Ender 3 (V2/Pro) & TPU: 3D-Druck mit flexiblen Filamenten

3D-Druck mit flexiblen Filamenten hat am Anfang aber seine Tücken. Hier sind die optimalen TPU-Einstellungen für den Ender 3 (V2/Pro).
3D-Druck-Neulinge steigen oft mit PLA ein, weil es sich gut mit dem Material arbeiten lässt. Während PLA teilweise exzellente Druckergebnisse liefert, wirst du für spezielle Projekte sicher auch mal Materialien mit anderen Eigenschaften benötigen.
Und hier kommen jetzt die flexiblen Filamente ins Spiel. TPU ist ein Beispiel für ein flexibles Material, mit dem du verschiedene Modelltypen drucken kannst. Von Reifen für ferngesteuerte Autos bis hin zu Untersetzern: Dieses Material öffnet Tür und Tor für ungeahnte 3D-Druck-Möglichkeiten.
In Foren liest man oft davon, dass der Ender 3, der Ender 3 Pro und der Ender 3 V2 aufgrund ihrer Bauweise nicht in der Lage sein sollen, TPU oder anderes flexibles Filament zu verarbeiten. Der Extruder, das Bowden-System und das Hotend sollen, so wird häufig geschrieben, in der einen oder anderen Hinsicht unzureichend sein.
Es gibt aber Hardware-Anpassungen, die jedes dieser Probleme mit TPU lösen können. In diesem Artikel zeigen wir dir alle Optionen, mit denen du mit deinem Ender 3 mühelos mit TPU arbeiten kannst.

Der Aufbau des Extruders
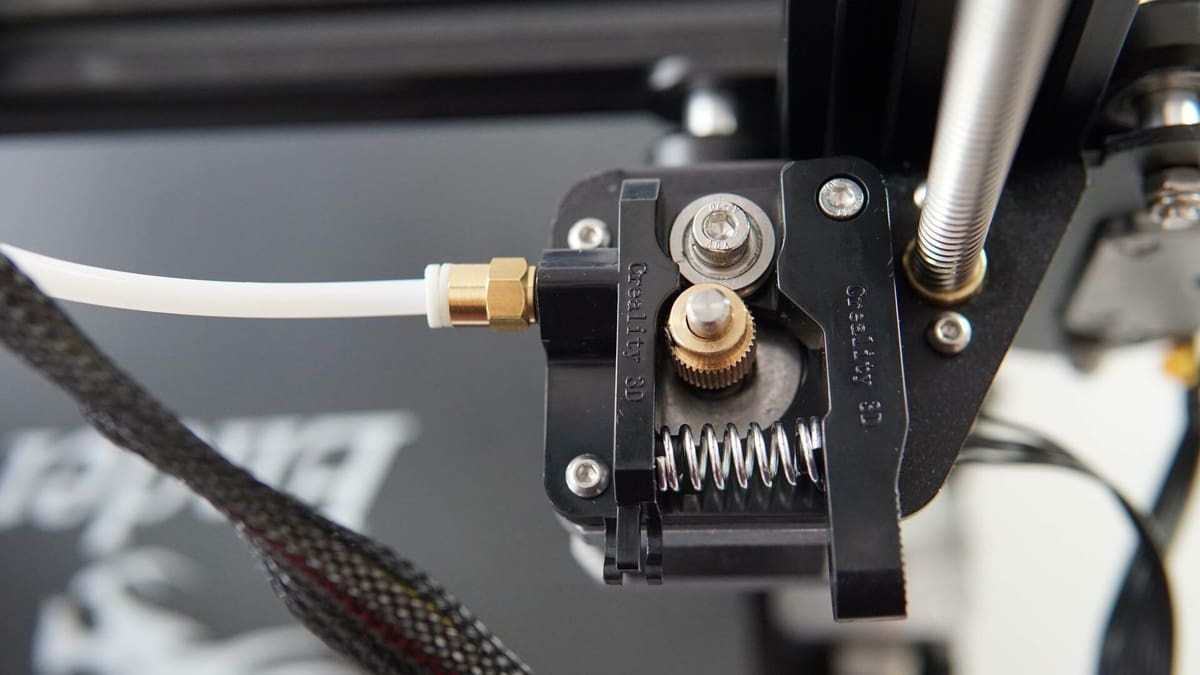
Das Coldend
In Diskussionen über den Extruder des Ender 3 wird generell darauf hingewiesen, dass das Filament im kalten Bereich schnell verbiegt, nachdem es das Zahnrad passiert hat. Dieses Problem betrifft hauptsächlich flexible Filamente – eben weil sie verbiegen und so die Bewegung des Extrudermotors nicht richtig übertragen wird.
Vollmetall
Ein aufgerüsteter Vollmetall-Extruder verhindert ein mögliches Verbiegen des Filaments im Extruder. Wenn du aber nur über ein kleines Budget verfügst, kann dieses Extruder-Upgrade von Thingiverse-Maker joshvv das Problem lösen. Einige Maker haben sogar empfohlen, einen Strohhalm einzusetzen, damit das Filament nicht wegknickt – Hauptsache, ein Verbiegen wird um jeden Preis verhindert.
Direktantrieb
Ein weiteres Extruder-Upgrade, das wärmstens empfohlen wird, ist das Direct-Drive-System Indem der Bowden-Schlauch komplett entfernt wird, kann dein Ender sehr viel präziser drucken – das gilt für den Einsatz von flexiblen Filamenten, aber auch fürs Drucken allgemein. Der kürzere Weg, den das Filament zurücklegen muss, und die erhöhte Zugkraft verbessern die Aussicht auf gute Druckergebnisse mit flexiblen Filamenten.

Das Hotend
Wie bereits erwähnt, kann ein Upgrade mit einem Vollmetall-Hotend das Drucken mit TPU erleichtern, denn damit fällt der PTFE-Schlauch weg, der beim Druck mit flexiblen Filamenten Probleme bereiten könnte. Außerdem halten diese Art von Hotends höheren Temperaturen stand und damit sind deiner Materialauswahl kaum Grenzen gesetzt.

Der Bowden-Schlauch
Der Bowden-Schlauch kann manchmal schuld daran sein, dass das Filament zu sehr verbiegt und so ein Problem verursacht. Upgrade-Bausätze beinhalten oft einen neuen Bowden-Schlauch. Du kannst dich aber auch für einen qualitativ höherwertigen Schlauch entscheiden. Damit sollte das Filament problemloser durch das Hotend befördert werden können.

Slicer-Einstellungen
Beim Drucken mit TPU ist die Temperatur der Druckerdüse höher als mit PLA, normalerweise zwischen 220 und 230 °C – die meisten Maker drucken PLA mit einer Temperatur von rund 200 °C. Möglicherweise musst du auch die Temperatur deines beheizten Druckbetts erhöhen und Klebeband oder Haarspray für eine bessere Druckbetthaftung einsetzen, selbst wenn dein PLA von selbst darauf haftet.
Was das Abkühlen anbelangt: Wenn du die Belüftung bei den ersten Schichten ausgeschaltet lässt, sollte das bei der Druckbetthaftung ebenfalls helfen. Nach den ersten Schichten kannst du die Belüftung mit einer niedrigen Einstellung laufen lassen. Du solltest sie aber erhöhen, wenn du Modelle mit Bridging druckst.
Außerdem solltest du die Geschwindigkeit reduzieren: auf 30 mm/s. Sollte dein Extruder verstopft sein oder verhunzte, fadenziehende Drucke herstellen, ist es ratsam, eventuell die Retraktion anzupassen – und bis auf null zu gehen. Du wirst auch die Entfernung der Druckerdüse zum Druckbett neu einstellen müssen, da TPU nicht so viel „Masse“ wie PLA benötigt.
Und wie bei allen Slicer-Einstellungen ist Experimentieren der Schlüssel zum (Druck-)Erfolg. Unterschiedliche TPU-Marken verlangen oft nach unterschiedlichen Einstellungen – aber der Druckerfolg ist nur einen Knopfdruck entfernt!

Lizenz: Der Text von "Ender 3 (V2/Pro) & TPU: 3D-Druck mit flexiblen Filamenten" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.