
Ender 3 S1 (Pro) Cura-Profil: Die besten Einstellungen

Die besten Einstellungen zu Temperatur, Schichthöhe, Druckgeschwindigkeit und vieles mehr. Erfahre mehr über die besten Cura-Profile für den Ender 3 S1 und S1 Pro.
Der Creality Ender 3 S1 und der S1 Pro sind Crealitys aktuellste Versionen des originalen 3D-Druckers Ender 3 und verfügt als solche über eine Reihe von Upgrades, die bei den vorherigen Versionen noch nicht zur Verfügung standen. Der Ender 3 S1, der etwa 265 € kostet, und der S1 Pro, der etwa 350 € kostet, besitzen jede Menge neue Hardware, die für eine bessere Druck-Performance und Bedienbarkeit der Geräte sorgt, darunter eine Federstahl-Druckplatte, einen Extruder mit Direktantrieb und einen Filamentsensor.
Aber auch mit der besten 3D-Drucker-Hardware werden deine Drucke nur dann gut, wenn du in deinem Slicer die passenden Einstellungen festlegst. UltiMaker Cura ist der beliebteste Slicer für FDM-3D-Drucker. In seinen Slicer-Profilen kannst du viele Einstellungen anpassen, sodass neue Hardware, wie zum Beispiel ein Extruder mit Direktantrieb, berücksichtigt werden kann. Außerdem bietet Cura 5.3 vorinstallierte Slicer-Profile für viele Creality-Drucker, darunter auch für den Ender 3 S1 und den S1 Pro.
In diesem Artikel zeigen wir dir das perfekte Cura-Profil für den Ender 3 S1 und den S1 Pro. Wir gehen dabei auf die verschiedenen Einstellungen ein und erklären, warum wir uns jeweils dafür entschieden haben. Unsere empfohlenen Cura-Einstellungen sind ein guter Ausgangspunkt für den Ender 3 S1 und den S1 Pro, aber es müssen gegebenenfalls noch kleinere Anpassungen vorgenommen werden, um die Druckqualität weiter zu verbessern. Viel Spaß damit!

Die perfekten Profile
Nachfolgend siehst du zunächst eine Zusammenfassung der finalen Profile für einige beliebte Filamente. Wir weisen darauf hin, dass diese Profile ausschließlich Startpunkte sind, die für die meisten Nutzer zwar funktionieren, aber dennoch gegebenenfalls noch leicht angepasst werden müssen.
PLA
- Düsentemperatur: 210 ℃
- Druckbetttemperatur: 60 °C
- Schichthöhe: 0,2 mm
- Druckgeschwindigkeit: 60 mm/s
- Geschwindigkeit der ersten Schicht: 20 mm/s
- Bewegungsgeschwindigkeit: 110 mm/s
- Rückzug: 0,8 mm bei 45 mm/s
- Druckbetthaftung: Brim
- Brim-Breite: 4 mm
ABS
- Düsentemperatur: 235 ℃
- Druckbetttemperatur: 100 °C
- Schichthöhe: 0,2 mm
- Druckgeschwindigkeit: 40-60 mm/s
- Geschwindigkeit der ersten Schicht: 20 mm/s
- Bewegungsgeschwindigkeit: 110 mm/s
- Rückzug: 0,8 mm bei 45 mm/s
- Druckbetthaftung: Brim
- Brim-Breite: 4 mm
PETG
- Düsentemperatur: 240 ℃
- Druckbetttemperatur: 70 °C
- Schichthöhe: 0,2 mm
- Druckgeschwindigkeit: 40-60 mm/s
- Geschwindigkeit der ersten Schicht: 20 mm/s
- Bewegungsgeschwindigkeit: 110 mm/s
- Rückzug: 0,9 mm bei 40 mm/s
- Druckbetthaftung: Brim
- Brim-Breite: 4 mm
Importieren von Profilen
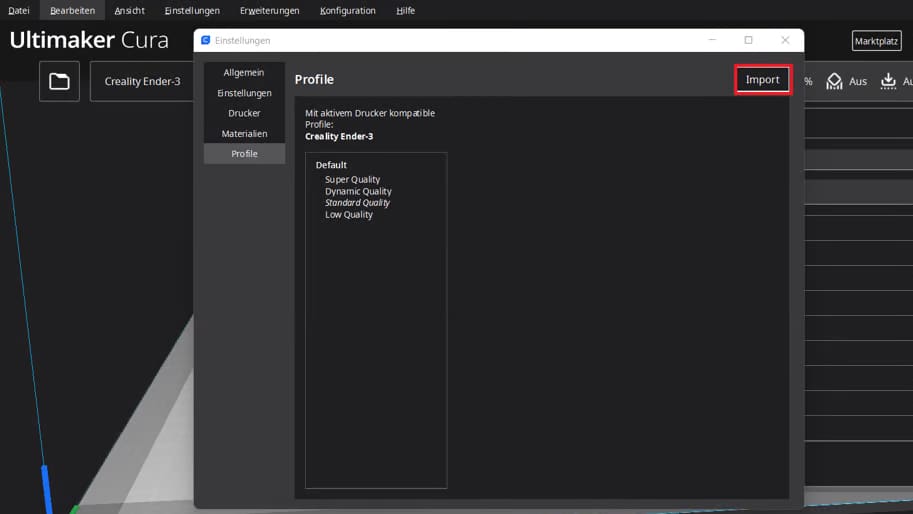
Die Slicer-Profile für den Ender 3 S1 und den S1 Pro sind in Cura 5.3 und neueren Versionen vorinstalliert, aber du kannst die Profile auch online herunterladen und in den Slicer importieren. Da der Ender 3 S1 und der S1 Pro allerdings noch sehr neu sind, gibt es für beide noch nicht so viele verfügbare Optionen. Stattdessen kannst du aber ein von Enthusiasten wie Chep eingerichtetes Slicer-Profil für den Ender 3 (Pro oder V2) herunterladen und ein paar Änderungen (z. B. am Rückzug) vornehmen, um das Profil bei deinem Drucker nutzen zu können.
Solltest du bereits ein gutes Slicer-Profil für einen der Vorgänger des Ender 3 S1 haben, kannst du auch dieses Profil hernehmen und daran herumtüfteln, um es für den Ender 3 S1 oder für den S1 Pro passend zu machen. Hierfür musst du das Profil des älteren Ender 3 in Cura auswählen und auf „Create profile from current settings/overrides…“ klicken, um die ursprünglichen Einstellungen nicht zu löschen.
Erste Schritte
Bevor wir uns mit den verschiedenen Einstellungen für den Ender 3 S1 oder den S1 Pro beschäftigen, sehen wir uns noch einmal kurz an, wie du Cura für deinen Drucker einrichten kannst. Nachfolgend zeigen wir dir Schritt für Schritt, wie du Cura herunterladen und für deinen Ender 3 S1 oder deinen S1 Pro erstmals einrichten kannst. Solltest du Cura bereits installiert haben, kannst du diese Schritte natürlich auch überspringen.
- Gehe auf die UltiMakers Download-Seite. Cura ist kompatibel mit Windows, MacOS und Linux, es sollte also auch auf deinem Gerät laufen.
- Klicke auf „Download for free“ und befolge die auf deinem Gerät angezeigten Anweisungen, um die Anwendung zu installieren.
- Öffne Cura nach Abschluss der Installation.
- Solltest du beim Öffnen des Programms nicht automatisch dazu aufgefordert werden, klicke links oben auf die Schaltfläche „Einstellungen“, öffne den Tab „Drucker“ und klicke dann auf „Drucker hinzufügen“.
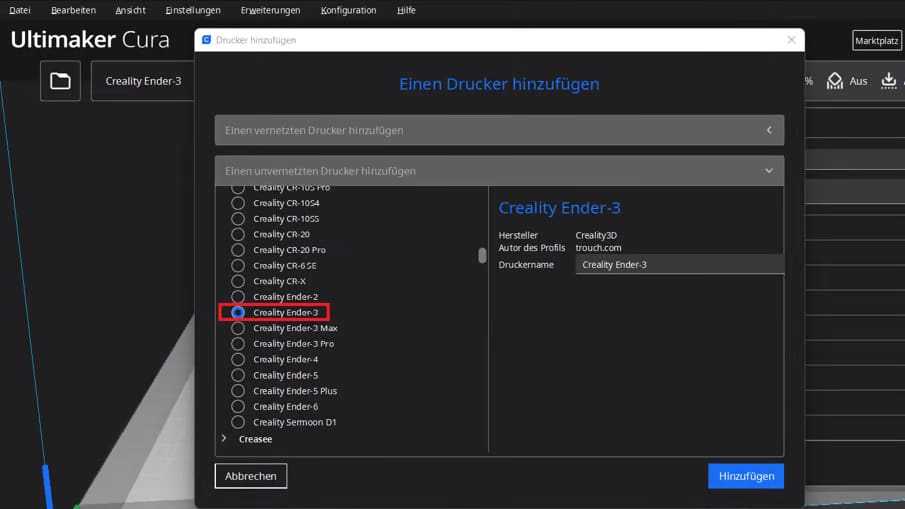
- Wähle „einen unvernetzten Drucker hinzufügen“ aus.
- Scrolle nach unten bis zur Option „Creality3D“ und klicke darauf, um ein Drop-down-Menü zu öffnen.
- Wähle die Option „Creality Ender-3 S1“ oder „Creality Ender-3 S1 Pro“. (Sollten diese Optionen nicht verfügbar sein, solltest du auf die Version Cura 5.3 oder eine neuere Version aktualisieren.)
- Klicke auf „Hinzufügen“ und dann auf „Weiter“.
Cura ist nun eingerichtet. Du solltest aber noch sicherstellen, dass alle Einstellungen sichtbar sind:
- Klicke rechts oben auf die Druckeinstellungen-Schaltfläche, um ein Drop-down-Menü zu öffnen.
- Klicke dann auf die drei waagerechten Balken. Klicke dann auf „All“, damit dir alle verfügbaren Einstellungen angezeigt werden.
Nun, da du Cura für einen Ender 3 eingerichtet hast, können wir uns die spezifischen Einstellungen ansehen, die wir für deinen Ender 3 S1 oder deinen S1 Pro ändern müssen!
Düsentemperatur

Die vielleicht wichtigste Einstellung für einen 3D-Drucker ist die der Düsentemperatur, die oftmals auch als Hotend- oder Drucktemperatur bezeichnet wird. Diese Einstellung legt fest, auf welche Temperatur die Extruderdüse des 3D-Druckers aufgeheizt wird, um das Filament zu schmelzen, das in das Hotend gezogen wird. Die zu verwendende Düsentemperatur hängt ganz von dem Filament ab, mit dem du druckst.
Je höher die Düsentemperatur, desto schneller kann das Filament geschmolzen und extrudiert werden. Wird eine zu hohe Temperatur gewählt, kann dies zur Überextrusion führen; wird hingegen eine zu niedrige Temperatur eingestellt, besteht das Problem der Unterextrusion.
Für PLA, das am häufigsten verwendete 3D-Druck-Filament, empfehlen wir eine Temperatur zwischen 180 und 220 °C. Bei ABS und PETG – zwei weiteren, ebenfalls sehr beliebten Materialien – funktionieren Temperaturen zwischen 220 und 250 °C bzw. 220 und 245 °C am besten. Die Filamenthersteller geben im Normalfall ihre eigenen Temperaturempfehlungen an, welche du bei der Wahl der Temperatur berücksichtigen solltest.
- PLA: 210 °C
- ABS: 235 °C
- PETG: 240 °C
Druckbetttemperatur
Die Druckbetttemperatur ist ebenfalls ein sehr wichtiger Aspekt für alle 3D-Drucker mit einem beheizten Druckbett, zu denen auch der Ender 3 S1 und der S1 Pro zählen. Die Druckbetttemperatur hat Einfluss auf die Haftung des Drucks am Druckbett; je heißer das Druckbett ist, desto besser haftet das geschmolzene Filament darauf. Ist das Druckbett zu kalt, kann es zu Haftungsproblemen wie zum Beispiel einer Verwölbung kommen. Ist es jedoch zu heiß, kann dies zu einem sogenannten „Elefantenfuß“ führen. So oder so, beides ist der Qualität deines Drucks abträglich.
Wie auch bei der Düsentemperatur werden für unterschiedliche Materialien unterschiedliche Druckbetttemperaturen benötigt. Für PLA empfehlen wir eine Druckbetttemperatur von 60 °C, für ABS 100 °C und für PETG 70 °C.
- PLA: 60 °C
- ABS: 100 °C
- PETG: 70 °C
Schichthöhe

Über die Schichthöhe-Einstellung legst du die Höhe jeder gedruckten Schicht fest. Im Prinzip bedeutet eine größere Schichthöhe einen robusteren Druck, wohingegen Drucke mit geringeren Schichthöhen detailreicher sind, da das Modell aus mehr Schichten besteht. Diese Einstellung wirkt sich außerdem deutlich auf die Druckzeit aus, denn eine größere Schichthöhe ist gleichbedeutend mit insgesamt weniger Schichten, wodurch der Druck schneller fertig ist.
Bei PLA, ABS, PETG und im Prinzip auch allen anderen Filamentarten bietet eine Schichthöhe von 0,2 mm eine großartige Balance zwischen Druckzeit, Festigkeit und Detailgenauigkeit. Solltest du diesen Wert ändern wollen, wäre eine Änderung in 0,04-mm-Schritten ratsam, da dies genau der Distanz entspricht, die die Schrittmotoren des Ender 3 S1 bei einem einzelnen Schritt zurücklegen. Wenn du die Druckzeit verkürzen möchtest, versuche es mal mit einer Schichthöhe von 0,24 oder 0,28 mm. Bei detaillierteren Modellen sollte eine Schichthöhe von 0,16 oder 0,12 mm gut funktionieren.
- Detailliert: 0,16 mm
- Ausgewogen: 0,2 mm
- Robust: 0,24 mm
Druckgeschwindigkeit
Die Druckgeschwindigkeit bestimmt, wie schnell dein 3D-Drucker das Filament extrudiert. Je höher dieser Wert ist, desto schneller werden deine Drucke fertig. Zwar sind wir alle keine großen Fans von langen Druckzeiten, aber das Erhöhen der Druckgeschwindigkeit wirkt sich im Normalfall nicht gerade sehr positiv auf die Druckqualität aus, da das Filament dabei weniger Zeit hat, um sich „hinzulegen“, und auch mit mehr Druck aus dem Extruder gedrückt wird. Außerdem kann eine hohe Druckgeschwindigkeit zu einer Unterextrusion führen, wenn die Düsentemperatur nicht ebenfalls entsprechend angepasst wird, denn das Filament hat dann nicht genug Zeit, um zu schmelzen.
Aber auch eine zu geringe Druckgeschwindigkeit kann zu Problemen führen, vor allem zum sogenannten „Heat Creep“. Ein Heat Creep ist ein Druckfehler, bei dem die Hitze der Extruderdüse das Hotend „hochkriecht“ und das Filament schon schmilzt, bevor es dies eigentlich sollte. Dies führt dann zu einer Verstopfung im Hotend.
Die optimale Druckgeschwindigkeit hängt sowohl vom verwendeten Filament als auch von der Temperatur ab. Wenn du die Temperaturen nutzt, die wir weiter oben empfohlen haben, eignet sich für PLA am besten eine Geschwindigkeit von 60 mm/s. ABS und PETG härten etwas langsamer aus, weswegen eine Geschwindigkeit zwischen 40 und 60 mm/s besser geeignet ist.
Wir wollen hier auch noch darauf hinweisen, dass deine ersten paar Schichten eines Drucks deutlich langsamer als der Rest gedruckt werden sollten, damit dein Modell über eine ordentliche Basis verfügt. In Cura kannst du dies mithilfe der Option „Initial Layer Speed“ festlegen. Hier empfehlen wir eine Geschwindigkeit von 20 mm/s.
Zu guter Letzt ist auch die Bewegungsgeschwindigkeit ein wichtiger Aspekt beim Ender 3 S1. Sie bestimmt, wie schnell der 3D-Drucker seine Bestandteile (Druckkopf und Druckbett) bewegt, wenn gerade nicht gedruckt wird. Der S1 verfügt über einen Extruder mit Direktantrieb, was bedeutet, dass sich der Extruder und das Hotend beide im beweglichen Druckkopf befinden. Das bedeutet gleichzeitig aber auch, dass der Druckkopf schwerer ist als bei einem Extruder ohne Direktantrieb. Aus diesem Grund empfehlen wir eine geringfügig niedrigere Bewegungsgeschwindigkeit als üblich: etwa 110 mm/s.
- Druckgeschwindigkeit für PLA: 60 mm/s
- Druckgeschwindigkeit für ABS: 40-60 mm/s
- Druckgeschwindigkeit für PETG: 40-60 mm/s
- Geschwindigkeit der ersten Schicht: 20 mm/s
- Bewegungsgeschwindigkeit: 110 mm/s
Rückzug

Der Rückzug ist eine der eher komplizierteren Druckeinstellungen in Cura. Im Prinzip bestimmt der Rückzug, wie viel Filament vom Extruder aus dem Hotend zurückgezogen wird. Üblicherweise geschieht dies, wenn sich der Drucker bewegt, ohne dass dabei gerade gedruckt wird. Das sorgt dafür, dass überschüssiges Material aufgrund des aufgebauten Drucks im Hotend nicht aus der Extruderdüse herausläuft.
Der Rückzug lässt sich in Cura primär über zwei Einstellungen regeln: die Rückzugsdistanz und die Rückzugsgeschwindigkeit. Ersteres bestimmt die Distanz, um die das Filament vom Extruder zurückgezogen wird, wohingegen durch Letzteres bestimmt wird, wie schnell sich der Extruder beim Rückzug bewegt.
Wie bereits erwähnt haben der Ender 3 S1 und der S1 Pro einen Extruder mit Direktantrieb, weswegen sich dieser auch direkt über dem Hotend befindet. Die Bewegungen von Extrudern mit Direktantrieb sind im Vergleich zu den Bowden-Extrudern, die bei vorherigen Ender-3-Versionen zum Einsatz kamen, deutlich präziser.
Daher kannst du beim Ender 3 S1 und S1 Pro eine viel kleinere Rückzugsdistanz nutzen als beim originalen Ender 3, dem Ender 3 Pro oder dem Ender 3 V2. Dies ist gut, denn eine kleinere Rückzugsdistanz bedeutet auch eine kürzere Druckzeit und reduziert zugleich die Fadenbildung beim Drucken.
Für den Extruder des Ender 3 S1 und des S1 Pro empfehlen wir eine Rückzugsdistanz von 0,8 mm für PLA und ABS. Bei PETG solltest du 0,9 mm festlegen, da dieses Material häufiger Fäden bildet. Was die Rückzugsgeschwindigkeit angeht, sollten 45 mm/s für PLA und ABS und 40 mm/s für PETG perfekt funktionieren.
- PLA: 0,8 mm bei 45 mm/s
- ABS: 0,8 mm bei 45 mm/s
- PETG: 0,9 mm bei 40 mm/s
Druckbetthaftung
Die letzte Cura-Einstellung, die wir uns für den Ender 3 S1 und den S1 Pro im Detail anschauen werden, ist die Druckbetthaftung. Über diese Einstellung kannst du in Cura festlegen, ob du lieber mit Skirts, Brims oder Rafts dafür sorgen möchtest, dass deine Drucke auf der Druckplatte haften bleiben.
Die erste Option ist ein Skirt, also eine Umrandung um das Modell herum. Ein Skirt sorgt genau genommen nicht dafür, dass das gedruckte Modell besser auf dem Druckbett haftet, aber du kannst damit überprüfen, ob dein 3D-Drucker das Filament wie gewünscht extrudiert. Über Cura kannst du die Mindestlänge des Skirts festlegen und bestimmen, aus wie vielen Linien (also Umrundungen des Modells durch die Extruderdüse) der Skirt bestehen soll.
Die zweite Option, ein Brim, ist ähnlich wie ein Skirt, mit dem Unterschied, dass dieser mit der Basis des Modells verbunden ist. Durch einen Brim wird zusätzliches Filament verbraucht und die druckzeit verlängert, aber er kann dazu beitragen, dass die erste Schicht eines Drucks auf der Bauplatte haften bleibt.
Die dritte und letzte Option ist ein Raft. Ein Raft ist wie ein separater Druck unter dem tatsächlichen Modell, der aus einer kleinen, mehrschichtig gedruckten Oberfläche besteht, die sowohl auf der Druckplatte als auch an der Unterseite deines Modells haftet. Bei einem Raft wird sehr viel zusätzliches Filament verbraucht und der Druck dauert deutlich länger. Außerdem kann er unter Umständen nur schwer vom tatsächlichen Modell entfernt werden. Dafür wirst du mit einem Raft aber fast schon garantiert keine verwölbten Seiten haben und dein Modell wird auf dem Druckbett haften bleiben.
Für die meisten Drucke empfehlen wir einen Brim, da dieser einen guten MIx aus Haftung, relativ geringem Filamentverbrauch und nicht zu viel zusätzlicher Druckzeit darstellt. In Cura kannst du den Brim neben ein paar anderen relevanten Einstellungen im Drop-down-Menü auswählen. Wir empfehlen einen 4 mm breiten Brim.
- Druckbetthaftung: Brim
- Brim-Breite: 4 mm
Weitere Einstellungen
Es gibt auch noch eine Reihe weiterer Cura-Einstellungen für den Ender 3 S1 und den S1 Pro, auf die wir noch kurz eingehen möchten. Diese Einstellungen sind im Gegensatz zu den oben genannten nicht speziell für den Ender 3 S1 und den S1 Pro, aber dennoch wichtig. Nachfolgend haben wir einige dieser Einstellungen mit einer kurzen Beschreibung aufgelistet.
- Wände bestimmen die generelle Schichtdicke zwischen der Füllung und der Außenfläche eines gedruckten Modells. Je mehr dieser Wände du hast, desto stärker ist dein Modell, aber desto länger ist auch die Druckzeit. Wir empfehlen eine Wandstärke zwischen 1 und 2 mm, aber du kannst dir unsere Artikel zur Wanddicke und zu den Wänden durchlesen, um mehr zu erfahren.
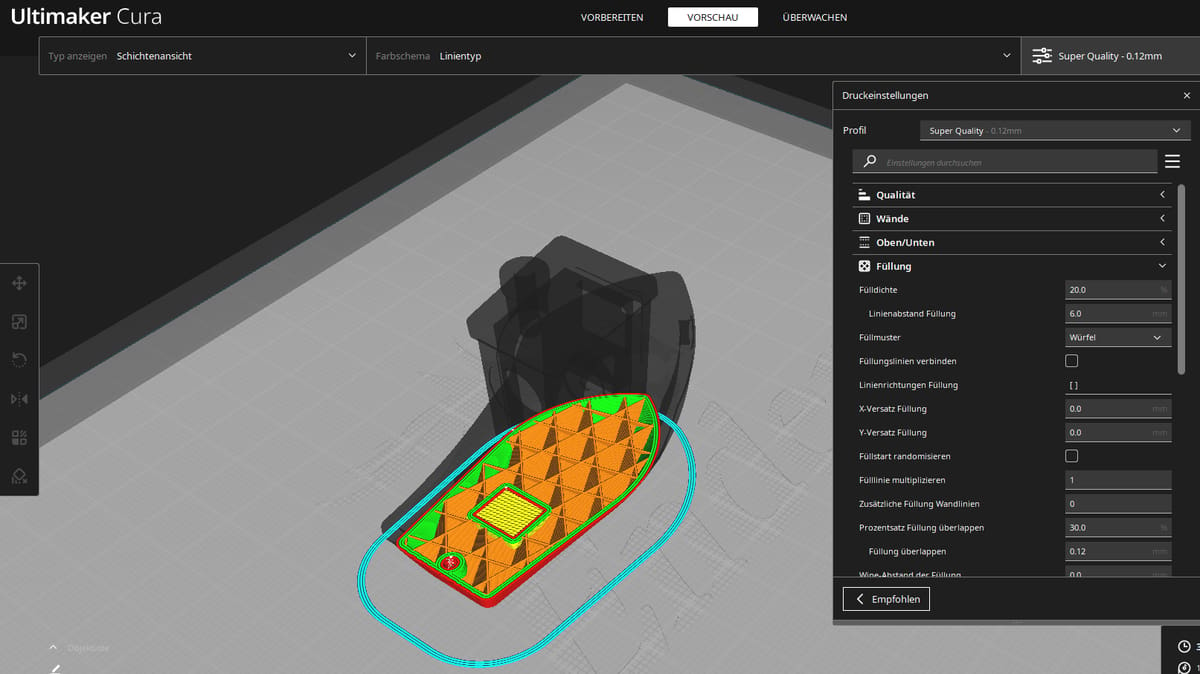
- Als Füllung bezeichnet man die Füllung von 3D-Drucken. Diese wird primär über zwei Einstellungen festgelegt: der Fülldichte und das Füllmuster. Ersteres legt den prozentualen Anteil fest, zu dem das Innere eines Modells gefüllt ist, wohingegen Letzteres das Muster bestimmt, mit dem die Füllung gedruckt wird. Cura bietet eine Vielzahl an Füllmustern, wie Gyroid und 3D-Quer, aber insgesamt stellen die Gitter- und Würfelmuster bei einer Dichte von 10 bis 30 % wohl die besten Optionen dar. Lies dir unsere Artikel zu den Cura-Füllmustern und der Füllung durch, um mehr über diese Slicer-Einstellungen zu erfahren.
- Das Combing ist eine wenig beachtete Slicer-Einstellung, die festlegt, welchen Weg der Druckkopf von einem Druckpunkt zum nächsten zurücklegt. Es gibt ein paar Combing-Modi, bei denen Modellverformungen wie das Fädenziehen wahrscheinlicher auftreten, aber die Option „Innerhalb der Füllung“ ist eine ausgezeichnete Wahl. Solltest du mehr zu dieser Einstellung erfahren wollen, lies dir unseren Ratgeber zu den Combing-Modi in Cura durch, in dem wir jeden Modus und dessen Vorteile näher beleuchten.
- Das Ironing, oder Glätten ist eine weitere Einstellung in Cura, die wenig Beachtung erfährt. Hierbei handelt es sich um einen speziellen Druckmodus, bei dem die Hitze der Extruderdüse genutzt wird, um die Schichtenlinien auf den Außenflächen zu verschmelzen, wodurch das Modell eine bessere Oberfläche erhält. Im Normalfall ist das Ironing deaktiviert, aber wenn dein Modell eine extrem glatte Oberfläche haben soll, solltest du diese Einstellung aktivieren. In unserem Artikel zum Ironing in Cura kannst du mehr darüber erfahren.
- Unter den Optionen Sonderfunktionen und Experimentell sind in Cura die eher außergewöhnlichen und einzigartigen Einstellungen zu Hause. Diese Einstellungen haben üblicherweise nur sehr beschränkte Anwendungsgebiete, aber sie können nichtsdestotrotz sehr hilfreich sein. Die Option „Spiralisieren der äußeren Konturen“ (auch bekannt als der Vasenmodus) sorgt zum Beispiel für glatte Drucke mit einer einzigen Wand, was sich vor allem für Vasen und ähnliche Modelle bestens eignet. Sieh dir diese Modi und Einstellungen an, wenn du mit deinem Ender 3 S1 oder S1 Pro und dessen Druckkapazitäten ein wenig herumexperimentieren und Spaß haben willst.
Lizenz: Der Text von "Ender 3 S1 (Pro) Cura-Profil: Die besten Einstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.