
Ender 3 (V2/Pro) Cura-Profil: Die besten Einstellungen

Der Schlüssel zum besten Ender 3 (V2/Pro) Cura-Profil liegt in den richtigen Einstelllungen. Wir zeigen dir, wie das klappt.
Die wohl beliebteste 3D-Drucker-Familie aller Zeiten, der Ender 3, der Ender 3 Pro und der Ender 3 V2 von Creality, bieten alle einen erschwinglichen Einstieg in die Welt des 3D-Drucks. In puncto Geschwindigkeit, Qualität und Druckvolumen können sie es mit einigen höherpreisigen Druckern aufnehmen.
Natürlich erfordert ein Drucker zu diesem Preis etwas Bettnivellierung, manuelle Kalibrierung und vielleicht ein paar Modifikationen. Aber wenn alles automatisch ginge, würde Creality wahrscheinlich die meisten anderen 3D-Drucker (oder sich selbst) arbeitslos machen.
In diesem Artikel erfährst du, wie du das Cura-Profil für deinen Ender-3-Drucker perfekt einstellen kannst – egal, welche Version du hast. Wir schauen uns die wichtigsten Cura-Einstellungen an, erklären jede einzelne von ihnen und bieten einen Preis-Leistungs-Vergleich für die beliebtesten 3D-Druck-Materialien. Los geht’s!

Erste Schritte
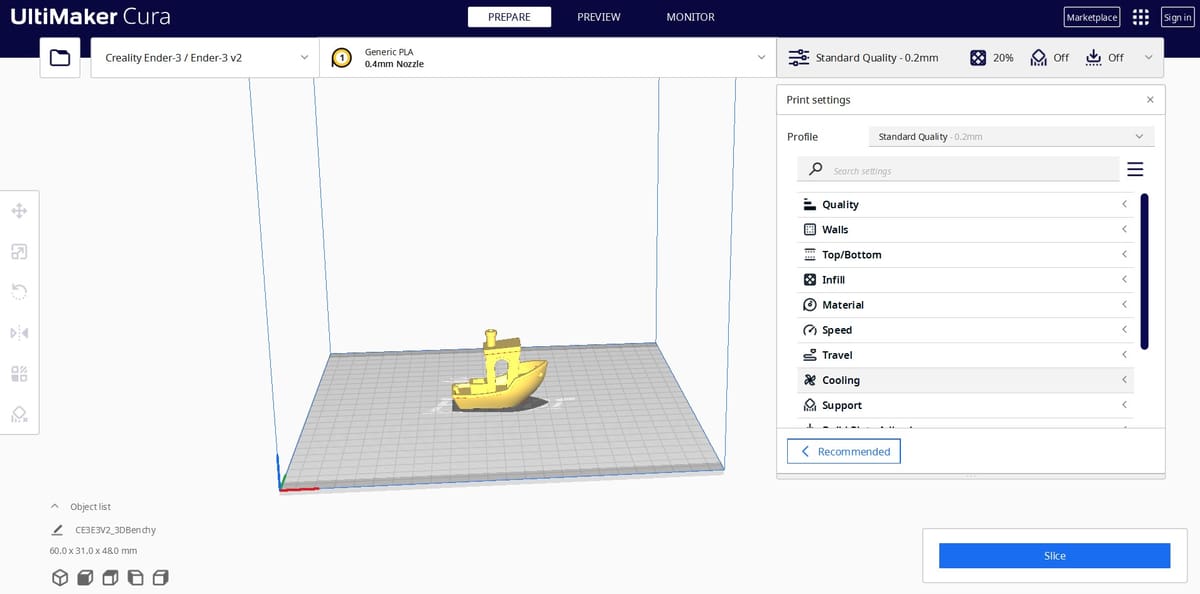
Zunächst ist das für den Ender 3 eingestellte Cura-Standardprofil ausgesprochen gut und eignet sich auch für den Ender 3 V2. Der Ender 3 Pro, genau wie die Ender 3 S1 und S1 Pro, haben ihr eigenes Profil. Je nachdem, welche Maschine du hast, ist das schon mal ein guter Ausgangspunkt. So kannst du das Standardprofil einstellen:
- Klicke auf „Einstellungen > Drucker > Drucker verwalten“.
- Wähle im Eingabefeld zunächst „Neue hinzufügen“ und dann die Option „Kein UltiMaker-Drucker“ aus.
- Scrolle zu „Creality3D“ herunter, erweitere den Abschnitt und wähle Ender 3 oder Ender 3 Pro aus.
Jetzt verfügst du über Standardeinstellungen, aus denen du dein eigenes perfektes Profil erstellen kannst. Natürlich musst du es den entsprechenden Auflösungen und Filamenten anpassen. Als Voreinstellung richten wir dies Profil für PLA ein, aber wir nennen auch die Einstellungen für ABS und PETG.
Es folgt eine kurze Zusammenfassung des von uns empfohlenen Profils, während der Rest des Artikels eine detailliertere Aufschlüsselung der einzelnen Einstellungen enthält.
Das perfekte Ender 3 PLA-Profil:
- Drucktemperatur: 200 °C
- Druckbetttemperatur: 60 °C
- Druckgeschwindigkeit: 50 mm/s
- Schichthöhe: 0,12 mm
- Rückzug: 6 mm bei 25 mm/s
- Infill: 20%
- Geschwindigkeit der ersten Schicht: 20 mm/s
- Anfängliche Lüftergeschwindigkeit: 0%
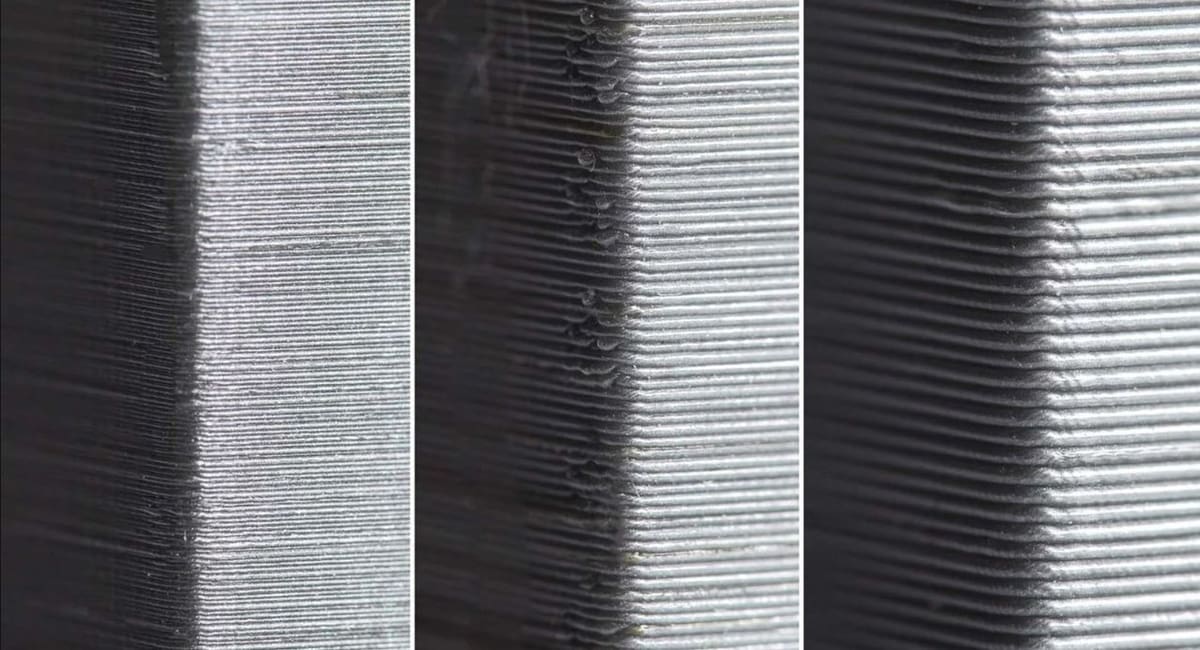
Temperatur des Hotends
Eine der wichtigsten Einstellungen ist die Temperatur. Eine falsche Temperatureinstellung kann zu Über– oder Unterextrusion, Kräuselung, Klecksen oder Pickeln führen. Die meisten PLA-Filamente benötigen mindestens 180 °C für eine reibungslose Extrusion und können sich bis zu 220 °C dehnen, bevor eine Überextrusion zum Problem wird.
Die idealen Temperaturen variieren von Material zu Material (ABS: 220-250 °C, PETG: 220-245 °C), aber auch die Marke des Filaments kann einen Unterschied ausmachen. Bei der Erprobung eines neuen Filaments ist es eine gute Idee, einen Temperaturturm zu drucken. Im Allgemeinen halten wir 200 °C für eine gute Durchschnittstemperatur für PLA.
Denke daran: Ändere immer nur eine Einstellung auf einmal, wenn du deinen Drucker kalibrierst.
Zusammenfassung:
- PLA: 200 °C
- ABS: 230 °C
- PETG: 240 °C
Druckbetttemperatur
Auch die Druckbetttemperatur hängt stark von deinem Material ab. PLA benötigt eigentlich keine Heizung (profitiert aber trotzdem davon), besonders wenn du etwas für die Haftung am Druckbett verwendest, wie Malerklebeband, Haarspray oder Klebstoff. Idealerweise sollte deine Druckbetttemperatur immer höher sein als die Raumtemperatur.
Die Druckbetttemperatur für ABS sollte deutlich höher sein als für PLA, etwa 110 °C. Wenn du deinen Ender 3 für ABS verwendest, musst du wahrscheinlich auch ein Gehäuse bauen, um übermäßige Abkühlung zu vermeiden und Verwölbung und Lagenaufspaltung zu verhindern.
Zusammenfassung:
- PLA: 50 °C
- ABS: 110 °C
- PETG: 70 °C
Geschwindigkeit
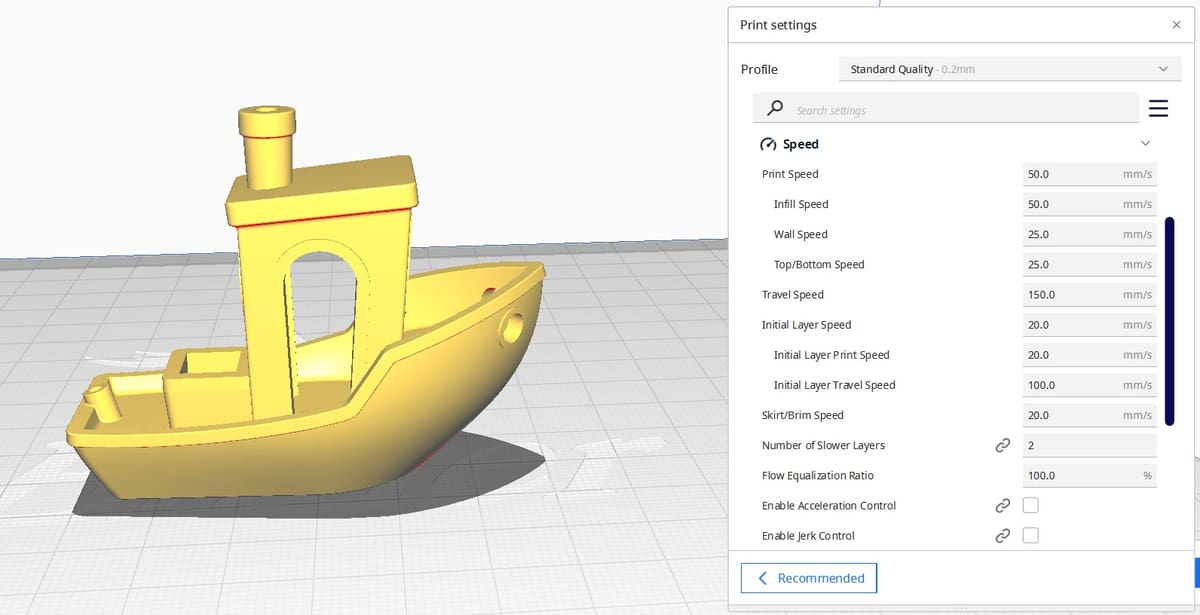
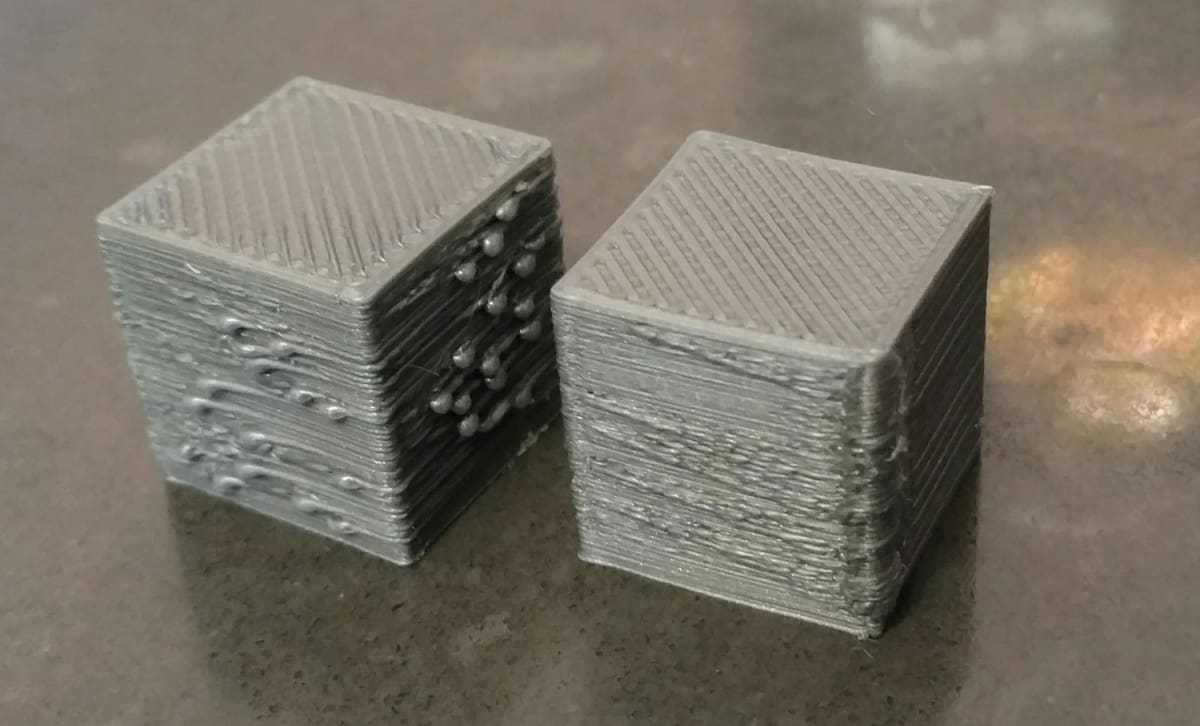
Bei der Suche nach deiner perfekten Druckgeschwindigkeit geht es darum, die Gesamtzeit pro Auftrag mit der Druckqualität in Einklang zu bringen. Mit zunehmender Druckgeschwindigkeit nimmt leider auch die Druckqualität ab. Das liegt daran, dass die Wahrscheinlichkeit, dass ein sich langsamer bewegendes Hot End bei feineren Details etwas durcheinander bringt, viel geringer ist. Andererseits will niemand zwei Wochen auf einen einzigen Druck warten.
Im Durchschnitt drucken die meisten Benutzer PLA zwischen 45 mm/s und 65 mm/s. Du kannst diese Geschwindigkeit erhöhen, indem du OctoPrint und eine alternative Firmware wie Klipper oder Marlin verwendest. Wir empfehlen eine Startgeschwindigkeit von 60 mm/s und eine geringere Einstellung für Ausdrucke, die eine größere Detailgenauigkeit erfordern. Für ABS ist ungefähr die gleiche Druckgeschwindigkeit wie für PLA erforderlich (ideal sind 45 bis 65 mm/s).
Flexible Materialien müssen deutlich langsamer gedruckt werden. Eine Druckgeschwindigkeit von 20 mm/s bis 40 mm/s sollte deine Erfolgschancen drastisch erhöhen. PETG ist etwas zähflüssiger als PLA, und um dem entgegenzuwirken, solltest du deine Druckgeschwindigkeit um etwa 20 mm/s oder ähnliches verringern. 30 bis 55 mm/s funktionieren gut. Am besten fängst du am unteren Ende der Skala an und arbeitest dich hoch.
Für größere Ausdrucke, die weniger Details benötigen, kannst du die Druckgeschwindigkeit auf deinem Ender 3 auf bis zu 120 mm/s erhöhen. Die Geschwindigkeit kann ohne Probleme auf 150 mm/s erhöht werden.
Zusammenfassung:
- PLA: 60 mm/s
- Flexible Materialien (z.B. TPU): 30 mm/s
- PETG: 40 mm/s
- ABS: 60 mm/s
- Geschwindigkeit: 150 mm/s
Schichthöhe
Schichthöhe könnte in Detail umbenannt werden, und das Ergebnis wäre dasselbe. Die Halbierung der Schichthöhe verdoppelt die Druckauflösung. Wenn du die Schichthöhe halbierst, bekommst du doppelt so viele Schichten in einen einzigen Druck.
Die Kehrseite einer höheren Auflösung ist eine deutlich langsamere Druckzeit. Die perfekte Kombination von Druckgeschwindigkeit und Schichthöhe zu finden, ist entscheidend für qualitativ hochwertige Drucke in kurzen Zeiträumen.
Die Schichthöhe kann in „magische Zahlen“ unterteilt werden. Mit den magischen Zahlen sind im Grunde genommen die Schichthöhen gemeint, die jeweils am besten für einen bestimmten Drucker funktionieren. Für die Ender-3-Modelle sind die magischen Zahlen Schritte von 0,04 mm (z.B. 0,08 mm, 0,12 mm, 0,16 mm, 0,20 mm, 0,24 mm).
Kurz gesagt liegt das daran, dass der Z-Achsen-Schrittmotor am Ender 3 das Hot End pro Schritt um 0,04 mm anhebt.
Zusammenfassung:
- Feine Details, langsam: 0,12 mm
- Grobe Details, schnell: 0,20 mm
Rückzug
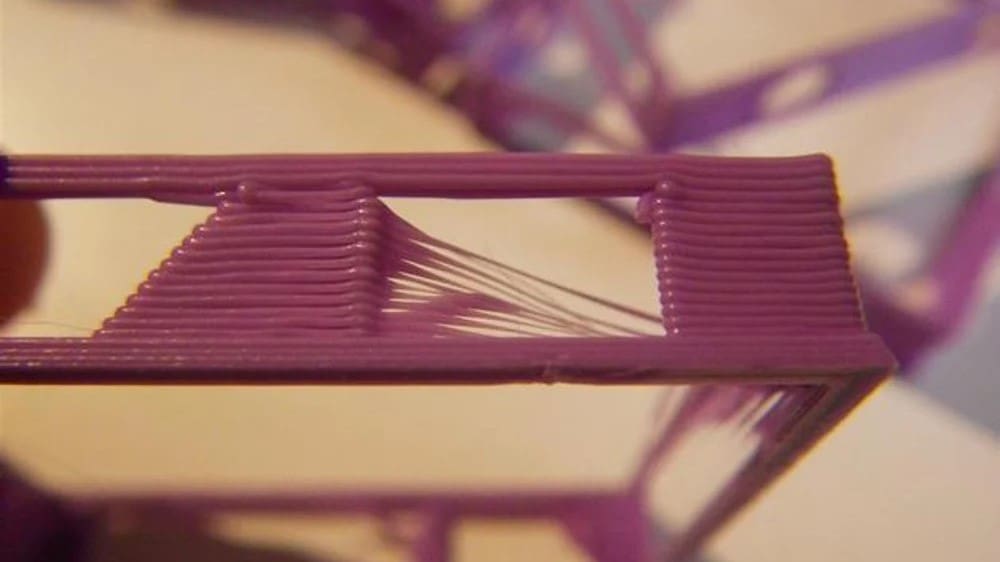
Im Wesentlichen ist der Rückzug ein Werkzeug, das den Extrudermotor umkehrt, um den Druck auf die Düse während des Transports zu entlasten. Ohne Druck auf die Düse sollte hoffentlich kein überschüssiges Material extrudiert werden.
Der Rückzug ist deine beste Waffe gegen das Sickern und den Fadenzug bei Drucken. Der Rückzug ist in zwei Haupteinstellungen unterteilt: Rückzugsweg und Rückzugsgeschwindigkeit.
Eine Zeit lang war es schwer, die perfekte Einstellung zu finden, und der Ender 3 wurde für seinen schrecklichen Fadenzug bekannt. Das liegt jetzt weit in der Vergangenheit, und Online-Benutzer haben eine scheinbar perfekte Rückzugseinstellung für PLA gefunden, einen Weg von 6 mm bei einer Geschwindigkeit von 25 mm pro Sekunde.
PETG bevorzugt einen kürzeren Rückzug, idealerweise etwa 4 mm. ABS profitiert von einem Rückzugsweg von 6 mm, aber einem schnelleren Rückzug mit 40 mm pro Sekunde. Es ist eine gute Idee, mit diesen Einstellungen zu spielen, um die besten für dich zu finden. Um dies zu tun, kannst du auf Thingiverse Testdrucke für den Rückzug finden.
Zusammenfassung:
- PLA: 6 mm bei 25 mm/s
- PETG: 4 mm bei 25 mm/ss
- ABS: 6 mm bei 40 mm/s
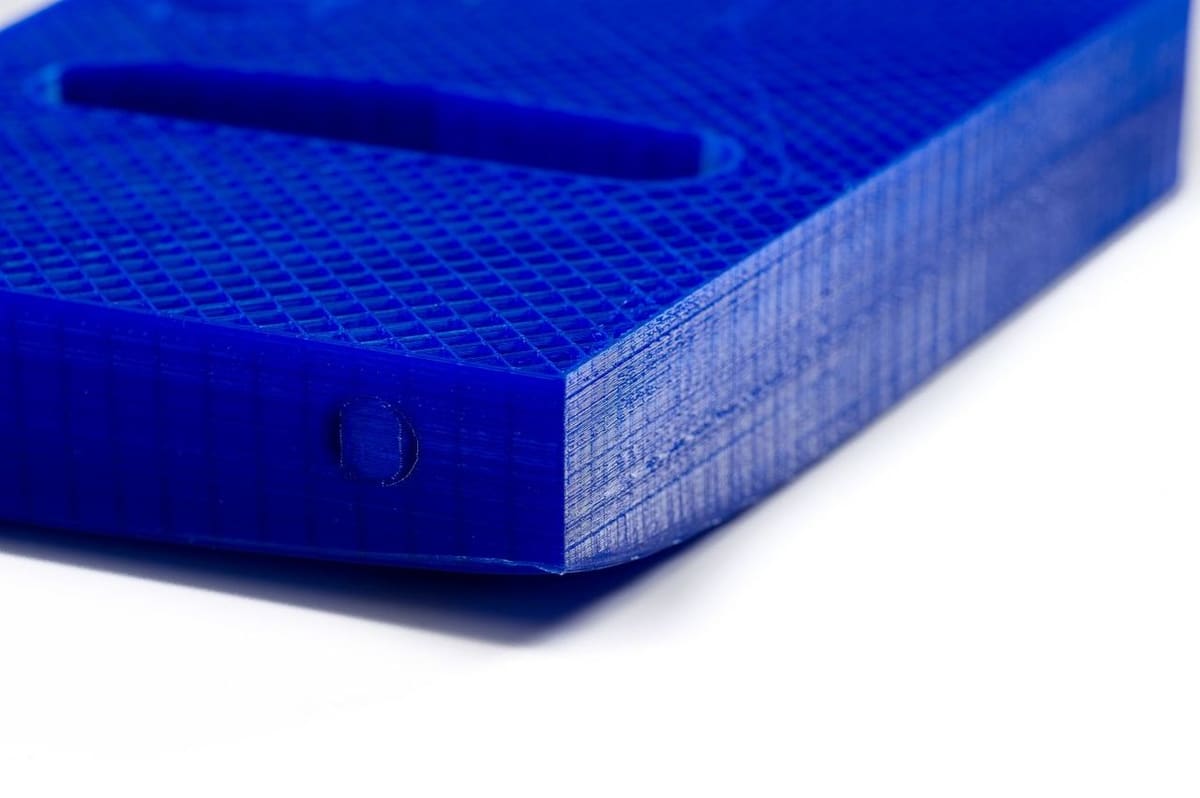
Infill
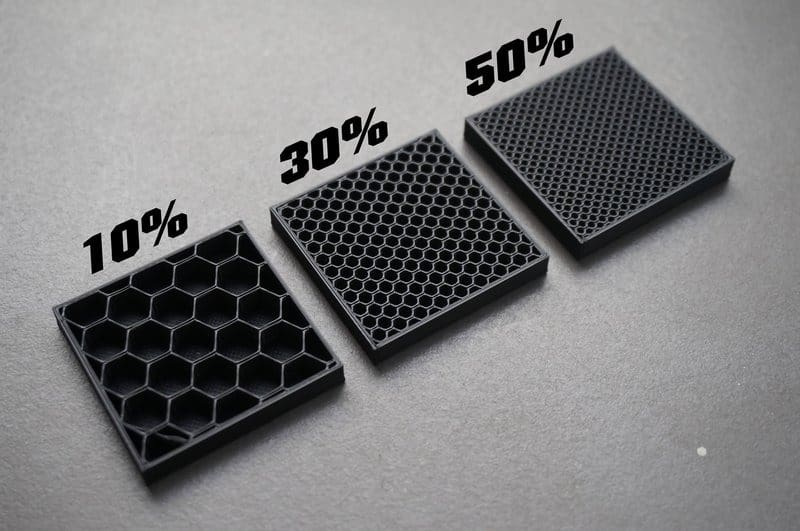
Infill beeinflusst sowohl die Stärke als auch das Gewicht deines Drucks. Es gibt keine ‚perfekte‘ Einstellung für Infill, da es rein vom Zweck des Drucks abhängt. Für leichte, dekorative Drucke kannst du deinen Infill auf 5% oder 10% reduzieren. Das verkürzt die Druckzeit und macht den Druck deutlich leichter.
Für funktionelle Drucke brauchst du eine höhere Füllung, um Stärke und Haltbarkeit zu erhöhen. Irgendwo ab 50% ist ideal. Manche Drucke können sogar 100% Infill erfordern.
Zusammenfassung:
- Dekorative Drucke: 0-15%
- Standarddrucke: 15-30%
- Funktionelle Drucke: 50-100%

Die erste Schicht
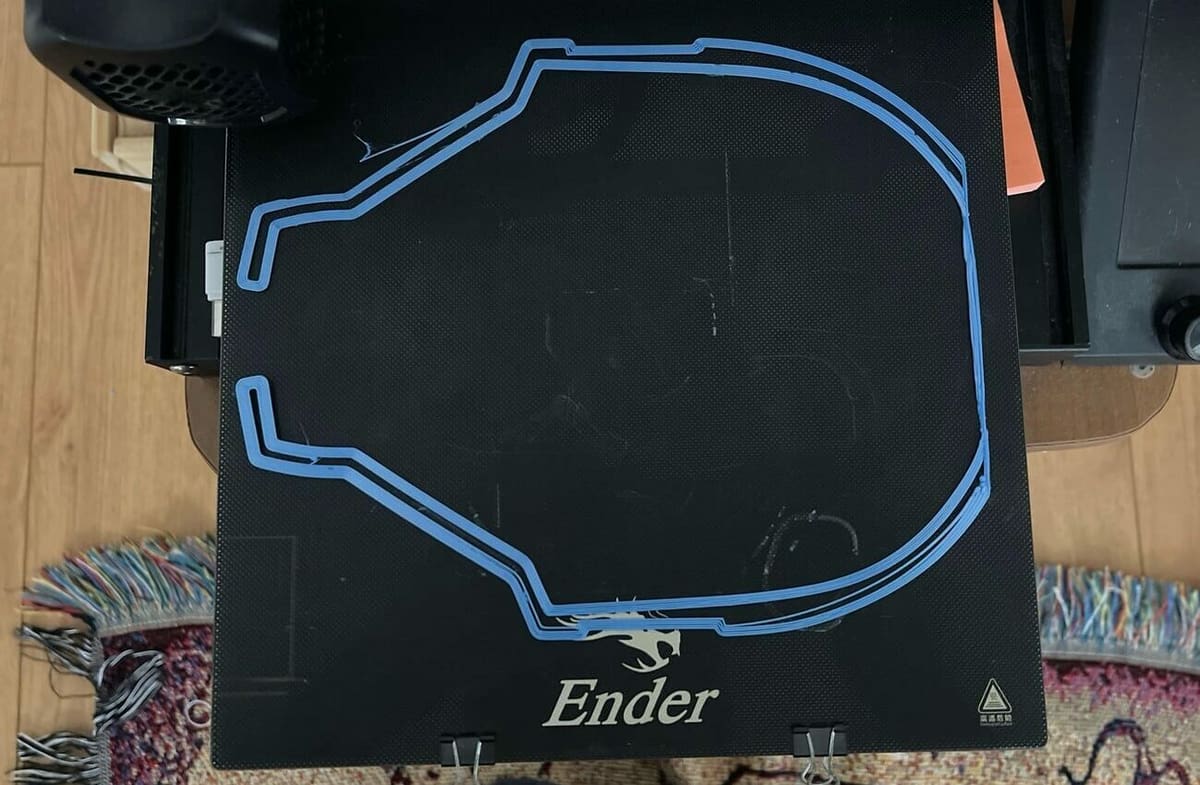
Um eine gute Druckqualität zu erzielen, ist es von größter Wichtigkeit, dass deine erste Schicht effektiv auf dem Druckbett haftet. Schlechte Haftung am Druckbett führt fast jedes Mal zum Scheitern eines Drucks. Daher solltest du deine Einstellungen für die erste Schicht ändern, um sicherzustellen, dass sich der Druck während des Druckvorgangs nicht delaminiert, was viel Zeit und Filament verschwendet.
Die Dicke der ersten Schicht kann auf 0,20 mm oder 0,24 mm erhöht werden, um die Haftung am Druckbett zu verbessern. Die Geschwindigkeit der ersten fünf Schichten sollte auch etwas langsamer als deine normale Druckgeschwindigkeit sein.
Eine langsamere Geschwindigkeit gibt den ersten Schichten mehr Zeit, sich miteinander zu verbinden und am Druckbett zu haften. Das Verringern der Geschwindigkeit der ersten Schicht sollte die Gesamtdruckzeit nicht drastisch beeinflussen, da nur sehr wenige Schichten verlangsamt werden. Wir finden, dass 30 mm pro Sekunde ideal für die Geschwindigkeit der ersten Schicht sind. Reduziere diese Einstellung, wenn du Probleme mit der Druckhaftung hast.
Die anfängliche Lüftergeschwindigkeit sollte auf 0% gesetzt werden. Übermäßiges Abkühlen der ersten Schichten kann dazu führen, dass dein Druck leicht schrumpft oder sich verzieht und dadurch vom Druckbett abspringt.
Zusammenfassung:
- Dicke der ersten Schicht: 0,20 mm oder 0,24 mm
- Geschwindigkeit der ersten Schicht: 30 mm pro Sekunde, reduziere diese Einstellung, wenn du Probleme mit der Druckhaftung hast.
- Anzahl der langsameren Schichten: 5
- Die anfängliche Lüftergeschwindigkeit: 0%
Titelbild: BenNottelling über GitHub
Lizenz: Der Text von "Ender 3 (V2/Pro) Cura-Profil: Die besten Einstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.