Unterextrusion bei 3D-Druckern: 8 einfache Lösungen

Hast du mit einer Unterextrusion deines 3D-Druckers zu kämpfen? Lies dir diese Anleitung durch, um zu erfahren, wie man dieses Problem leicht beheben kann.
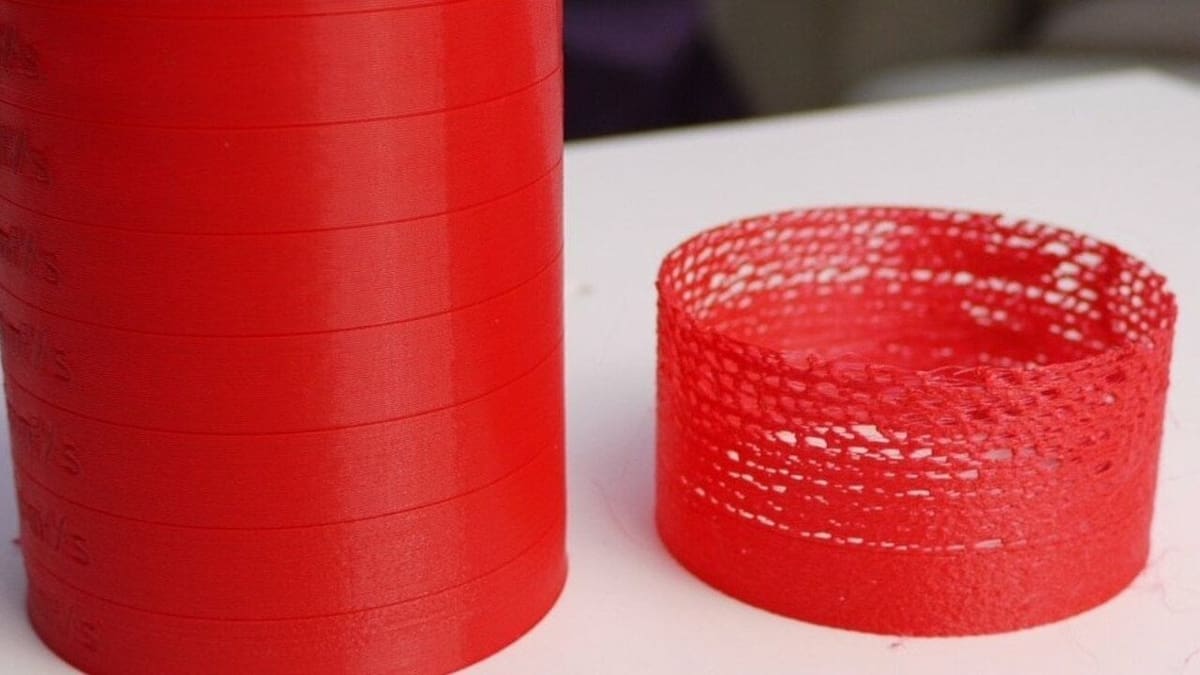
Eine Unterextrusion tritt auf, wenn während eines Drucks zu wenig Filament extrudiert wird. Dadurch können Spalten, fehlende Schichten, unzureichend kleine Schichten und sogar kleine Punkte oder Löcher in einem Druck entstehen. Die Druckqualität und Druckstärke werden bei Auftreten einer Extrusion beeinträchtigt.
Eine Unterextrusion kann entweder in Zusammenhang mit den Einstellungen und der Kalibrierung auftreten (wenn Unterextrusionen konstant auftreten) oder kann aufgrund der Hardware entstehen (wenn das Problem plötzlich auftritt). Überprüfe dann zunächst die Hardware und sei immer vorsichtig, wenn du die Einstellungen des Slicers zu breit einstellst, vor allem wenn du in der Vergangenheit mit dem gleichen Setup erfolgreich gedruckt hast.
Im Folgenden sehen wir uns einige einfache Problemlösungen für eine Unterextrusion an, mit denen du dieses lästige Problem eigentlich beheben müsstest. Bevor du loslegst, achte aber bitte darauf, dass du deinen favorisierten Kalibrierungswürfel oder Testdruck zur Hand hast, um deine Einstellungen entsprechend einzugeben.

Das muss gecheckt werden
Wie schon erwähnt empfiehlt es sich, zunächst bei der Hardware zu beginnen. Schauen wir uns mal an, was als Erstes überprüft werden sollte.
Filamentdurchmesser

Ein gängiges Problem stellt die falsche Eingabe des Filamentdurchmessers dar. Das lässt sich lösen, ohne dass man irgendetwas am 3D-Drucker selbst ändern muss, und ist wohl die wesentlichste Komponente beim 3D-Druck-Setup. Ein vielleicht etwas übertriebenes Beispiel: Wenn dein Slicer auf einen Filamentdurchmesser von 1,75 mm eingestellt ist, du aber ein Filament mit einem Durchmesser von 3 mm zu drucken versuchst, kann der Extruder das Filament nur unzureichend durch die Düse befördern.
Um die notwendigen Änderungen vorzunehmen, gehen Sie, wenn Sie Cura verwenden, zu „Einstellungen > Drucker > Drucker verwalten…“, wählen Sie Ihren Drucker aus oder fügen Sie einen neuen hinzu, falls Ihrer noch nicht aufgeführt ist, und klicken Sie auf „Geräteeinstellungen“. Ändern Sie auf der entsprechenden Registerkarte des Extruders den „Kompatiblen Materialdurchmesser“ so, dass er dem Durchmesser Ihres Filaments entspricht. Ändern Sie dann den Materialdurchmesser, indem Sie zu „Einstellungen > Extruder 1 > Material > Materialien verwalten…“ gehen. Da voreingestellte Materialien nicht bearbeitet werden können, müssen Sie ein neues Material erstellen (der Einfachheit halber auf der Grundlage eines vorhandenen Materials) und unter „Informationen > Durchmesser“ die spezifische Nummer eintragen.
Wenn Sie später mit 1,75-mm-Filament drucken möchten, müssen Sie das Material und die Maschineneinstellungen erneut ändern.
Verwende einen Messschieber zum Ausmessen deines Filaments. So findest du ganz leicht den korrekten Durchmesser. Manchmal kann sogar eine Ungenauigkeit von 0,1 mm zu Problemen beim Druck führen.
Aufgrund der spezifischen und anspruchsvollen Produktionsbedingungen bei der Herstellung von Filamenten (z.B. konstante Temperaturen, Vermeidung von Verunreinigungen) entsprechen günstigere Produkte oder Billigmarken möglicherweise nicht den Qualitätsstandards, um deinen Ansprüchen an das Material gerecht werden zu können. Manchmal ist billiger besser, aber hier könnte der Fall anders liegen.

Filamentknoten
Knoten und Verwicklungen auf der Spule sind weitere lästige Probleme, die beim Drucken auftreten können und sich kaum verhindern lassen. Sieh dir am besten auch unsere Tipps und Tricks zum Vermeiden von Verwicklungen an.
Die beste Möglichkeit, Knoten oder Wirrwarr zu beheben besteht darin, dein Filament bis zu einer Stelle, nach der der Knoten aufgetreten ist, abzurollen und es dann mithilfe der Spule vorsichtig wieder aufzurollen. Verwende zukünftig eine Filament-Klammer!

Druckerdüse & heißen Endes

Die häufigste Ursache für eine Unterextrusion ist eine verstopfte Druckerdüse. Selbst eine teilweise verstopfte Düse kann deine 3D-Drucke ruinieren. Wenn an deinem Drucker plötzlich eine Unterextrusion auftritt, vor allem wenn du nachlässig bei der Wartung deines Druckkopfes warst, ist eine verstopfte Düse das wahrscheinlichste Problem.
Dies kannst du ganz einfach durch Reinigen oder Ersetzen der Düse deines Druckers beheben. In den meisten Fällen kannst du die Düse mit einer Drahtbürste abbürsten und einen angemessen großen Düsenreiniger verwenden, um überschüssiges Material aus der Düse zu schieben und die Öffnung zu reinigen. In anderen Fällen ist die Behebung des Problems etwas komplizierter.

Bowden-Schlauch & kaltes Ende

Wenn deine Druckerdüse sauber ist und du immer noch mit Unterextrusion zu kämpfen hast, überprüfe den Bowden-Schlauch deines Druckers (oder das kalte Ende, wenn es sich um einen Drucker mit Direct-Extruder handelt). Manchmal können beschädigte PTFE-Schläuche mit dem Filament verkleben und zu Verstopfungen führen.
Um verklebtes Filament und kaputte PTFE-Schläuche zu entfernen, musst du die Schelle der Klemmhülse um den PTFE-Schlauch herunterdrücken und fest am Schlauch ruckeln. Außerdem ist es hilfreich, dein heißes Ende auf Drucktemperatur (ca. 200 °C) zu erhitzen. Sei aber sehr vorsichtig, wenn du dich für diese Methode entscheidest. So wird sichergestellt, dass kein Filament in der Düse feststeckt und es wird verhindert, dass der Bowden-Schlauch entfernt wird.
Sollte dein Drucker mit einem Direct-Extruder ausgestattet sein, musst du an das kalte Ende des Druckkopfes herankommen, um so sicherzustellen, dass das Filament ungehindert zum heißen Ende befördert werden kann.

Extrudergetriebes
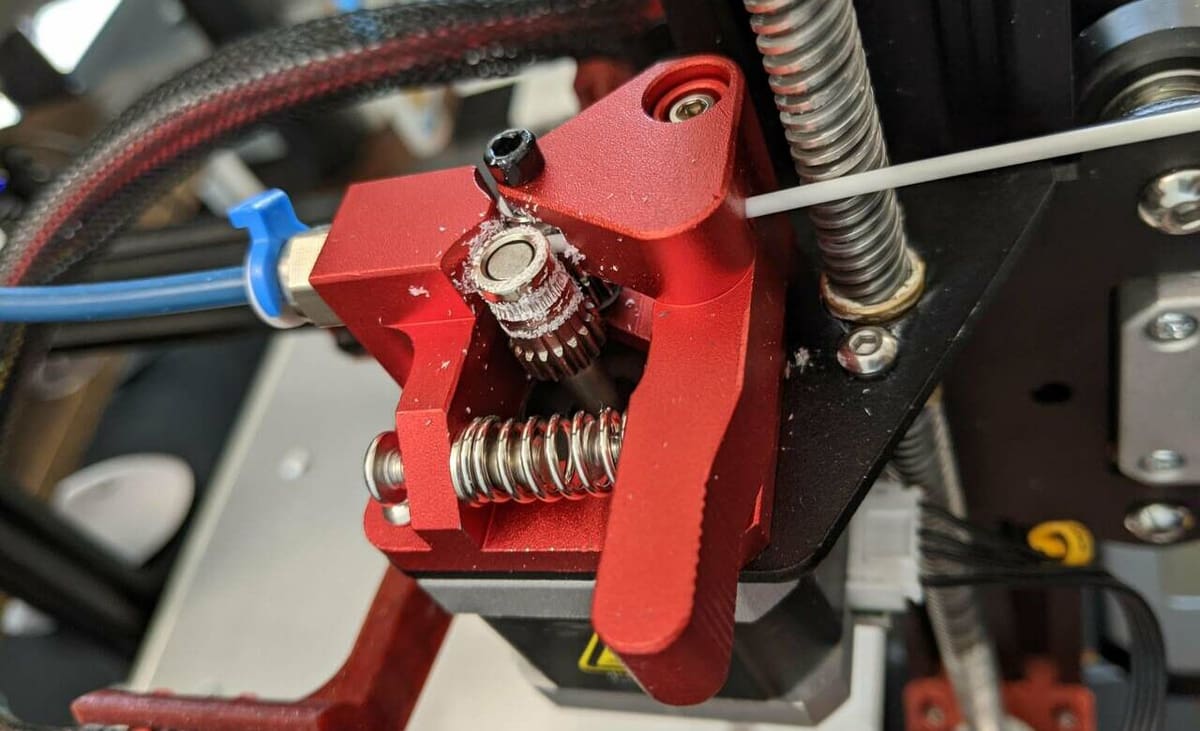
Eine häufige Ursache für Unterextrusionen ist ein verschmutztes Extrudergetriebe. Vor allem wenn du in der Vergangenheit Probleme mit Verstopfungen hattest, kann das Extrudergetriebe das stationäre Filament abschleifen, wodurch sich Filamentsplitter und Partikel an der Verzahnung ansammeln können. Aus diesem Grund kann der Extruder dann das Filament nur schwer greifen und durch die Druckerdüse schieben.
Ein kurzes Abbürsten mit einer Drahtbürste sollte dieses Problem in Sekundenschnelle beheben!
Einstellungen optimal anpassen
Wenn keine der oben aufgeführten Überprüfungen das Problem erfolgreich beseitigen konnte, kommst du nicht darum herum, deine Einstellungen zu optimieren.
Erhöhen der Drucktemperatur
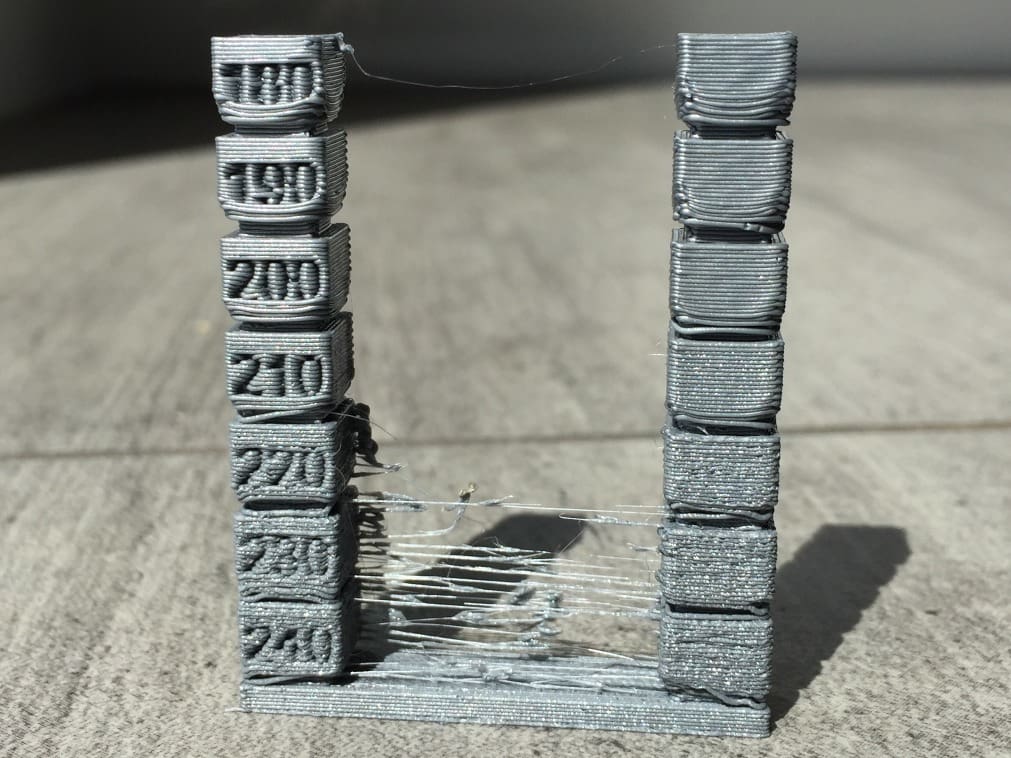
Auch innerhalb einer Materialkategorie erfordern manche Filamentmarken und Farben leicht andere Drucktemperaturen. Wenn du vor kurzem ein anderes Filament eingesetzt hast und dich nun auf einmal mit einer Unterextrusion konfrontiert siehst, stehen die Chancen gut, dass du nur die Drucktemperatur anpassen musst. Wenn die Drucktemperatur zu niedrig ist, kann das Filament nicht richtig fließen.
Erhöhe deine Drucktemperatur in Schritten von 5 °C solange, bis du die korrekte Temperatur für dein Gerät und das verwendete Material findest. Du kannst mit dieser Einstellung spielen, indem du wiederholt einen Testdruck durchführst und die Temperatur anpasst oder andernfalls einen einzigen Temperaturturm druckst, mit dem du mehrere Temperaturen gleichzeitig austesten kannst.

Anpassen der Rückzugseinstellungen

Wenn du Unterextrusionen an den Rändern oder Nähten deiner Drucke siehst, musst du möglicherweise deine Retraktionseinstellungen anpassen. Wenn du das Filament zu weit oder zu langsam einziehst, kann der Extruder nicht ausreichend Filament durch die Düse schieben, um eine perfekte Schicht zu erzeugen.
Verringere deine Retraktionsdistanz in Schritten von jeweils 1 mm und erhöhe deine Retraktionsgeschwindigkeit jeweils in Schritten von 5 mm/Sek. Höre damit auf, wenn dieses Problem nicht mehr auftritt oder nur noch in vernachlässigbarer Menge. Wenn deine Drucke auf einmal ausfransen oder Blasen schlagen, hast du die Distanz und Geschwindigkeit zu stark angepasst und musst sie ganz leicht korrigieren. Generell solltest du nie eine Retraktionsdistanz von weniger als 2 mm oder eine Geschwindigkeit von mehr als 45 mm/Sek. einstellen.

Erhöhen der Durchflussrate
Wenn deine gesamte Hardware in tadellosem Zustand ist, keine der Tipps für die Einstellungen funktionieren und du immer noch Unterextrusionen bemerkst, versuche es mal mit dem Erhöhen der Durchflussrate (auch bekannt als Extrusionsmultiplikator) in deinem Slicer. Dadurch wird mehr Filament durch deine Düse geschoben und es entstehen vollere Drucke.
Spiele so lange mit dieser Einstellung um 2,5 %, bis du die richtige Stelle findest. Beachte aber bitte, dass eine zu starke Erhöhung dieser Einstellung zu einem Druckstau führen kann. Manchmal erfordern unterschiedliche Filamentmarken, Farben und Materialien etwas andere Durchflussraten. Als Faustregel gilt: Erhöhe diese Einstellung nicht über 1,1 (oder 110 %). Andernfalls treten eventuell neue Probleme auf.
Wie wir bereits angemerkt haben, solltest du diese Einstellung nie ändern, wenn du in der Vergangenheit mit dem gleichen Drucker, dem gleichen Setup und Material zufriedenstellende Druckergebnisse erzielt hast. Wenn eine Unterextrusion gelegentlich auftritt, liegt die Ursache meistens an der Hardware.
Lizenz: Der Text von "Unterextrusion bei 3D-Druckern: 8 einfache Lösungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.