Extruder-Kalibrierung (3D-Drucker): 7 einfache Schritte

Stimmt was nicht mit ihrem 3D-Drucker? Dann sollten Sie vielleicht den Extruder kalibrieren. Lernen Sie, wie man das richtig macht.
Die E-Step-Kalibrierung ist ein ausschlaggebender Faktor beim FDM-3D-Druck, und das hat viele Gründe. Die exakte Feineinstellung bei der Extrusion stellt sicher, dass während eines Druckvorgangs genau die richtige Filamentmenge durch das Hotend befördert wird. Andernfalls wird Ihr Druck nicht mit der korrekten Menge an Filament hergestellt, was zu Einbußen bei der Druckqualität führt.
Zu wenig Filament lässt Lücken zwischen den Schichten eines Teils entstehen oder die Schichten an sich sind zu weich oder fehlen gänzlich. Auch könnte die Schichthaftung unzureichend sein, was eventuell Delaminierungund Warping zur Folge hat.
Beim Einsatz von zu viel Filament wird Überextrusion zum Problem und das führt bei den Drucken zu Tropfen (engl.: Blobs), Fadenziehen (engl.: Stringing) und Bildung von Klecksen. Extreme Überextrusion kann auch dazu beitragen, dass das Filament das Hotend verstopft und blockiert.
Um all diese Probleme zu umgehen, sollten vor der E-Step-Kalibrierung als Allererstes erst mal alle Wartungen, die zuvor vielleicht auf die lange Bank geschoben wurden, durchgeführt werden. Die häufigste Ursache für Unterextrusion ist ein verschmutztes Hobb-Förderzahnrad, was zum Durchdrehen des Extruders führt. Wenn Sie jedoch alle regulären Wartungen durchgeführt haben sollten und Ihre Drucke trotzdem zu wünschen übrig lassen, empfehlen wir Ihnen die nachfolgenden einfachen Schritt-für-Schritt-Leitfaden, um Ihren Extruder zu kalibrieren.
Bevor Sie sich an die E-Step-Kalibrierung machen, ist es zunächst am sinnvollsten, sich das Setup anzuschauen, um sicherzugehen, dass Sie sich auch an der richtigen Stelle befinden.

Erste Schritte
Dieser Leitfaden bezieht sich auf alle Drucker mit Marlin-Firmware. Sollte Ihr Drucker mit Klipper laufen, müssen Sie ein ähnliches, aber etwas abgewandeltes Verfahren anwenden, bei dem der Rotationsabstand Ihres Extrudermotors kalibriert wird. Falls Ihr Drucker also mit Klipper laufen sollte, keine Sorge: Auch in dem Fall sind Sie bei uns bestens aufgehoben.
Hier noch der Hinweis, dass sich dieser Leitfaden in erster Linie auf Drucker mit Single-Extruder fokussiert. Wenn Ihr Marlin-Drucker mehr als einen Extruder haben sollte, müssen Sie jeden einzeln kalibrieren. Aber wir werden Sie im weiteren Verlauf noch darauf hinweisen, zu welchem Zeitpunkt das erforderlich ist.
Der Sinn jeder Kalibrierung besteht darin, innerhalb des Systems so viele Fehler wie möglich zu vermeiden. Das Ergebnis soll zufriedenstellend sein – nicht perfekt. Sollten Sie keine Probleme beim Drucken haben, überlegen Sie gut, ob die Druckqualität nicht ausreichend ist. Wenn dem so ist, dann belassen Sie es dabei.
Wenn Sie sich für die E-Step-Kalibrierung entschieden haben, und Sie das Ergebnis nicht überzeugt, dann führen Sie sie erneut durch. Unsere Empfehlung lautet: Führen Sie drei Kalibrierungen und anschließend einen Testdruck durch. Seien Sie sich im Klaren, dass die Verbesserungen immer geringer werden, je näher Sie sich dem Idealwert nähern.
Sollten Sie sich an irgendeinem Punkt während des Vorgangs unsicher fühlen und trotzdem weitermachen, erhöht sich die Wahrscheinlichkeit, dass Sie den Fehler in Ihrem System noch ausweiten. Sie verfügen über die nötigen Fähigkeiten, alle hier beschriebenen Schritte durchzuführen. (D.h., Sie sind in der Lage, ein Druckbett zu nivellieren, eine STL-Datei zu slicen, Filament auszutauschen und 3D zu drucken, stimmt’s? Na also!). Egal ob man eine Kalibrierung mit zu viel oder zu wenig Selbstvertrauen durchführt, beides kann technische Fehler bei der Ausführung mit sich bringen. Und wenn man Fehler macht (was menschlich und völlig normal ist), werden diese auf das Drucksystem übertragen. Entspannen Sie sich also und atmen Sie tief durch. Das Ganze sollte nicht mehr Stress hervorrufen, als wenn man sich eine heiße Schokolade zubereitet. Am besten, Sie machen zunächst erst mal genau das.
Benötigtes Werkzeug & Materialien

Sie denken also, dass die E-Step-Kalibrierung die Qualität Ihrer Drucke verbessern wird. Dafür brauchen Sie ein paar Dinge:
- Ihren 3D-Drucker
- Ein beliebiges, nicht flexibles Filament (Sie können hier unbesorgt billiges Zeug einsetzen, denn die Qualität des Filaments hat keinen Einfluss auf den Vorgang).
- Messschieber
- einen Permanentmarker
- einen Stift und ein Stück Papier
- einen Computer mit folgender Software:
- Eine Verbindung zu Ihrem Drucker (beide Optionen sind möglich):
- Serielles Kabel und entsprechender Druckertreiber
- SD-Karte
Vorbereiten des Filaments
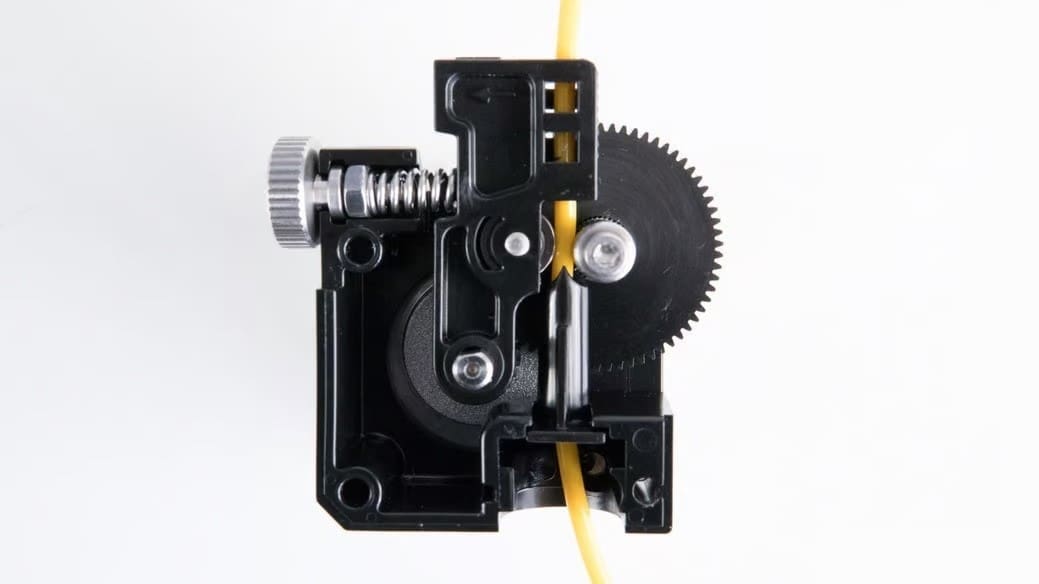
Der erste Schritt ist abhängig davon, ob Sie einen Direkt- oder einen Bowden-Extruder kalibrieren.
Filamentzufuhr
Sollte Ihr Drucker mit einem Bowden-Extruder ausgestattet sein, so müssen Sie das gesamte geladene Filament entfernen und den Bowden-Schlauch vom Extruder-Ausgang trennen. Laden Sie nun das Filament in den Extruder nach, bis es langsam aus der Druckerdüse austritt.
Wenn Ihr Drucker einen Direkt-Extruder hat, sollten Sie den Führungsschlauch vom Heizblock und der Extruderdüse abziehen. (Lassen Sie die Elektrik angeschlossen, aber verstauen Sie sie sicher, damit sie kein Feuer fangen oder Schäden verursachen kann.) So haben Sie die Möglichkeit, das durch den Extruder geführte Filament zu einem späteren Zeitpunkt wiederzuverwenden. Und so wird auch verhindert, dass eventuelle Blockierungen oder Staudruck an der Extruderdüse die Kalibrierung beeinträchtigen. Für den Kalibrierungsvorgang ist es nicht notwendig, den Heizblock zu entfernen. Aber beachten Sie, dass Sie möglicherweise eine größere Menge an Filament einsetzen müssen, insbesondere wenn Sie große Änderungen beim E-Step-Wert vornehmen.
Markierung
Um die Kalibrierung durchzuführen, müssen 100 mm Filament in den Extruder eingeführt werden. Doch bevor Sie dies tun, ist es erforderlich, dass Sie das Filament bei 120 mm vor dem Eingang des Extruders markieren. Mithilfe dieser zusätzlichen 20 mm lässt sich eine Über- bzw. Unterextrusion feststellen.
Tipps
Die Hotend-Temperatur muss über einem bestimmten Wert liegen, damit der Extruder fortlaufend extrudieren (d.h. das Filament schmelzen und weiterbefördern) kann. Gleichzeitig können die nachfolgenden Schritte ein wenig Zeit in Anspruch nehmen – und so wird im besten Fall mit dem heißen Hotend Energie verschwendet, im schlimmsten Fall aber können Verstopfungen die Folge sein. Deshalb warten wir einen weiteren Schritt ab, bevor wir das Hotend vorheizen. Es gibt bei Marlin einen Befehl für „kalte Extrusion“, deren Einsatz wir aber nicht empfehlen können, da es damit zu Problemen nach der Kalibrierung kommen kann.
Ein größerer Abstand von beispielsweise 500 mm würde hier zu einem genaueren Ergebnis führen. Die Messung ist jedoch schwieriger durchzuführen und es fällt dabei möglicherweise viel Plastikmüll an. Wenn Sie die Möglichkeit haben sollten, das längere Ergebnis zu messen, ändern Sie sowohl die „E“- als auch die „F“-Werte bei den nachfolgenden Codes gemäß der Anzahl der Millimeter, die Sie einsetzen wollen (z.B. G1 E500 F500). Es ist wichtig, dass Sie dabei die maximale Geschwindigkeit Ihres Extruders berücksichtigen. Diese ist niedriger, wenn das Hotend angebracht ist.
Jetzt, wo wir das Filament geladen und markiert haben, müssen wir Kontakt zu unserem Drucker aufnehmen, damit das Filament befördert werden kann.
Mit dem Drucker kommunizieren
Es gibt verschiedene Wege, wie Sie mit Ihrem Drucker „sprechen“ können. Manche sind effektiver als andere, aber alle funktionieren sowohl für Bowden- als auch für Direkt-Extruder.
Eine der Möglichkeiten ist die Serielle-Interface-Methode. Wenn Sie OctoPrint installiert haben oder Ihr Drucker üblicherweise über USB-Anschluss verbunden ist, ist dies wahrscheinlich der einfachste Weg, um Ihrem Drucker die notwendigen Befehle zu geben.
Die SD-Karten-Methode stellt eine weitere Möglichkeit dar: Hier wird der generierte Code über eine SD-Karte ausgeführt. Wenn Sie normalerweise sowieso eine SD-Karte einsetzen und keinen PC in der Nähe Ihres Druckers haben oder wenn Sie nie einen Computer an Ihrem Drucker angeschlossen haben und es dabei belassen wollen, eignet sich diese Methode am allerbesten.
Wer gut ausgerüstet an den Start geht, für den gibt es noch eine andere Methode, bei der Marlin 2.0 (und höher), ein LCD-Display und ein Controller zu Einsatz kommen. Mit dieser Möglichkeit werden wir uns am Ende dieses Artikels noch kurz befassen.
Serielle-Interface-Methode

Verbinden Sie Ihren Drucker mit dem Computer – entweder über USB-Anschluss oder WLAN (wenn Ihr Drucker die Voraussetzungen dafür erfüllt). Öffnen und verbinden Sie eine Slicer-Software Ihrer Wahl, mit der Sie einzeilige G-Code-Befehle an Ihren Drucker senden können. Beispiele hierfür sind Simplify3D, Pronterface und OctoPrint. Wenn Sie Probleme beim Verbinden Ihres Druckers haben, sollten Sie überprüfen, ob die richtigen Treiber Ihres Druckerherstellers installiert sind.
Sie müssen in den Einstellungen Ihres Slicers den Bereich für den kabelgebundenen Druck finden. Bei Simplify3D beispielsweise muss man dazu zum Bedienfeldfenster der Maschine wechseln. Bei den meisten RAMPS- und ATmega-basierten Druckern sollten Sie auch den seriellen Monitor in der Arduino IDE verwenden können.
Aktivieren Sie den Relativ-Modus auf dem Extruder, indem Sie den Befehl M83 an den Drucker senden.
SD-Karten-Methode
Für diese Methode werden lediglich ein paar G-Code-Zeilen benötigt. Diese können auf einem kostenlosen Texteditor erstellt werden. Wir empfehlen dafür den Notepad++, doch auch der einfache Notepad reicht dafür völlig aus.
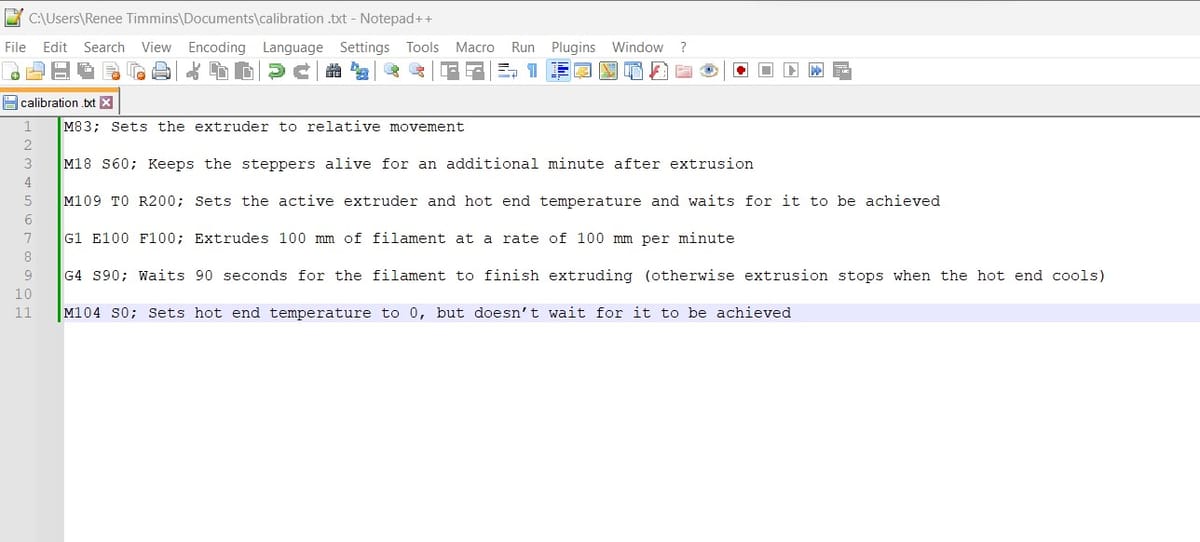
Kopieren Sie den unten aufgeführten Code in den Texteditor. Wenn Sie möchten, können Sie die Kommentare auch löschen (d.h. auf jeder Zeile alles, was nach dem Semikolon steht). Weitere Informationen zu jedem Befehl finden Sie auf der Marlin-Website. Wir empfehlen Ihnen, sich mit dem entsprechenden Code vertraut zu machen, bevor Sie ihn in die Maschine eingeben.
M83; Setzt den Extruder auf relative Bewegung M18 S60; Hält die Schrittmotoren nach der Extrusion eine weitere Minute eingeschaltet M109 T0 R200; Setzt den aktiven Extruder und die Hotend-Temperatur und wartet ab, bis diese erreicht ist G1 E100 F100; Extrudiert 100 mm Filament mit einer Rate von 100 mm/Minute G4 S90; Wartet 90 Sekunden, bis das Filament fertig extrudiert wurde (ansonsten wird die Extrusion beendet, wenn das Hotend abkühlt) M104 S0; Setzt die Hotend-Temperatur auf 0, ohne abzuwarten, bis Temperatur erreicht ist
Speichern Sie die Datei auf Ihrer SD-Karte unter einem aussagekräftigen Namen, wie „ext_cal.gcode“, ab.
Wenn Sie eine Maschine mit mehreren Extrudern haben, sollten Sie für jeden einzelnen Extruder eine eigene Datei unter verschiedenen Dateinamen abspeichern (z.B. „links_ext_cal.gcode“, „rechts_ext_cal.gcode“ o.ä.). Auch müssen Sie bei „T0“ im Befehl M109 den richtigen Extruder einsetzen (z.B. M109 T1 R200). Um herauszufinden, was welcher Extruder ist, gehen Sie bitte wie nachfolgend aufgeführt vor.
Mehrfach-Extruder-Setup: Extruder identifizieren
Laden Sie ganz einfach irgendein Modell in Ihren gewünschten Slicer, und slicen Sie eine Datei pro Extruder. Stellen Sie sicher, dass alle Einstellungen in Bezug auf die Druckbetthaftung, den Einzugsturm oder den Förderdruck, um Filament in den Hotends zu vermischen, ausgeschaltet sind. Geben Sie der Datei den gleichen Namen wie Ihrem Extruder.
Jetzt öffnen Sie jede einzelne G-Code-Datei eine nach der anderen und schauen nach M104 oder M109. Auf der gleichen Zeile wird ein „T“-Parameter angegeben. Das ist der Name des Extruders für diese Datei. Schreiben Sie auf, was welcher Extruder ist, und fahren Sie fort.
Mit dem Extrudieren starten

Ganz gleichgültig, wie Sie nun mit Ihrem Drucker kommunizieren, jetzt ist es an der Zeit, dass Ihr Filament in die Gänge kommt!
Serielle-Interface-Methode
Als Erstes senden Sie den Befehl M109 T0 R200, um den Extruder 0 auszuwählen, und heizen Sie das zugewiesene Hotend auf 200 Grad vor.
Dann geben Sie den Befehl G1 E100 F100 an den Drucker. Die Maschine interpretiert ihn, als würden 100 mm Filament langsam durch den Extruder gefördert werden.
Das alles dauert nicht länger als eine Minute, damit etwaige Probleme am Hotend in Bezug auf Filament-Spannung oder -Druck verhindert werden, was die Ergebnisse verfälschen könnte.
Wenn Sie eine Maschine mit mehreren Extrudern haben, müssen Sie diesen Schritt wiederholen. Identifizieren Sie den jeweiligen Extruder und ändern Sie „T0“ entsprechend,
SD-Karten-Methode
Führen Sie ganz einfach Ihre SD-Karte ein und wählen Sie „Drucken mit SD-Karte“ aus – als würden Sie einen ganz normalen Druckauftrag durchführen. Wählen Sie die Datei für die Kalibrierung aus, die Sie gerade erstellt haben, und starten Sie den Druck.
Egal, welche Methode Sie auswählen, Sie sollten während des Extrudiervorgangs genau zuschauen und hinhören. Achten Sie insbesondere darauf, dass das Filament nicht rutscht oder abgerieben wird und dass keine Schritte ausgelassen werden (leise klickende Geräusche). Wenn solche Probleme auftreten, sollten Sie sich zunächst auf Fehlersuche begeben, bevor Sie zur eigentlichen Kalibrierung übergehen. In diesem Fall würde die Kalibrierung dann wahrscheinlich problemlos über die Bühne gehen, doch die Ursache für Ihr Problem liegt an ganz anderer Stelle. Haben Sie die Wartung durchgeführt, die wir am Anfang des Artikels erwähnt haben?
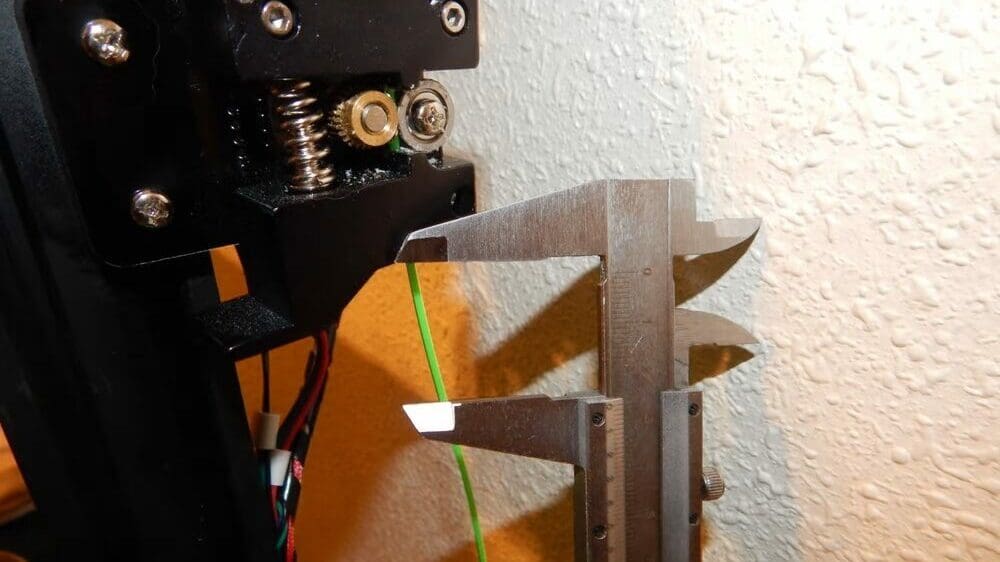
Erneutes Messen
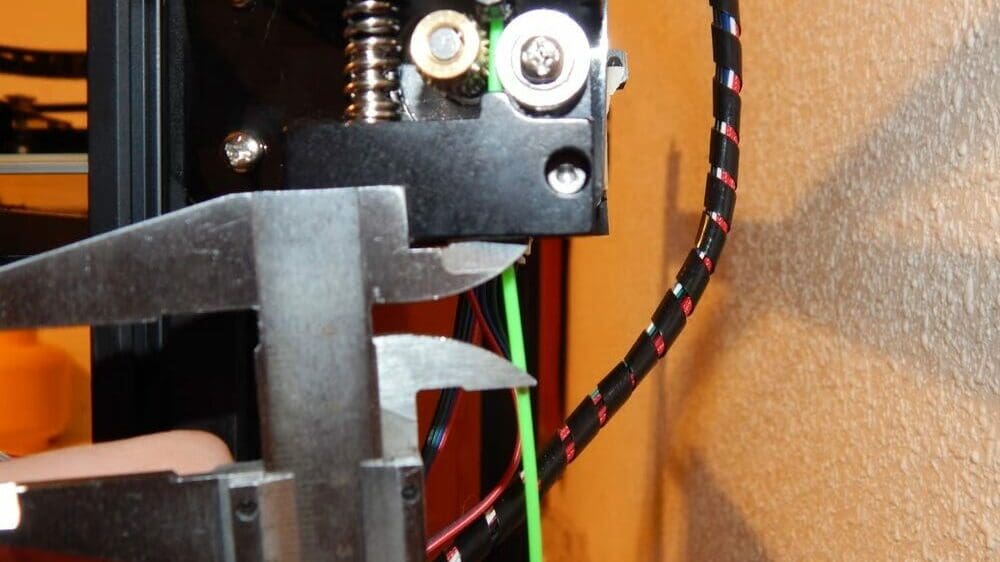
Am Ende sollte der Drucker exakt 100 mm Filament extrudiert haben. Um dies zu überprüfen, führen Sie eine Messung vom Extruder bis zu Ihrer ursprünglichen Filament-Markierung durch.
Lautet die Messung 20 mm, so ist der Extruder korrekt kalibriert und Sie können die nachfolgenden Hinweise getrost ignorieren.
Sollte die Messung mehr als 20 mm betragen, ist dies wahrscheinlich ein Zeichen von Unterextrusion und Ihre Einstellung „Schritte pro Millimeter“ muss erhöht werden.
Beträgt Ihre Messung weniger als 20 mm, liegt eine Überextrusion vor. Dies bedeutet, dass Sie die Einstellung „Schritte pro Millimeter“ verringern müssen.
Den korrekten Wert in Schritten pro Millimeter berechnen
Damit der Extruder exakt eingestellt werden kann, ist es notwendig, den aktuellen "Schritte/Millimeter"-Wert des Druckers zu bestimmen und den richtigen E-Step-Wert zu ermitteln.
Serielle-Interface-Methode
Senden Sie den Befehl M92 an Ihren Drucker. So wird eine Zeichenfolge generiert. Suchen Sie die Zeile, die mit echo: M92 beginnt und finden Sie den E-Wert heraus (er befindet sich in der Regel am Ende dieser Zeile). Hier handelt es sich um den aktuellen Wert "Schritte/Millimeter".
Sollte der Befehl M92 nicht funktionieren, könnte es daran liegen, dass Ihr Drucker mit älterer Firmware läuft. Mit M503 sollten die benötigten Werte zurückgesetzt werden könnten.
SD-Karten-Methode
Dummerweise bietet Marlin nicht die Option, Ihre Konfiguration auf eine SD-Karte zu verschieben. Stattdessen gibt es folgende Möglichkeiten:
- Wenn dies Ihre erste Kalibrierung ist, überprüfen Sie die Angaben des Herstellers nach Standardwerten.
- Falls Sie Ihren Drucker selbst gebaut haben, finden Sie die Informationen bei der heruntergeladenen Firmware.
- Sollte Ihr Drucker auf Marlin 2.0 laufen, kann der Wert auf den Bildschirmmenüs abgelesen werden (unterscheidet sich je nach Maschine).
- Wenn Sie Ihren Extruder vorher schon einmal kalibriert haben, überprüfen Sie Ihre Notizen und verlegen Sie sie um Himmels willen nicht …
Berechnung
- Als Erstes müssen wir herausgefunden, wie viel Filament tatsächlich extrudiert wurde. Dies findet man heraus, indem man die Länge vom Extruder bis zur Markierung auf dem Filament von 120 subtrahiert:
- 120 mm – (Länge vom Extruder zur Markierung) = (tatsächlich extrudierte Länge)
- Als Nächstes müssen wir herausfinden, wie viele Schritte der Extruder benötigt hat, um diese Filamentmenge zu extrudieren. Bestimmen können wir diesen Wert durch Multiplizieren des "Schritte/Millimeter"-Wertes mit der Länge, die ursprünglich extrudiert werden sollte, nämlich 100 mm:
- (Wert "Schritte/mm") x 100 mm = (ausgeführte Schritte)
- Zum Schluss können wir den richtigen "Schritte/Millimeter"-Wert ausrechnen, indem wir die ausgeführten Schritte durch die Länge, die tatsächlich extrudiert wurde, dividieren:
- (ausgeführte Schritte) / (tatsächlich extrudierte Länge) = (neuer Wert "Schritte/Millimeter")
Zu guter Letzt müssen wir nur noch den finalen Wert als den "Schritte/Millimeter"-Wert des Druckers festlegen – und schon kann's losgehen!
Einen neuen "Schritte pro Millimeter"-Wert festlegen
Den E-Step-Wert zu aktualisieren ist ganz einfach und wird, genau wie die meisten anderen Schritte in diesem Prozess, mithilfe von G-Code-Befehlen durchgeführt.
Serielle-Interface-Methode
Um einen neuen "Schritte/Millimeter"-Wert festzulegen, müssen Sie zunächst den Befehl M92 E###.# eingeben und die Rautezeichen (#) durch den neuen "Schritte/Millimeter"-Wert ersetzen, den Sie beim letzten Schritt ermittelt haben. Durch den Befehl M500 wird das Ganze im Druckerspeicher abgelegt.
Am besten ist es nun, den Drucker aus- und dann wieder anzuschalten. Anschließend senden Sie den Befehl M92 (oder M503) an Ihren Drucker und stellen sicher, dass der E-Wert dem neuen "Schritte/Millimeter"-Wert entspricht. Sollte dies nicht der Fall sein, wiederholen Sie den ersten Teil dieses Schrittes.
SD-Karten-Methode
Genauso wie Sie einen G-Code für die Extrusion geschrieben haben, müssen Sie nun einen simplen Code für die Festlegung des neuen Werts schreiben. Alles, was dazu benötigt wird, ist:
M92 E###.# T0; Ersetzen Sie die Rautezeichen (#) durch den neuen "Schritte/Millimeter"-Wert, den Sie beim letzten Schritt M500 ermittelt haben. Der neue Wert wird im EEPROM abgelegt.Speichern Sie dies auf Ihrer SD-Karte ab. Wir schlagen vor, Sie wählen einen Dateinamen aus, der eine Zahl beinhaltet, z.B. "esteps_92-8.gcode". So ist Ihr Notizzettel, auf dem Sie ja den Dateinamen notiert haben und den sie definitiv nicht verlieren werden, gar nicht mehr so wichtig.
Und? Botschaft angekommen?
Testen, ob alles geklappt hat

Um herauszufinden, ob Ihr E-Step-Wert für den Extruder nun richtig kalibriert ist, können Sie die Schritte 1 bis 4 wiederholen. Diesmal sollte die Länge zwischen Extruder und Markierung exakt 20 mm betragen. Falls nicht, berechnen Sie den Wert noch einmal und speichern ihn erneut ab.
Vielleicht bekommen Sie auch den Eindruck, dass Sie nach jedem Kalibrieren, das System auf beiden Seiten auf irgendeinem mittleren Punkt festgelegt haben. Wenn das passiert, legen Sie den „Schritte/Millimeter“-Wert bei einem mittleren Wert Ihrer Ergebnisse fest und fahren Sie einen Testdruck. Und denken Sie daran: Wenn gute Druckergebnisse erzielt werden, muss nicht kalibriert werden.
Mehrfach-Extruder
Sollten Sie eine Maschine mit mehreren Extrudern haben, werden möglicherweise nicht mehrere E-Step-Werte unterstützt (so der Fall bei einigen Maschinen von LulzBot). Dies hängt ganz vom Setup der Firmware ab. Außer wenn Sie die Konfigurationsdatei selbst erstellt haben, kann man es jedoch nicht über die Maschine herausfinden. Doch auch der Hersteller sollte in der Lage sein, hier Auskunft zu geben. Wenn alle Extruder die gleichen E0-Werte aufweisen, nachdem Sie die Schritte 1 bis 4 wiederholt haben, könnte dies auch als Anhaltspunkt dienen.
Durch Einsatz von Start-G-Code kann man das Problem umgehen. Geben Sie ganz einfach M92 E###.# in den entsprechenden Start-G-Code für den Extruder ein.
Jetzt sollte der Extruder Ihres Druckers perfekt kalibriert sein!

Alternative Methode
Sie möchten zwar Ihre E-Steps aktualisieren, aber das G-Code-Schreiben ist nicht so Ihr Ding? Nun ja, wenn Ihre Maschine auf Marlin 2.0 mit einem LCD-Display und Controller läuft, dann herzlichen Glückwunsch!
Laden Sie ganz einfach das Filament wie im Schritt 1 beschrieben, heizen Sie die Extruderdüse vor und schieben Sie 100 mm Filament durch den Extruder hindurch. Doch lassen Sie dabei Vorsicht walten! Wenn das Filament hineingeschoben wird, befindet sich der Extruder in der Standardeinstellung und bearbeitet die Befehle in der Reihenfolge, wie sie von Ihnen gesendet werden. Wenn Sie zu weit gehen und Ihre Befehle dann rückgängig machen, führt der Extruder dies genau so aus.
Sobald das Filament durch den Extruder hindurchgeschoben wurde, öffnen Sie das Motion-Menü. Ihre aktuellen "E-Steps/Millimeter"-Werte werden hier eingetragen (normalerweise ganz unten auf der Seite). Danach können Sie die Berechnung wie in Schritt 5 erklärt durchführen. Sollten Sie einen neuen Wert benötigen, tragen Sie diesen in das gleiche Menü ein. Vergessen Sie dabei nicht, Ihre neuen Werte unter der Auswahl "Werte speichern" im nächsten Menü zu sichern.
Und wenn Sie mögen, führen Sie den Test wieder und wieder durch. Diese Methode ist extrem praktisch, um schnell Ihre Kalibrierung und die Wiederholbarkeit der Extruderbewegung zu überprüfen.
Lizenz: Der Text von "Extruder-Kalibrierung (3D-Drucker): 7 einfache Schritte" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.