Warping (3D-Druck-Problem): Drei einfache Lösungen

Wenn sich 3D-Drucke ungleichmäßig auf der Druckplatte abkühlen, kann sich das Material verziehen (warping). Hier sind drei einfache Lösungen!
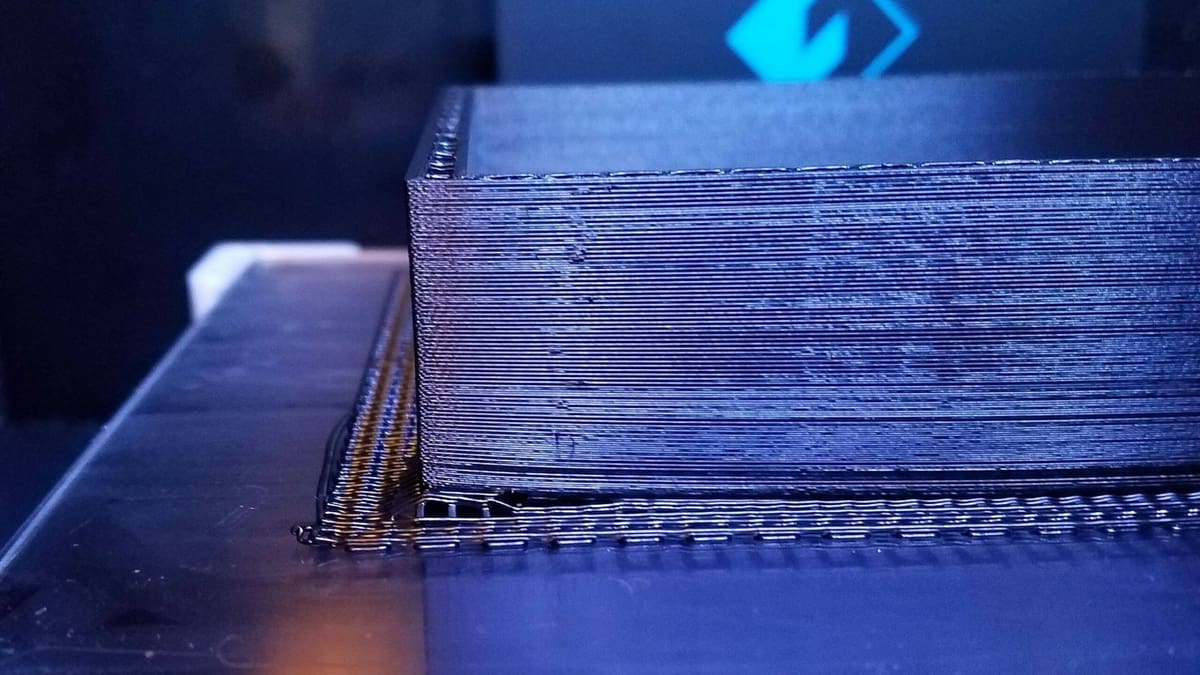
Leider tritt ein Materialverzug während des Druckens mit einem FDM-3D-Druckers auch bei den Besten unter uns gelegentlich auf. Wann immer sich ein Teil deines 3D-Drucks nach oben krümmt, handelt es sich Materialverzug.
Dieses Problem tritt auf, wenn sich das extrudierte Filament zu schnell auf der Druckplatte abkühlt und dabei schrumpft. Dies sorgt dann für Spannung innerhalb des Modells. Wird diese zu groß, beginnen die unteren Schichten damit, sich in den Ecken (nach oben) zu krümmen, wodurch eine Verwölbung entsteht.

Zum Glück gibt es aber verschiedene Methoden, mit denen du eine solche Verwölbung bei deinen Drucken verhindern kannst. Sehen wir uns einmal einige der möglichen Lösungen an!
Warum tritt Materialverzug auf?
Die beim FDM-3D-Druck verwendeten Filamente sind häufig aus Thermokunststoff, einem Material also, das schmelzen (bzw. flüssig werden) und abkühlen (bzw. fest werden) kann und dabei weiterhin seine Eigenschaften beibehält.
Beim Erhitzen werden Thermokunststoffe nicht nur flüssig, sondern dehnen sich auch aus. Kühlen sie dann wieder ab, ziehen sie sich auch wieder zusammen. Bei dieser Transformation entsteht Bewegung im extrudierten Kunststoff, was die Ursache für den Materialverzug beim 3D-Druck darstellt: Die kälteren Schichten ziehen sich zusammen und nehmen die heißeren Schichten mit. Tritt dies auf, wenn sich die heißeren Schichten unterhalb der kälteren befinden, wird sich das 3D-Objekt nicht mehr an der Druckplatte festhalten können und sich wölben.
Und um das Ganze noch zu verschlimmern, kann dieses Problem auch ganz plötzlich auftreten, selbst wenn schon ein großer Teil des 3D-Drucks erledigt ist.
Somit ist dann ein ansonsten perfektes Modell ruiniert! Wenn wir die Temperatur des 3D-gedruckten Modells jederzeit gleichhalten könnten, würde sich nicht einmal eine winzig kleine Ecke des Modells wölben. Dieses Ideal ist aber leider lediglich Wunschdenken.Was wir allerdings tun können, ist zu versuchen, die Temperatur des 3D-gedruckten Modells so gleichmäßig wie möglich zu belassen. Und wir können außerdem alles daran setzen, das Modell davon zu überzeugen, sich an der Druckplatte festzuhalten, als ginge es um Leben und Tod!
Seltener Fall: Materialverzug am Druckbett
Einige Maker haben davon berichtet, dass sich am Druckbett ein Materialverzug bemerkbar macht. Dieses Problem tritt meistens bei großen Drucken (mit breiten ersten Schichten) auf Federstahl-Druckbetten auf. Bei großen Drucken wirken mehr Kräfte, die für Materialverzug sorgen, auf das Modell als bei kleineren Objekten. Die flexible Druckplatte – an der der Druck natürlich exzellent haftet – verbiegt sich dann unter diesen Kräften! Falls dieses Problem auch bei dir auftritt (oder du befürchtest, dass es auch bei dir auftreten könnte) und du die folgenden Vorschläge, mit denen dieses Problem verringert werden soll, nicht umsetzen kannst, solltest du eventuell auf eine Glas-Druckplatte umsteigen.
Steuere die Temperatur
Die Temperatur, nicht nur die des Filaments, sondern auch die des Betts und der Umgebungsluft, ist vermutlich der wichtigste Faktor, wenn man einen Materialverzug vermeiden möchte. Hier sind ein paar Tipps, mit denen du die optimalen Temperaturbedingungen schaffen kannst:
- Verwende ein beheiztes Druckbett. Dieses hilft dabei, die Temperatur im Modell auszugleichen. Ein beheiztes Druckbett sorgt auch für mehr Haftung. Die Filamenthersteller geben im Normalfall immer eine empfohlene Druckbetttemperatur an. Wenn du nach dem Aufheizen des Druckbetts immer noch ein Verziehen feststellst, solltest du erwägen, die erste Schicht heißer zu drucken und dann die Temperatur für die weiteren Schichten zu senken, um die Haftung zu verbessern.
- Verwende eine abgeschlossene Druckkammer. Dies hilft dabei, während des gesamten Druckvorgangs eine konstante Temperatur innerhalb des Modells beizubehalten. Solltest du keine Druckkammer besitzen, kannst du dir unseren Artikel zum Bau deiner eigenen Druckkammer durchlesen.
- Reguliere die Zimmertemperatur. Das ist vor allem dann wichtig, wenn du nicht auf eine geschlossene Druckkammer zurückgreifen möchtest. Du solltest immer alle Fenster und Türen geschlossen halten. (Denke aber daran, dass du noch Luft zum Atmen brauchst!) Vermeide, dass ein kühler Luftzug auf deinen 3D-Druck trifft.
- Passe die Abkühlung an. Dies kann sich als knifflig herausstellen, da du das Filament ja für ein besseres Bridging und weniger Fadenbildung (Stringing) weiterhin abkühlen musst. Außerdem muss das geschmolzene Filament eine präzise Geometrie einhalten.

Verwende Klebstoffe

Wie bereits erwähnt kann es bereits genügen, die Haftkraft der untersten Schicht zu erhöhen, um das Druckbett davon abzuhalten, sich an den Ecken zu verbiegen. Dies geschieht üblicherweise, indem du das Druckbett vor dem Drucken mit einem Klebstoff beschichtest.
Wie bei jedem Klebstoff gilt aber auch hier, dass du ihn zunächst mit einem kleinen Druck testen solltest, um sicherzustellen, dass er nicht zu gut funktioniert. Du willst ja schließlich vermeiden, dass er so gut klebt, dass du beim Entfernen deinen Druck (oder sogar dein Druckbett) beschädigst!
- Verwende Haarspray. Damit erzeugst du ausreichend Halt für die meisten Filamentarten. Du kannst aber auch ein spezielles Druckbettspray wie 3DLac verwenden.
- Verwende einen PVA-Klebestift. Ein guter alter Klebestift ist eine weitere beliebte Option. Es gibt auch speziell für die Haftung auf Druckbetten entwickelte Produkte, wie zum Beispiel von Magigoo. Mit diesem Klebstoff bleiben PLA und andere Filamente an der Druckplatte haften. Egal, wofür du dich entscheidest, du solltest nur eine dünne, gleichmäßige Lage direkt auf der Druckplatte auftragen.

Ändere die Einstellungen deines Slicers
Du kannst euch einige Änderungen an deinen Slicer-Einstellungen vornehmen, um einen Materialverzug zu verhindern und dafür zu sorgen, dass der Druck an Ort und Stelle bleibt:
- Drucke langsamer. Du wärst überrascht, wenn du wüsstest, wie viele nervige Druckprobleme (wie Verwölbungen) mit einer niedrigeren Druckgeschwindigkeit vermieden werden können. Denke nur daran, auch die Temperatur der Extruderdüse entsprechend zu verringern.
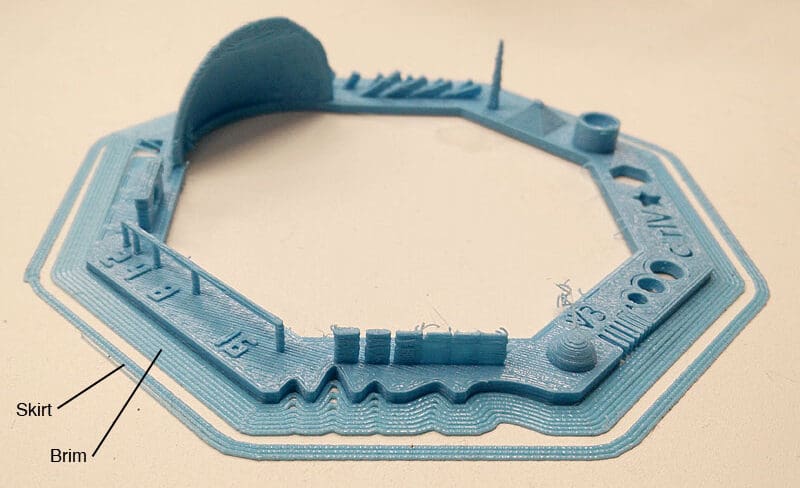
- Erstelle in deinem Slicer einen Brim oder einen Skirt. Ein Skirt ist ein Offset rund um den Rand des Teils, während ein Brim aus einer oder mehreren zusätzlichen Schichten besteht, die rund um den äußeren Rand direkt an der Grundfläche befestigt sind. So erhält dein Modell eine größere Grundfläche, was für mehr Haftung an der Druckplatte sorgt.
- Füge einen Raft hinzu. Ein Raft ist eine Struktur, die ähnlich wie ein Brim die Grundfläche deines 3D-Modells vergrößert. Es verläuft jedoch auch unter der gesamten Grundfläche des Teils. Dies sorgt für mehr Haftung auf der Druckplatte, sollte sich aber auch leichter vom Modell lösen können.
- Füge Mausohren hinzu. In anderen Worten: Kleine Scheiben mit ein paar Schichten, die du unten an deinem Modell anbringst, um damit die Haftung der Ecken am Druckbett zu erhöhen. Platziere die Scheiben in deinem Slicer so auf der Druckplatte, dass sie die Ecken deines Modells nur minimal berühren. So kannst du sie spielend leicht entfernen, wenn der 3D-Druck abgeschlossen ist. Auf Thingiverse kannst du dir von tugeagon erstellte Mausohren herunterladen. Du kannst allerdings auch eine CAD-Software verwenden, um deine eigenen Mausohren zu erstellen.

Lizenz: Der Text von "Warping (3D-Druck-Problem): Drei einfache Lösungen" von All3DP unterliegt der Creative Commons Attribution 4.0 International License.