PLA-Drucktemperatur: Die besten Einstellungen

Es ist gar nicht immer so einfach, die passende Druckbett- und Hotend-Temperatur für PLA zu finden. Erfahren Sie alles, was Sie darüber wissen müssen.
In einer idealen Welt gibt es eine perfekte Temperatur, die man bei seinem Drucker einstellt, bevor man einfach auf Drucken drückt. In der Realität gibt es jedoch keine perfekte Temperatur für PLA. Stattdessen muss man viel ausprobieren, um diese „heilige“ PLA-Drucktemperatur herauszufinden.
PLA ist nicht besonders anfällig, was die Temperatur angeht, d.h. solange Sie also nicht an der Ober- oder Untergrenze arbeiten, sollten Ihre Drucke ohne Probleme klappen. Außerdem ist PLA ein hervorragendes Material zum Herumexperimentieren, da es einfacher zu handhaben ist als ABS, PETG und viele andere Filamente. Man sollte jedoch immer auch bedenken, dass besondere Farben und PLA-Marken jeweils eine andere Drucktemperatur benötigen können.
In diesem Artikel gehen wir auf den idealen Temperaturbereich sowohl für das Hotend als auch für das Druckbett ein und zeigen auch Anzeichen auf, die Ihnen verraten, dass die Temperaturen angepasst werden müssen. Los geht’s!

Übersicht
Hotend
Es wäre wirklich super, wenn es für PLA eine einzige, universelle Drucktemperatur gäbe, aber das ist leider nicht der Fall. Stattdessen gibt es, abhängig von Ihren Bedürfnissen, eine Temperaturspanne für den Druck. Generell liegt diese Spanne bei PLA zwischen 180 und 220 °C.
Sollten Ihre Schichten nicht aneinander haften, lässt sich das Problem normalerweise durch Erhitzen des Hotends beheben. Aber seien Sie vorsichtig: Wenn der Extruder zu heiß ist, kann das PLA-Filament besonders weich und dünn werden. Dies kann zu unsauberen, verlaufenen Ergebnissen führen.
Schlechte Zeichen

Ein Indikator dafür, dass das Hotend zu heiß ist, ist die Unfähigkeit des Druckers, eine Brücke zu drucken (also Material horizontal zu drucken, um zwei freistehende Teile eines Modells zu verbinden). Das liegt dann vermutlich daran, dass das PLA so heiß ist, dass es nicht wie vorgesehen abkühlen kann. Wenn Sie die Temperatur des Hotends senken, sollte dieses Problem eigentlich behoben werden können.
Wenn Ihre Drucke nicht am Druckbett haften, müssen Sie vermutlich die Hotend-Temperatur erhöhen. Mit einem unzureichend heißen Hotend können auch scharfe Ecken bei Ihren Drucken schwierig werden.
Eine der besten Arten, die ideale Hotend-Temperatur zu erhalten, ist experimentieren. Wenn Sie die Temperatur einfach langsam nach oben beziehungsweise nach unten anpassen, finden Sie mit Sicherheit heraus, welche Temperatur für Ihr spezifisches Filament die passende ist.
Wie oben bereits erwähnt, kann es bei verschiedenen Filamentmarken und -farben zu Abweichungen bezüglich der idealen Drucktemperaturen kommen. Zum Beispiel kann es sein, dass eine Spule mit schwarzem PLA die besten Ergebnisse bei 215 °C liefert, wohingegen dies bei einem blauen Filament eher bei 210 °C der Fall ist. Selbst der kleinste Temperaturunterschied kann sich schon auf Ihre Drucke auswirken.
Beheiztes Druckbett
Beheizte Druckbetten sind in der Welt des 3D-Drucks unabdingbar. Heutzutage ist die Mehrheit der 3D-Drucker damit ausgestattet, aber jedes Druckbett verlangt seine eigene bestimmte Temperatur. Auch wenn für den Druck mit PLA kein beheiztes Druckbett benötigt wird, so kann dies Ihr Druckerlebnis doch deutlich aufwerten. Die empfohlene Druckbetttemperatur liegt bei 60 °C, aber das ist nicht immer der beste Wert. Unserer Meinung nach gibt es auch hier eine Spanne, und zwar zwischen 55 und 70 °C.
Schlechte Zeichen
Der offensichtlichste Indikator dafür, dass Ihr Druckbett nicht heiß genug ist, ist die Tatsache, dass Ihre Drucke nicht daran haften bleiben. Wenn das der Fall ist, sollten Sie die Temperatur des Druckbetts etwas erhöhen. Ein heißeres Druckbett macht das Filament weicher, wodurch die Haftung erhöht wird.
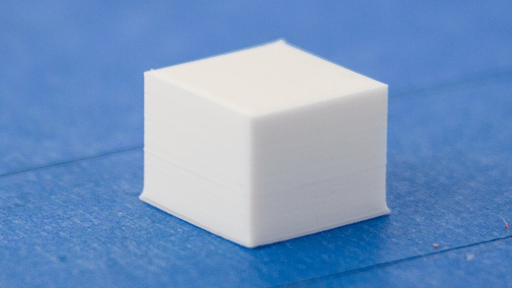
Sie sollten nur darauf achten, das Druckbett nicht zu heiß zu machen, sonst bekommen Ihre Drucke noch Elefantenfüße (wie im Foto zu sehen). Elefantenfüße treten dann auf, wenn das Druckbett zu heiß ist, die ersten Schichten eines Modells schmelzen und vom Gewicht des restlichen Modells runtergedrückt werden.
Vor allem bei sehr schweren Drucken tritt dieses Phänomen häufig auf, da hier ja mehr Druck auf den untersten Schichten lastet. Dieser hässliche Nebeneffekt kann ganz einfach verhindert werden, indem Sie die Druckbetttemperatur reduzieren. Aber geben Sie acht, dass das Druckbett nicht zu kalt wird.
Kühlung von Teilen
Obwohl es ja nichts mit der Temperatur des Druckbetts und des Hotends zu tun hat, so ist das Kühlen der Teile dennoch ein wichtiger, zu beachtender Gesichtspunkt, der zudem abhängig ist von den Materialeigenschaften des Filaments, mit dem Sie drucken. Das Kühlen der Teile wird weithin als essentieller Bestandteil des PLA-Drucks angesehen. Aufgrund der relativ niedrigen Glasübergangstemperatur des Materials bleibt es ziemlich weich, was zu Verformungen führen kann, wenn neue Schichten auf Schichten aufgetragen werden, die noch nicht richtig ausgehärtet sind. Die Belüftung des Druckers hilft dabei, Schichten auszuhärten, bevor neue gedruckt werden.
Damit das Modell am Druckbett haftet, ist es ratsam, die Belüftung für die ersten ein, zwei Schichten auszuschalten. Nachdem die ersten Schichten erfolgreich gedruckt wurden, können Sie die Belüftungsgeschwindigkeit auf 100 % stellen. Einige Slicer, wie zum Beispiel Cura, unterscheiden zwischen der Belüftungsgeschwindigkeit für die erste Schicht und für die restlichen Schichten.
Beim Druck können einige Schichten länger dauern als andere, wodurch das bereits Gedruckte schon aushärten kann, während der Rest der Schicht noch gedruckt wird. Gleiches gilt natürlich auch in Situationen, in denen mehrere Modelle gleichzeitig gedruckt werden. In solchen Fällen sollten Sie eventuell die Belüftungsgeschwindigkeit anpassen. Cura verfügt über Einstellungen, mit denen die Belüftungsgeschwindigkeit basierend auf benutzerdefinierten Zeitparametern automatisch angepasst werden kann.
Externe Faktoren
PLA reagiert zwar nicht so empfindlich auf Änderungen der Raumtemperatur wie andere Materialien (wie zum Beispiel ABS), aber mehr Kontrolle über die Druckumgebung hat noch nie geschadetWenn beispielsweise eine kühle Brise durch ein Fenster weht, sollten Sie das Hotend heißer stellen und die Temperatur des Druckbetts um ein paar Grad erhöhen. Auch Klimaanlagen können dafür sorgen, dass die Drucktemperatur nicht optimal ist.
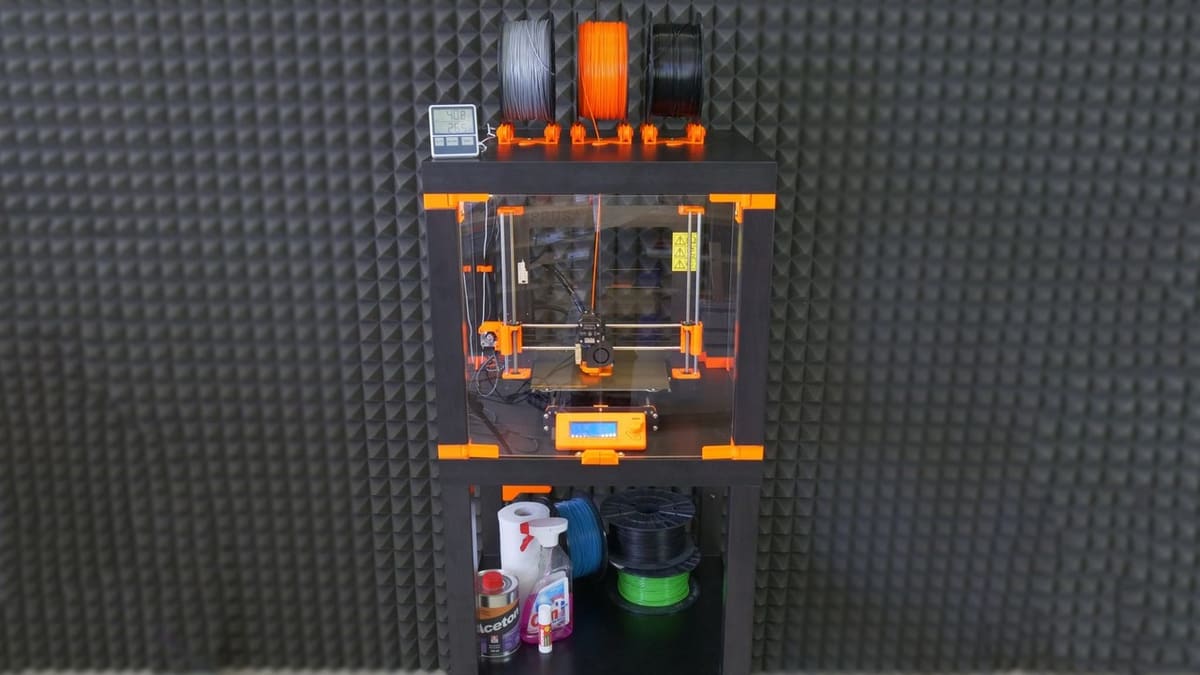
Das Beste, was Sie dagegen unternehmen können, ist, ein Gehäuse für Ihren 3D-Drucker zu bauen. Ein solches Gehäuse erfüllt zwei Aufgaben in Bezug auf die Drucktemperatur: Es verhindert, dass die Außentemperatur Ihre Drucke beeinträchtigen, und es hält die Innentemperatur konstant. Eine günstige und einfache Möglichkeit ist das 3D-Druckergehäuse „Ikea Lack“, das vor allem bei DIY-Makern beliebt ist.
Die perfekten Einstellungen finden
Wir haben es schon einmal gesagt, und wir sagen es noch einmal: Der beste Weg, die optimale Temperatur sowohl für das Druckbett als auch für das Hotend herauszufinden, ist das Trial-and-Error-Prinzip.
Sollten Ihre Drucke irgendwie unsauber sein, verringern Sie die Temperatur des Hotends ein wenig. Gelingen Ihre Drucke nicht oder bleiben sie nicht am Druckbett haften, müssen Sie vermutlich die Druckbetttemperatur etwas erhöhen. Achten Sie jedoch auf Elefantenfüße, da diese ein wichtiges Indiz dafür sein können, dass Ihr Druckbett zu heiß ist.
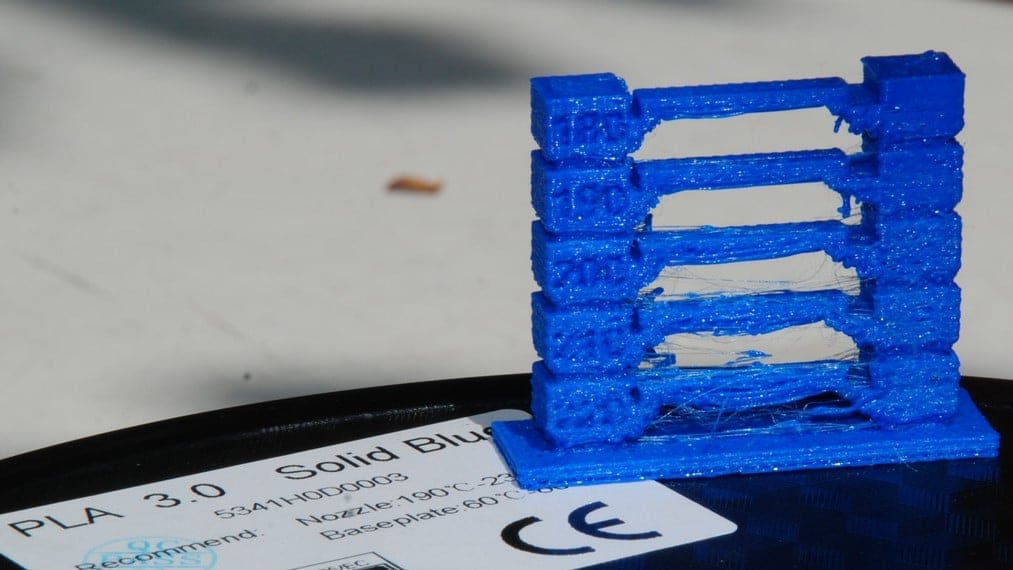
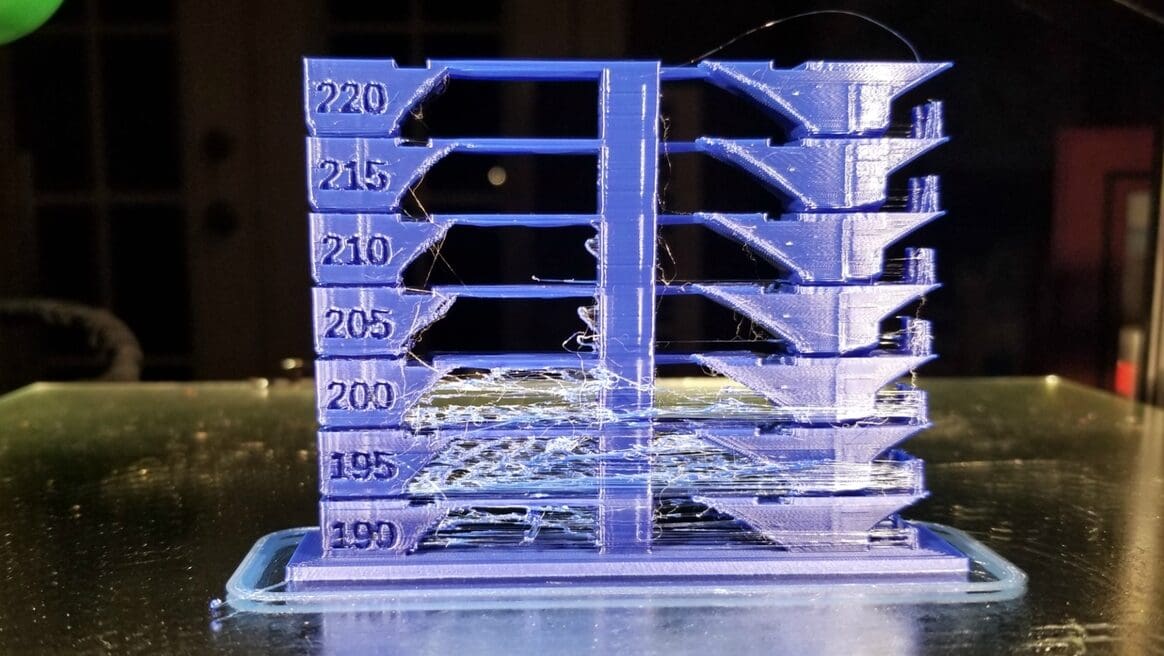
Solange Sie innerhalb der angegebenen Spannen bleiben, ist Experimentieren der beste Weg, um die richtige Drucktemperatur für Ihre spezifische PLA-Marke und -Farbe zu erreichen. Es könnte hilfreich sein, einen Temperaturturm (siehe Abbildung oben) mit dem von Ihnen verwendeten Filament zu drucken. Dieses Modell, das von gaaZolee auf Thingiverse zur Verfügung gestellt wurde, ist besonders beliebt, aber Sie können online auch viele weitere Modelle finden.

Lizenz: Der Text von "PLA-Drucktemperatur: Die besten Einstellungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.