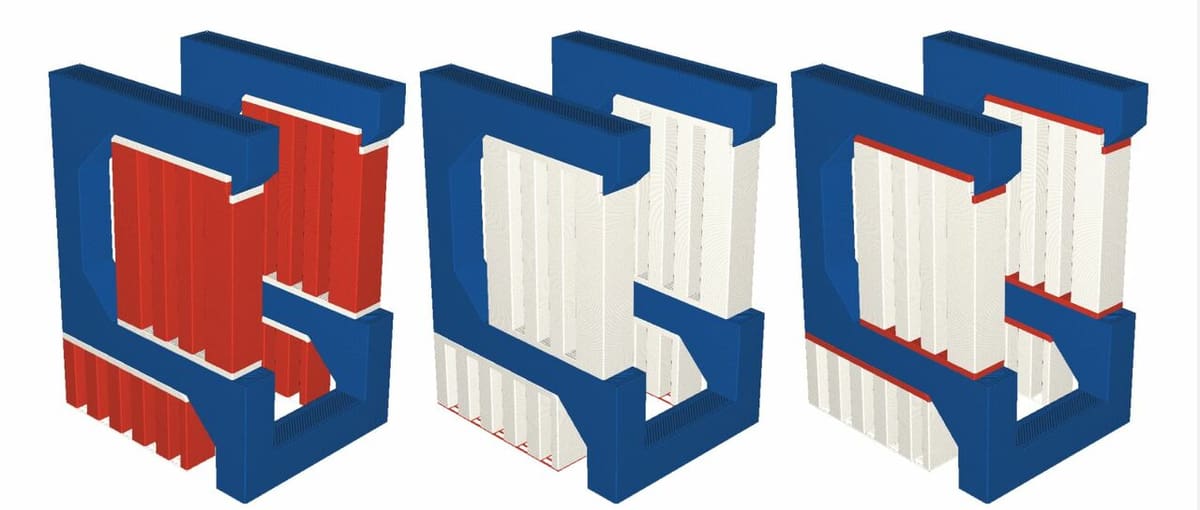
Dichte
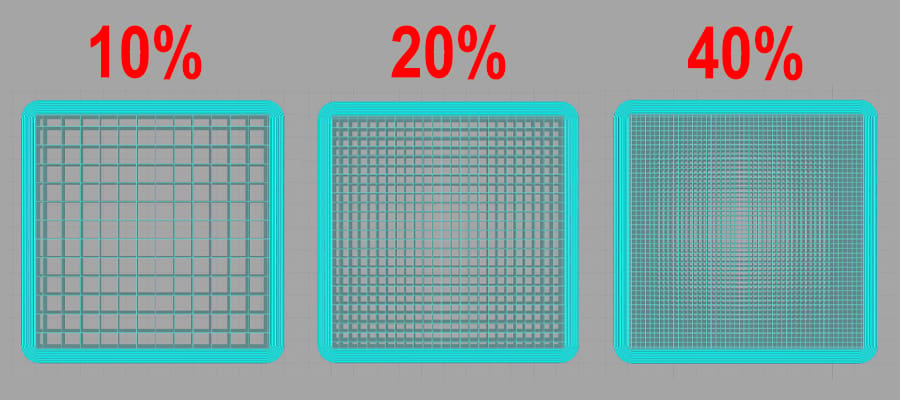
Die Dichte der Stützstruktur ist insofern sehr ähnlich zur Fülldichte als dass Sie einen Kompromiss zwischen Härte, Geschwindigkeit und leichtem Entfernen eingehen.
Stützstrukturen mit einer hohen Dichte sind im Allgemeinen starrer und resistent gegen Vibrationen. Außerdem sind hochdichte Stützstrukturen durch den erhöhten Kontakt mit Überhängen ideal für komplexe oder detaillierte Stützstrukturbereiche. Von hochdichten Stützstrukturen kann man eine zuverlässige Stützstrukturfunktion erwarten, nimmt aber dafür eine höhere Filamentverwendung, längere Druckzeiten und schwierigere Nachbearbeitungsschritte in Kauf.
Stützstrukturen mit einer niedrigen Dichte sind ideal für normale Stützstrukturbereiche, die nur wenige Kontaktpunkte erfordern. Niedrigdichte Stützstrukturen reagieren während des Druckens eher auf Vibrationen, reduzieren aber die Filamentkosten, die Druckzeit und die Schwierigkeiten beim Entfernen der Stützstrukturen.
Eine 20%-ige Dichte der Stützstruktur ist ein guter Anfang, Sie sollten diesen Wert jedoch entsprechend der Anforderungen Ihres Modells anpassen.
Stützstruktur Füllschichtdicke

Um die Druckzeit von Stützstrukturen zu verringern, können Sie deren Füllschichtdicke mit niedrigerer Auflösung drucken. Schließlich müssen die Stützstrukturen ja nicht gut aussehen, um Ihr Modell zu stützen. Wenn Sie sich für den Druck von Stützstrukturen mit großen Schichthöhen entscheiden, sollten Sie unbedingt daran denken, bei Stützstruktur Füllschichtdicke ein genaues Vielfaches der Auflösung Ihres Modells anzugeben. Ansonsten wird Cura einfach zum nächsten Vielfachen aufrunden, was unter Umständen mehr ist, als Sie eigentlich wollten.
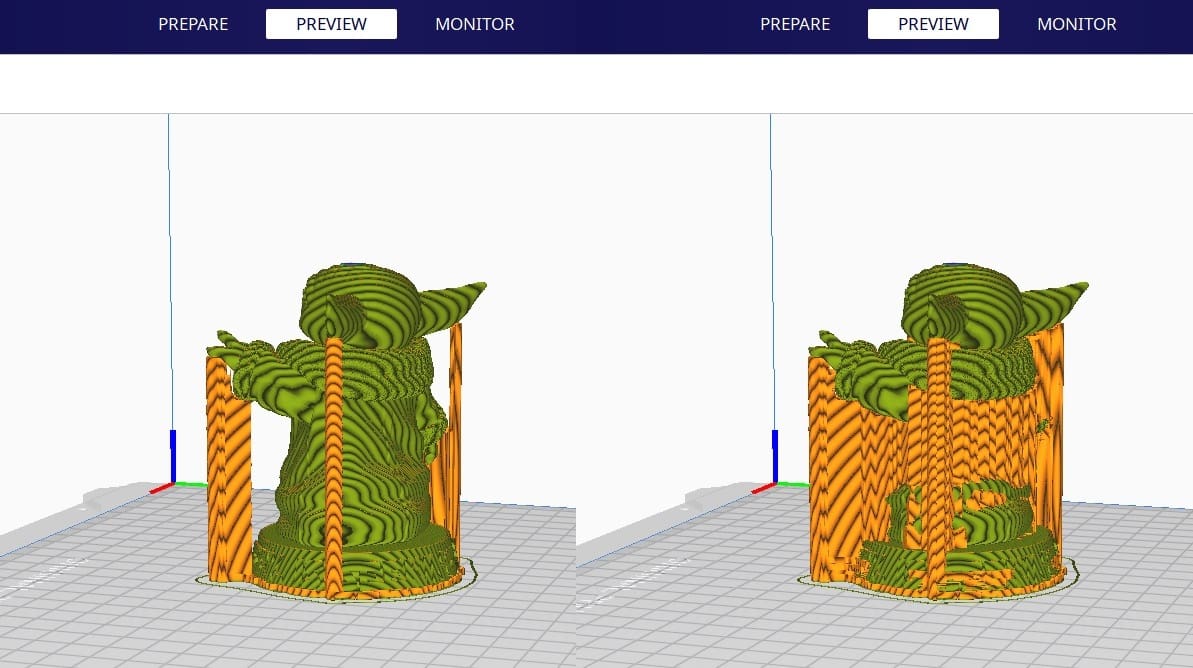
Stufenweise Füllungsschritte der Stützstruktur
Diese Einstellung bestimmt, wie oft Cura die Füllungsdichte der Stützstrukturen in Abhängigkeit zum Abstand zur Dachschicht der Stützstrukturen verringert. Mit dieser Einstellung können Sie Material und Druckzeit für die Stützstrukturen einsparen, indem Sie nur dann eine hohe Dichte wählen, wenn nahe am oder im Kontakt zu dem Modell gedruckt wird, das gestützt werden soll.
Sie können auch die Höhe der „Stufenweise Füllungsschritte Stützstruktur“ einstellen, um festzulegen, wie eng die Dichteschritte sein sollen.
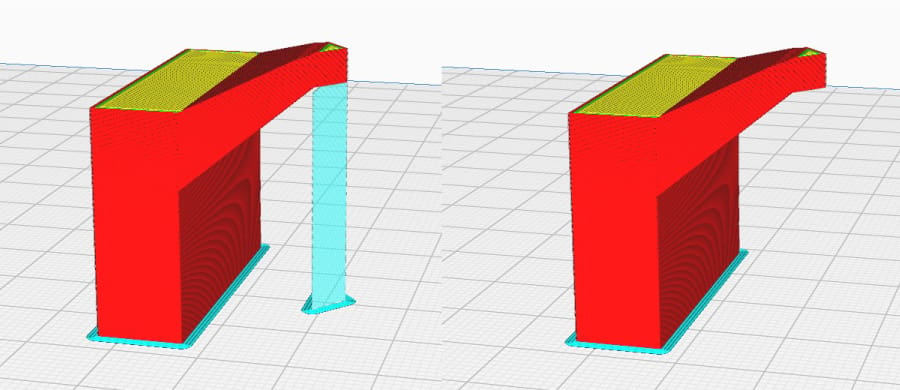
Pfeiler
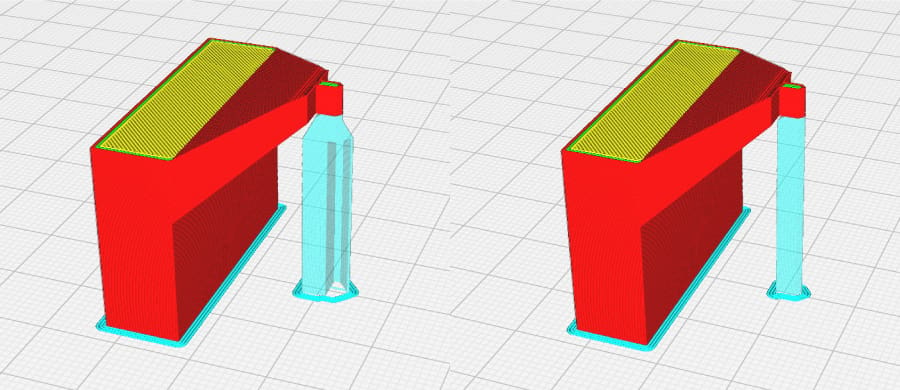
Zum Schluss bleibt zu sagen, dass Cura für sehr kleine Überhangbereiche es Ihnen ermöglicht, Stützstrukturen in Form von Pfeilern zu drucken, die sich nach oben hin verengen und so Bereiche zu stützen, die kleiner als Ihr eingestellter Mindestdurchmesser sind. (Andere Stützstrukturbereiche nutzen normale Stützstrukturen.)
Damit diese Stützstrukturpfeiler nicht zu schwach sind, haben sie einen größeren Durchmesser als der Bereich, den sie stützen. Sie können diesen Durchmesser jederzeit in Cura ändern. Sie können ebenfalls den Winkel anpassen, in dem Ihre Pfeiler zu einem Punkt verlaufen, sodass Sie Ihre Pfeiler flacher oder spitzer gestalten können.

Ort & Position
Als Nächstes wird mit diesen Einstellungen festgelegt, wo und wann Stützstrukturen erstellt werden.
Platzierung
Nachdem Sie sich für die Art der Stützstruktur entschieden haben, können Sie als Nächstes die Platzierung der Stützstruktur einstellen. Hier können Sie „Überall“ oder „Druckbett berühren“ auswählen. Wie Sie sich vielleicht denken können, wird so festgelegt, ob Stützstrukturen überall gedruckt werden (wo sie benötigt werden) oder nur auf dem Druckbett ihren Ursprung haben.
In den meisten Fällen ist es am besten „Druckbett berühren“ auszuwählen, weil das Positionieren bzw. Bauen von Stützstrukturen überall einige unschöne Stellen an der Oberfläche Ihres Druckes verursachen kann. Bedenken Sie jedoch, dass diese Option zu etwas längeren Druckzeiten und einem höheren Filamentverbrauch führen kann.
Manchmal benötigt man jedoch einfach überall Stützstrukturen. Das ist der Fall bei wirklich komplexen Modellen, deren Druck ohne Stützstrukturen unmöglich wäre.
Überhangwinkel
Bei dieser Einstellung können Sie den Überhangwinkel angeben, über den hinaus Sie Stützstrukturen generieren wollen. Wie bereits erwähnt, ist der Standardwinkel typischerweise 45 Grad. Dies kann jedoch anders sein für Ihre spezifische Maschine. Spielen Sie ein wenig mit einem Überhang-Test, um so den perfekten Winkel für Ihre Drucke zu finden.
Dieser Winkel kann auch von Druck zu Druck unterschiedlich sein. Wenn Sie nur Stützbrücken für ein spezifisches Modell generieren wollen, können Sie 89 Grad auswählen. Wenn Sie Stützstrukturen für jeden Überhang möchten, wählen Sie 0 Grad aus.
Mindestbereich der Stützstruktur
Diese Einstellung bestimmt einfach nur den minimalen Stützstrukturbereich, sodass alle Orte, an denen Sie keine Stützstrukturen haben möchtest, herausgefiltert werden. Mit dieser Einstellung können Sie unnötige Materialverschwendung vermeiden und die Druckzeit verringern.
Erweiterungen
Hier handelt es sich um zusätzliche Besonderheiten oder Materialien, die für die Stützstrukturen ergänzt oder hergestellt werden.
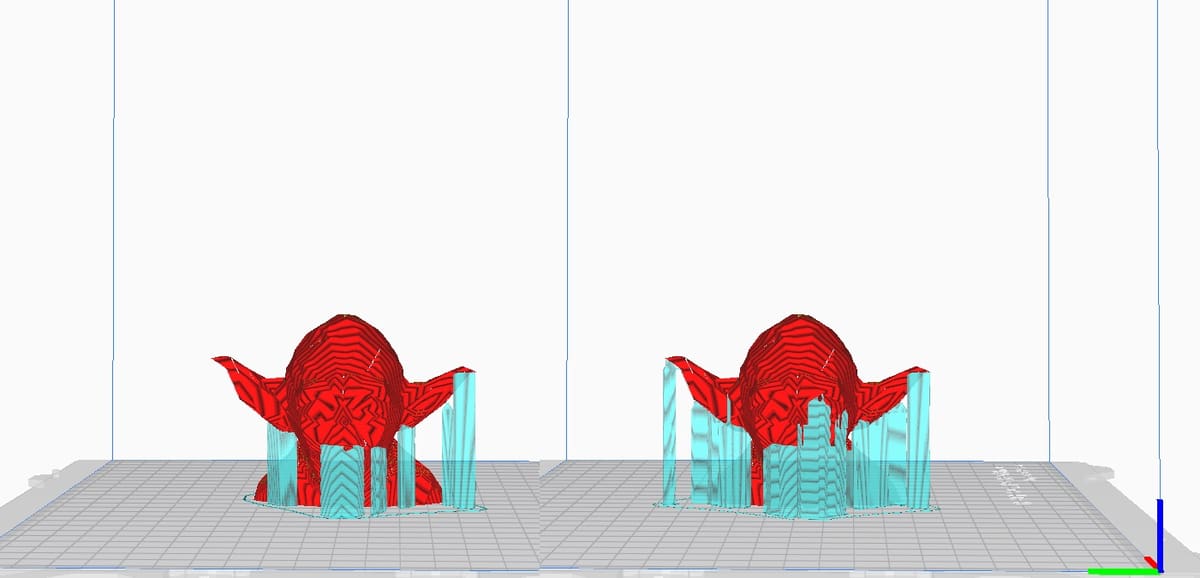
Stütz-Brim
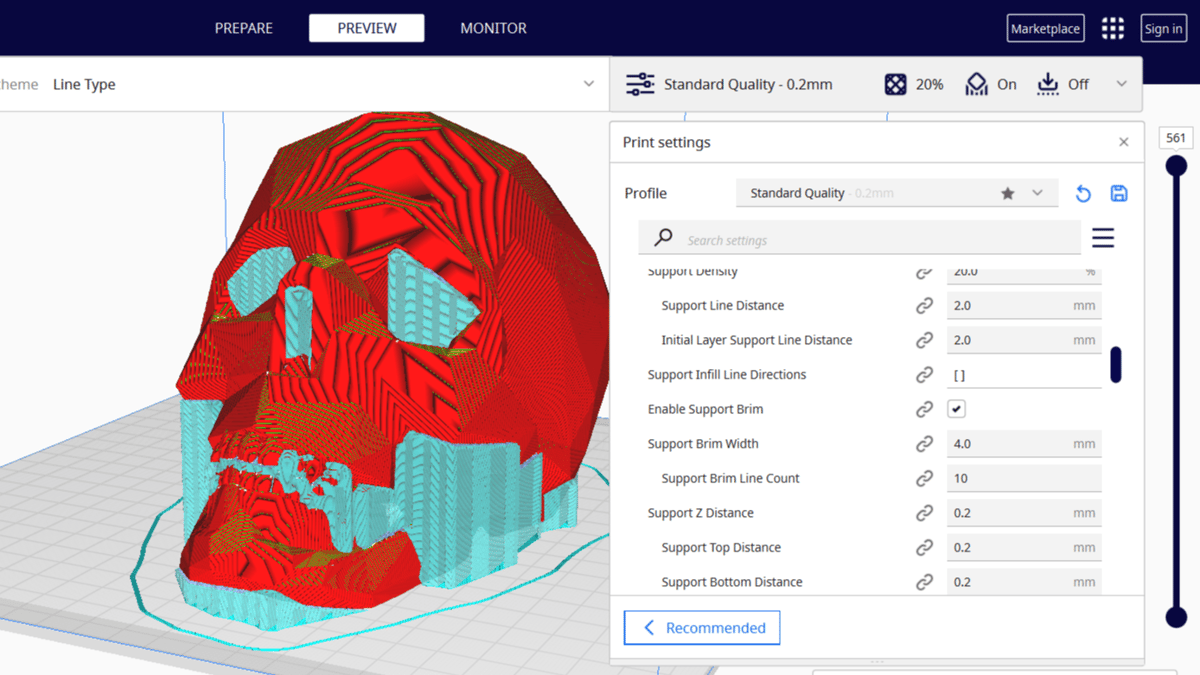
Genau wie Brims bei Modellen sind Stütz-Brims konzentrische Materiallinien, die auf der Innenseite Ihrer Stützstrukturen gedruckt werden, um die Haftung der ersten Schicht an der Druckplatte zu erhöhen. Wenn Sie die Stütz-Brims in Cura aktivieren, werden Ihre Stützstrukturen sicherer, da sie sich nicht mehr so leicht von der Druckplatte lösen oder umfallen können.
Stütz-Brims sind perfekt, wenn Sie Probleme mit der Haftung haben oder Stützstrukturen mit einer kleinen Basis nuten. In diesem Fall müssen Sie die Einstellungen für die Stütz-Brims nach oben anpassen, damit Ihre Stützstrukturen besser an der Druckplatte haften.
Abstand für Zusammenführung
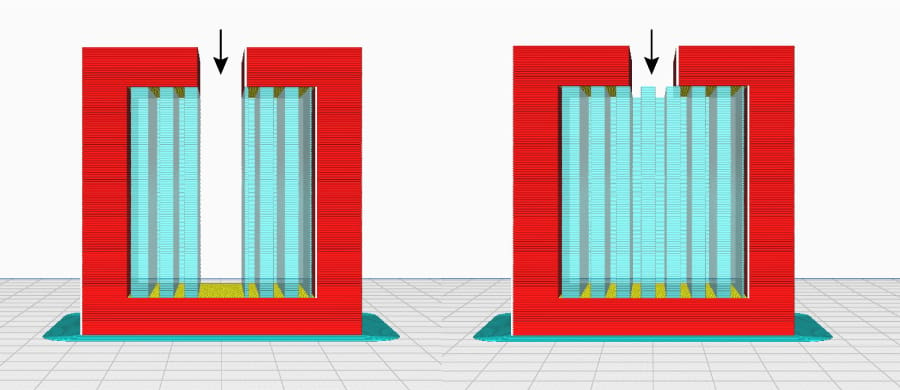
Der Abstand für Zusammenführung der Stützstruktur passt den maximalen horizontalen Abstand zwischen den Stützstrukturen an. Wenn zwei Stützstrukturen näher als dieser Wert beieinander liegen, werden sie als eine Struktur gedruckt. Je höher der Wert für diesen Abstand, desto schneller verschmelzen Stützstrukturen miteinander. Wenn Stützstrukturen besonders dünn sind, kann dies helfen, eine stärkere Stützstruktur für das Modell zu generieren.
Wenn Sie diesen Wert zu hoch ansetzen, werden die Stützstrukturen sehr dicht und können nur schwer entfernt werden.
Stützstruktur-Schnittstelle
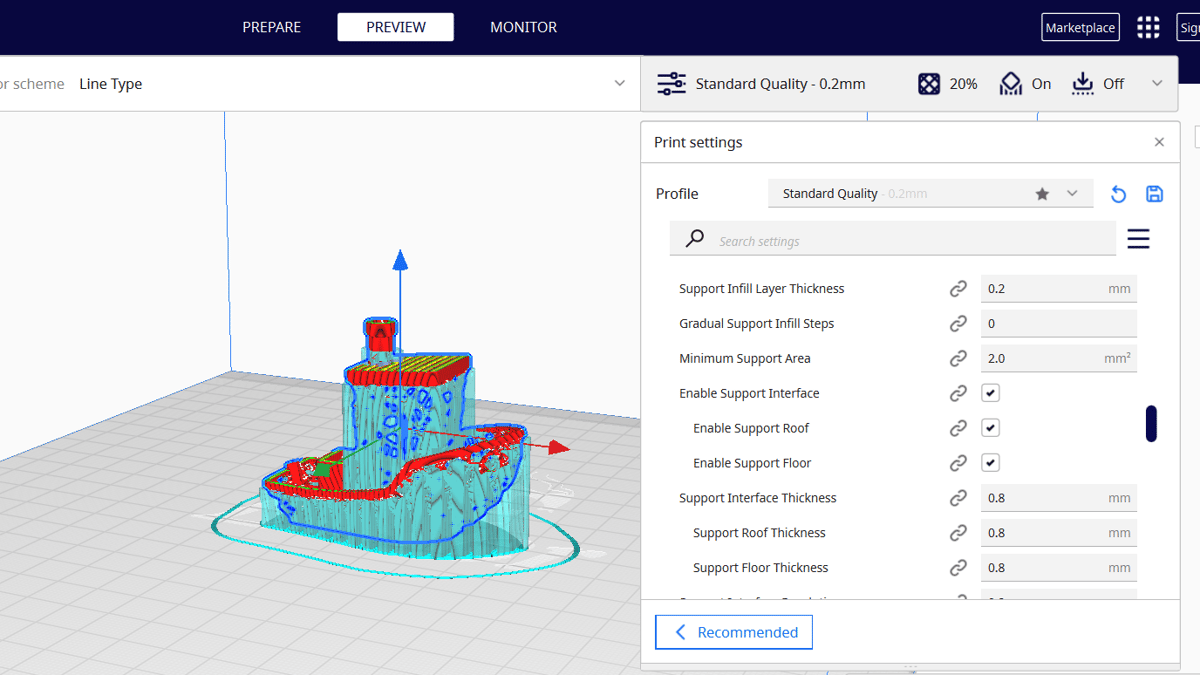
Wenn Sie eine glattere Verbindung zwischen Modell und Stützstruktur benötigen, können Sie die Stützstruktur-Schnittstelle aktivieren. Dies ist eine dichte Schicht auf dem Dach und dem Boden Ihrer Stützstruktur, die für mehr Kontakt zur Oberfläche des Modells sorgt. Sie sollten jedoch dabei bedenken, dass das Entfernen der Stützstrukturen bei aktivierter Stützstruktur-Schnittstelle schwieriger ist.
Mit dieser Cura-Einstellung können Sie die Dicke, die Auflösung, die Dichte, das Muster, den Bereich, die horizontale Ausdehnung und die Linienrichtung der Stützstruktur-Schnittstelle anpassen.
Dimensionierung
Und last, but not least beziehen sich die nachfolgenden Einstellungen auf die Gesamtgröße der Stützstrukturen (sie können so beispielsweise vergrößert oder verkleinert werden).
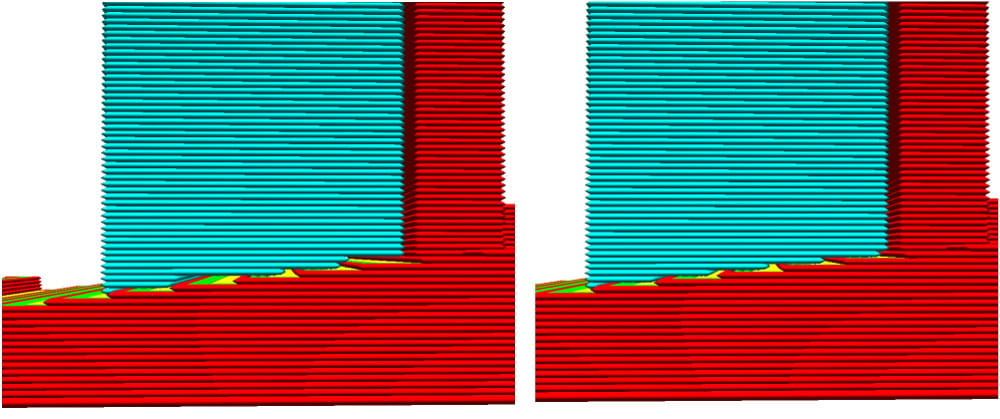
Z-Abstand
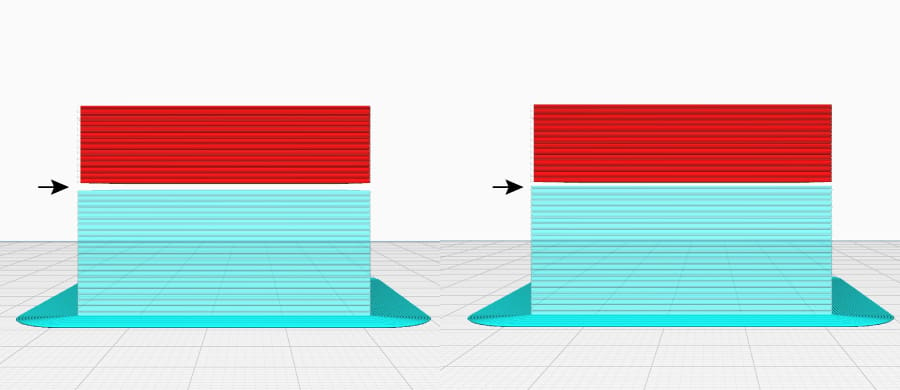
Diese wichtige Einstellung definiert den Abstand von der Ober- und Unterseite der Stützstruktur zum Modell. Diese Einstellung besteht aus zwei Abschnitten: Oberer Abstand und Unterer Abstand.
Ein hoher Wert für diese Abstände ermöglicht eine größere Lücke zwischen dem Modell und der Stützstruktur, wodurch sich eine leichtere Nachbearbeitung ergibt und eine glattere Modelloberfläche entsteht aufgrund der geringeren Anzahl an Kontaktpunkten. Ein niedriger Wert ist nützlich, wenn Sie versuchen komplexe Überhänge, die eine hohe Detailgenauigkeit erfordern, zu stützen. Ein niedrigerer Wert sorgt jedoch dafür, dass die Stützstrukturen nicht so einfach entfernt werden können.
Wie immer sollten Sie ein paar Abstände ausprobieren, um den perfekten Wert für Ihren 3D-Drucker zu finden. Achten Sie nur darauf, dass Ihr Z-Abstand ein Vielfaches Ihrer Schichthöhe ist, sodass Ihr Drucker diesen Abstand akkurat erreichen kann.
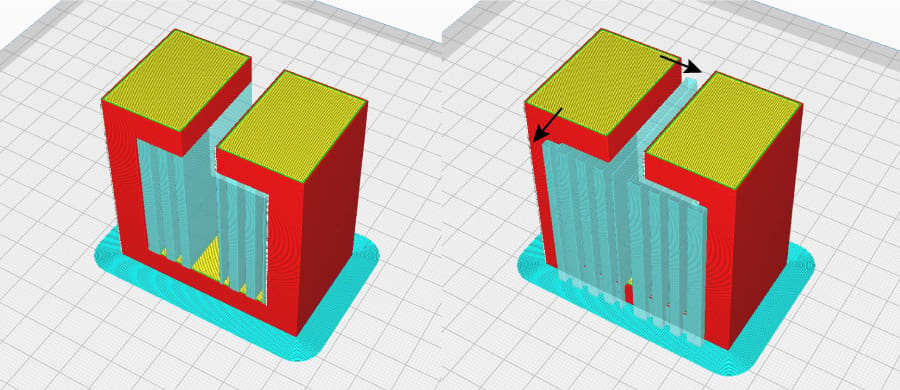
X/Y-Abstand
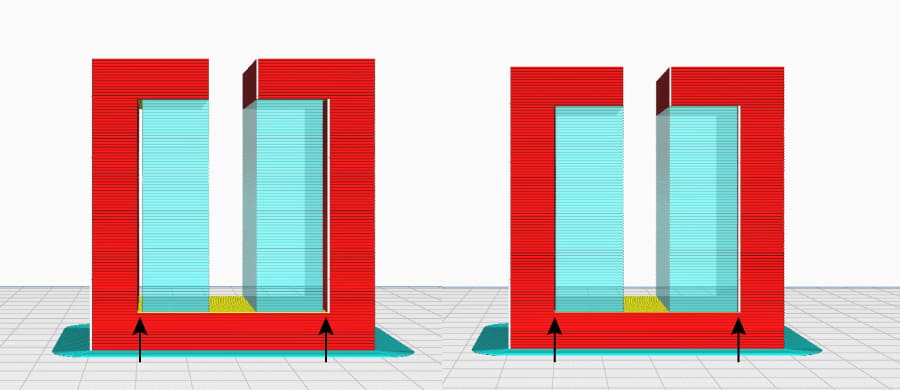
Der X/Y-Abstand ist ähnlich dem Z-Abstand. Sie passt den horizontalen Abstand zwischen einem Modell und seiner Stützstruktur an. Erneut gilt: Je größer der Abstand, desto leichter kann man die Stützstruktur entfernen. Je kürzer die Distanz, desto stärker ist die Stützstruktur.
Typischerweise bedeutet ein größerer X/Y-Abstand ein besseres Oberflächenfinish in vertikalen Abschnitten. Wenn vertikale Elemente in Ihren Drucken durch benachbarte Stützstrukturen aufgeraut werden, versuchen Sie es mit einem höheren X/Y-Abstand.
Ein niedrigerer X/Y-Abstand führt zu einer besseren Stützstruktur für Überhänge, nämlich für diejenigen Stützstrukturen neben vertikalen Oberflächen (rings um die „Achseln“). Sie können jedoch zu unschönen Stellen auf der Oberfläche vertikaler Abschnitte und zu einem sehr schwierigen Nachbearbeitungsprozess führen.
Abstandspriorität
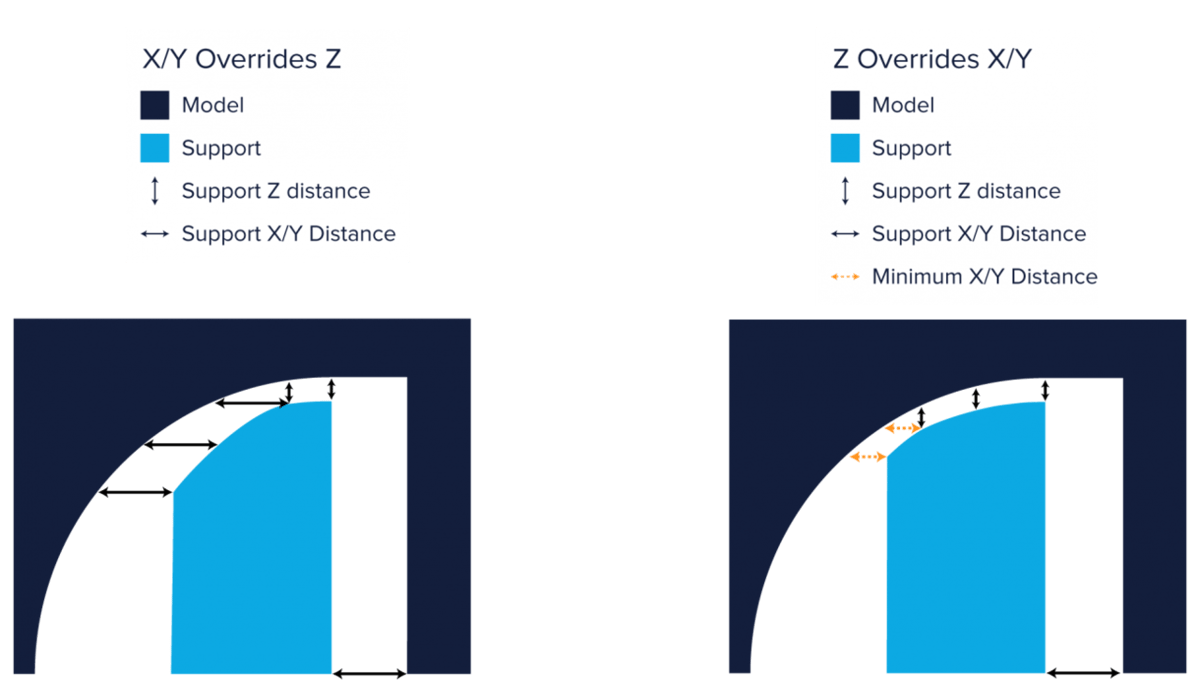
Je nach Art des Überhangs, den Sie drucken möchten, kann der Z-Abstand dem X/Y-Abstand widersprechen. In Cura können Sie jedoch Ihre Priorität in Bezug auf diesen Abstand einstellen, sodass im Fall eines Widerspruchs der wichtigste Abstand beibehalten wird.
Typischerweise ist es besser, wenn Z X/Y überschreibt, da der Z-Abstand das Element ist, das das Modell wirklich aufrecht hält. Sie können diese Überschreibeinstellung jedoch jederzeit ändern, wenn ein bestimmtes Modell dies erforderlich macht.
Sie können auch einen Mindestwert für den X/Y-Abstand einstellen. Dann wird auch bei Priorisierung des Z-Abstands ein Mindestabstand für X/Y beibehalten.
Stufenhöhe
Wenn Sie bei der Platzierung der Stützstrukturen „Überall“ ausgewählt haben, sollten Sie auf jeden Fall die Stufenhöhe beachten. Mit dieser Einstellung legen Sie fest, wie akkurat die Stützstrukturen den Konturen Ihres Modells folgen sollen. Je niedriger die Schritthöhe ist, desto enger ist die Verbindung zum Modell, wodurch die Schnittstellenoberflächen von Stützstrukturen glatter werden. Je größer die Schritthöhe, desto lockerer ist die Verbindung, was wiederum die Entfernung der Stützstrukturen einfacher macht.
Horizontale Erweiterung
Wenn Bereiche, die eine Stützstruktur erfordern, sehr dünn sind, ist es schwierig für Ihren Drucker, robuste Strukturen zu erschaffen, um einen solch kleinen Bereich zu stützen. Diese Einstellung erlaubt es Ihnen, eine horizontale Erweiterung einzurichten, sodass selbst kleine Stützstrukturen angemessen gestützt werden.
Das Einstellen eines großen Wertes für diese Einstellung ergibt immer robustere Stützstrukturen, aber diese Einstellung erfordert jedoch eine höhere Filamentverwendung durch Ihren Drucker.
Lizenz: Der Text von "Cura Stützstrukturen: Die besten Einstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.