
Cura & Creality K1: los mejores perfiles y ajustes

¿Busca la configuración de Cura perfecta para la K1 de Creality? Eche un vistazo a estos ajustes y libere el veloz potencial de su Creality K1.
Cuando la K1 de Creality salió al mercado a mediados de 2023, fue recibida con mucho entusiasmo. Esta impresora de modelado por deposición fundida (FDM) basada en Klipper incorpora una extensa lista de funcionalidades, y Creality afirma que es capaz de alcanzar una velocidad de impresión máxima de 600 mm/s y una aceleración de 20.000 mm/s2. La impresora también cuenta con nivelación «manos libres» y una carcasa, todo ello a un precio asequible.
A pesar de algunos problemas con el lote inicial de impresoras que obligaron a Creality a enviar nuevos extrusores a los clientes, la popularidad de este modelo sigue creciendo en la comunidad de impresión 3D. La K1 incorpora de serie el slicer Creality Print. Se trata de una variación del popular slicer Cura adaptada para Creality. Desafortunadamente, Creality Print carece de algunas de las características implementadas en la versión más reciente de Cura.
Cura, adorado por los entusiastas de la impresión 3D, es un slicer gratuito y de código abierto apto para todos los niveles de experiencia. Como principiante, podrá ver los ajustes más importantes, mientras que los usuarios más avanzados pueden juguetear con más de 400 ajustes en el modo personalizado. Por suerte, Cura permite a los usuarios crear configuraciones para impresoras no integradas inicialmente en el software, por lo que es posible configurar el slicer para que funcione a la perfección con la K1 de Creality.
En este artículo, le guiaremos durante la configuración de Cura para un uso óptimo con la K1, y le indicaremos los ajustes esenciales para garantizar unos resultados de impresión impresionantes y eficientes. ¡Vamos allá!

Primeros pasos
Si desea aprovechar la potencia de Cura para elevar su experiencia de impresión con la K1, necesitará crear una configuración de impresión personalizada. En el momento de redactar este documento, no existe una configuración nativa para la K1 en Cura. Esencialmente, una configuración de impresión contiene información que identifica la impresora 3D, el material y todos los ajustes de impresión activados con sus valores correspondientes, que un slicer utiliza para generar el código G o G-code. Aunque Cura tiene montones de configuraciones de impresión preestablecidas para impresoras y materiales de terceros, también permite a los usuarios crear configuraciones de impresión personalizadas.
He aquí cómo empezar a crear una configuración para su K1:
- Vaya a «Ajustes > Impresora > Agregar impresora».
- Seleccione «Impresoras no UltiMaker».
- A continuación, seleccione «Agregar una impresora fuera de red».
- Desplácese hasta Creality3D, seleccione «Creality Ender 3 S1» (según lo recomendado por Creality), cambie el nombre de la impresora a «Creality K1» y, a continuación, pulse «Agregar».
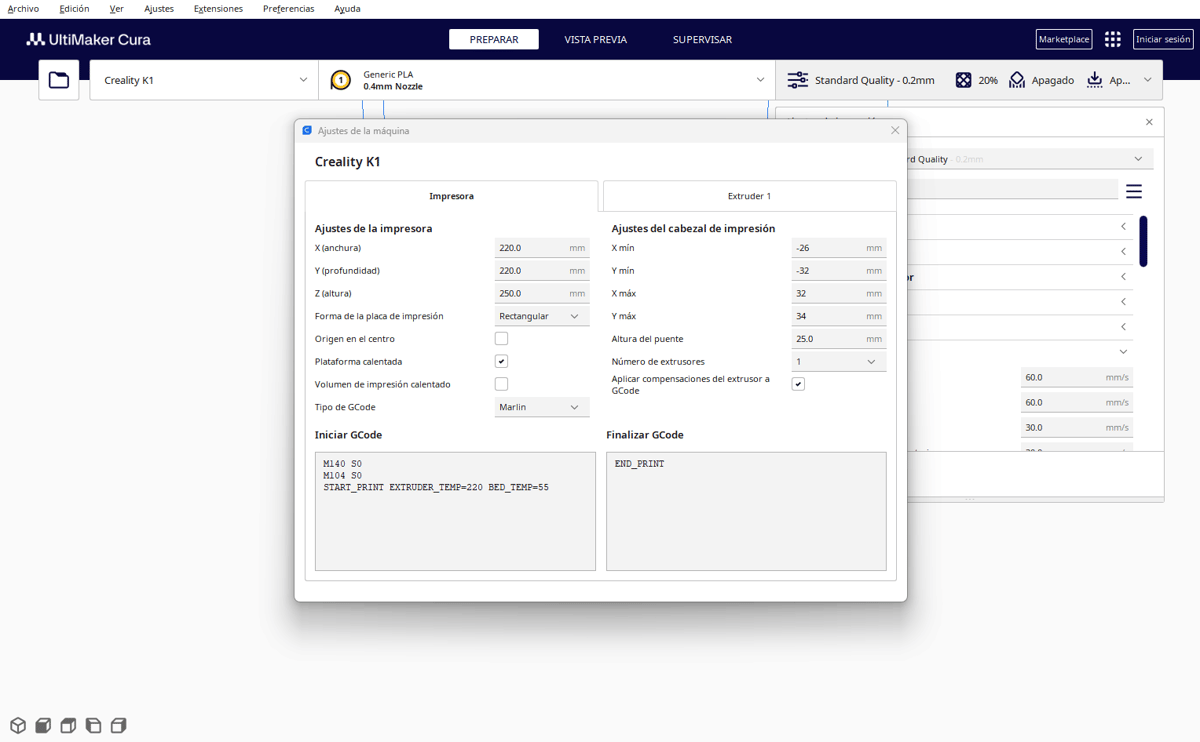
- En la impresora, cambie el valor de «Z (altura)» a 250,0 mm y, a continuación, borre los campos de código G de Inicio y Fin.
- Introduzca las siguientes líneas en el campo «Iniciar GCode»:
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=220 BED_TEMP=55
- A continuación, introduzca esta información en el campo «Finalizar GCode»:
END_PRINT
Como la Creality K1 se suministra con un cabezal de 0,4 mm, los ajustes que proporcionamos serán adecuados para imprimir PLA, ABS, PETG y TPU con este tamaño de cabezal.
Aquí tiene un resumen rápido de nuestra configuración recomendada, pero más adelante le ofrecemos una visión más detallada de cada ajuste específico. Tenga en cuenta que puede que necesite modificar esta configuración para adaptarla a su tipo de filamento y a su cabezal en concreto.
Configuración perfecta para imprimir PLA en la K1 de Creality
- Temperatura de impresión: 220-240 °C
- Temperatura de la cama de impresión: 50 °C
- Velocidad: 200-300 mm/s
- Altura de capa: 0,2 mm
- Retracción: 0,5 mm a 40 mm/s
- Relleno: 20 %
- Velocidad de capa inicial: 10-20 mm/s
- Velocidad inicial del ventilador: 0 %
Temperatura del hotend
La impresión 3D mediante modelado por deposición fundida (FDM) implica la fusión de termoplásticos y su deposición precisa en capas. Esto hace que la temperatura del hotend sea uno de los ajustes más importantes, ya que este componente es el responsable de fundir el plástico. Una temperatura inadecuada contribuirá a la aparición de problemas como la sobreextrusión, la subextrusión o la presencia de gotas.
Todos los fabricantes de filamento le sugerirán temperaturas de impresión específicas para su filamento, y este suele ser el mejor punto de partida a la hora de crear una configuración de impresión para dicho filamento. Sin embargo, para una extrusión suave del PLA, una temperatura de entre 220 °C y 240 °C suele ser la mejor para la mayoría de las marcas. Factores como el diámetro del cabezal o la velocidad de impresión también afectarán a la temperatura óptima para su caso de uso, por lo que le sugerimos que, cuando pruebe un filamento nuevo, primero imprima una torre de temperatura.
Las temperaturas de impresión ideales oscilan en torno a los 260 °C para el ABS, entre 250 °C y 270 °C para el PETG, y en torno a los 220 °C para el TPU. Una buena regla general es empezar a imprimir desde los rangos más bajos e ir aumentando la temperatura en 5 °C hasta que la calidad de impresión sea excepcional.
Resumen
- PLA: 220-240 °C
- ABS: 260 °C
- PETG: 250-270 °C
- TPU: 220 °C
Temperatura de la cama de impresión

Aumentar la temperatura de su placa de impresión generalmente mejora la adherencia entre la capa inicial de su impresión y la placa, reduciendo el riesgo de una impresión fallida derivada de que su impresión se separe de la cama.
La K1 se suministra con una placa de impresión de PEI capaz de alcanzar los 100 °C, lo cual será necesario cuando imprima con filamento ABS en esta máquina. Mientras que el PLA habitualmente no requiere una cama caliente, dependiendo del material de la placa de construcción sí puede beneficiarse de que la temperatura de la cama ronde los 50 °C o 60 °C. También puede utilizar cinta Kapton, pegamento o cinta de pintor para mejorar la adherencia a la cama de su impresión.
Resumen
- PLA: 50 °C
- ABS: 100 °C
- PETG: 70 °C
- TPU: 70-75 °C
Velocidad
Creality afirma que la K1 es capaz de alcanzar impresionantes velocidades de impresión de 600 mm/s y velocidades de aceleración de 20 000 mm/s2. Sin embargo, también admite que los usuarios deberían esperar unas velocidades habituales de impresión máxima alrededor de los 300 mm/s y de desplazamiento de 800 mm/s. El factor más importante que rige la velocidad de impresión de una impresora 3D es su velocidad de flujo máxima, que Creality afirma que es de 32 mm3/s para la K1. La velocidad de flujo describe el volumen de plástico que su hotend puede expulsar por segundo.
Para PLA, sugerimos establecer un flujo máximo de 20 mm3/s y una velocidad inicial de 200 mm/s e ir aumentando los valores a partir de ahí. Esta velocidad y flujo también funcionan bien para el ABS. Como el PETG es un poco más fibroso, sugerimos la cifra de 180 mm/s como un buen punto de partida. Es una buena idea empezar a una velocidad mucho menor en el caso de los filamentos flexibles, por lo que recomendamos una velocidad máxima de 80 mm/s para los trabajos con TPU. Imprima una torre de prueba de velocidad para ajustar aún más sus parámetros.
Resumen
- PLA: 200-300 mm/s
- ABS: 200-300 mm/s
- PETG: 180 mm/s
- TPU: 80 mm/s
Velocidad del ventilador
En última instancia, la velocidad del ventilador depende del material con el que trabaje. Cuando imprima con PLA en su K1, necesitará que los ventiladores de refrigeración de la pieza funcionen a pleno rendimiento, con la puerta abierta y la cubierta quitada para asegurarse de que ninguna acumulación de calor afecte negativamente a la calidad de la impresión. Por el contrario, para el ABS, debido a que la cámara de la K1 se calienta de forma pasiva (utiliza el calor del cabezal y de la cama de impresión para elevar la temperatura de la cámara), necesitará apagar todos los ventiladores y precalentar su impresora hasta que la temperatura de la cámara sea de unos 40 °C antes de empezar a imprimir, para evitar deformaciones causadas por el warping y problemas de adherencia de las capas.
Cuando se enfría demasiado rápido, el PETG tiende a agrietarse, por lo que es buena idea imprimir con la puerta cerrada. Elija una velocidad máxima para el ventilador de entre el 20 % y el 30 % y una temperatura de la cámara de 40 °C para obtener resultados óptimos.
Al igual que con el ABS, evite imprimir con filamento TPU con los ventiladores encendidos, ya que las capas de TPU necesitan tiempo para adherirse. Los puentes, los voladizos y las capas pequeñas, sin embargo, sí se beneficiarán de una ligera refrigeración. Ajuste su ventilador al 20 % como máximo en estas zonas para obtener una calidad óptima.
Resumen
- PLA: 100 %
- ABS: 0 % (carcasa cerrada)
- PETG: 50-100 %
- TPU: 0 % (20 % para puentes, voladizos y capas pequeñas)
Altura de capa
Para cualquier cabezal determinado, se recomienda utilizar una altura de capa de entre el 25 % y el 75 % del tamaño del cabezal. No obstante, la altura de capa que le conviene utilizar viene determinada en última instancia por la finalidad de su impresión.
Las alturas de capa más pequeñas producen impresiones más detalladas, pero generalmente tardan más en completarse, en comparación con las alturas de capa más grandes, que sacrifican algo de resolución o detalle a cambio de tiempos de impresión más breves. Los voladizos también tienden a imprimirse mejor cuando se utilizan alturas de capa mayores.
Asegurar la correlación entre su velocidad de impresión y la altura de capa es crucial cuando imprime en la K1. Las velocidades de impresión más altas complementan mejor las alturas de capa más pequeñas (teniendo en cuenta la velocidad de flujo máxima), minimizando el riesgo de subextrusión, mientras que las alturas de capa mayores funcionan mejor con velocidades de impresión menores para obtener una calidad de impresión óptima.
Resumen
- Impresión lenta, mayor detalle: 0,1 mm
- Impresión rápida, menor detalle: 0,2 mm
Capa inicial
Posiblemente se trate de la capa más importante en la impresión mediante modelado por deposición fundida (FDM). Conseguir que su capa inicial se adhiera a la cama de impresión durante todo el proceso de la impresión contribuye en gran medida a evitar impresiones fallidas, ahorrándole tiempo, dinero y frustración. Conseguir que su capa inicial sea adecuada también garantiza la precisión dimensional de sus impresiones.
Puede poner en práctica varias estrategias para mejorar significativamente la calidad de su capa inicial en cualquier impresora de FDM, incluida la K1. Empiece por aumentar en 5 °C tanto la temperatura del cabezal como la de la cama de impresión para la capa inicial, al tiempo que desactiva los ventiladores de refrigeración para evitar el enfriamiento prematuro del plástico. Además, puede ser recomendable optar por una mayor altura de capa para imprimir la capa inicial. Una temperatura más elevada del cabezal y de la cama de impresión garantiza que el plástico permanezca fundido durante más tiempo, mientras que el uso de una mayor altura de capa aumenta la compresión del plástico fundido sobre la cama de impresión, mejorando así la adherencia.
Para optimizar este proceso, reduzca la velocidad de impresión específicamente para la capa inicial, apuntando a un rango de 10-20 mm/s. Dado que la K1 cuenta con una cama de impresión de PEI y extrude una línea en el borde de la cama de impresión gracias al código G (G-code) de inicio, probablemente no tendrá que utilizar balsas, bordes o faldones.
Tenga cuidado con el efecto pata de elefante que puede surgir debido al aplastamiento excesivo de su capa inicial contra la cama de impresión. Establecer un valor negativo para el valor de expansión horizontal de su capa inicial en Cura le ayudará a evitar este problema.
Resumen
- Altura de la capa inicial: Para una altura de capa de 0,2 mm, opte por 0,24 mm o 0,28 mm
- Velocidad para la capa inicial: 10-20 mm/s
- Velocidad inicial del ventilador: 0 %
Retracción
La retracción invierte el movimiento del motor del extrusor para combatir el encordado en las impresiones reduciendo la presión dentro del cabezal. La retracción es muy útil cuando su impresora tiene que realizar movimientos de desplazamiento entre diferentes partes de una impresión o cuando imprime varios objetos al mismo tiempo. La retracción incrementa los tiempos de impresión y puede provocar que se desgaste el filamento (grinding), derivando en una impresión fallida, por lo que le sugerimos que ajuste adecuadamente el valor máximo de retracción en Cura.
Cuando utilice retracciones, los ajustes más importantes son la velocidad de retracción (retracción y cebado) y la distancia de retracción. La velocidad de retracción es la velocidad a la que se retraerá el filamento, mientras que la velocidad de cebado describe la rapidez con la que el filamento volverá a introducirse en el cabezal. La velocidad de retracción también dependerá en gran medida de su velocidad de desplazamiento: una velocidad de desplazamiento más rápida requiere una velocidad de retracción más alta.
Se recomienda evitar la retracción cuando se utilice filamento TPU, ya que los filamentos flexibles son más susceptibles de desgastarse debido al grinding. Sin embargo, la K1 cuenta con un extrusor directo, por lo que puede utilizar la retracción a velocidades más lentas. Retraer PLA a 40 mm/s y con una distancia de retracción de 0,5 mm es una combinación que funciona bien en el caso de la K1. Estos valores también funcionan bastante bien para los filamentos ABS y PETG.
También es recomendable seleccionar una velocidad de cebado un poco más alta para evitar la subextrusión después de realizar una retracción. En cualquier caso, imprimir una prueba de retracción es la mejor manera de obtener los ajustes correctos para sus impresiones.
Resumen
- PLA: 0,5 mm a 40 mm/s
- ABS: 0,5 mm a 40 mm/s
- PETG: 0,5 mm a 40 mm/s
- TPU: 0,5 mm a 30 mm/s
Relleno

La cantidad de relleno que utilice en una impresión dependerá de la finalidad de la misma, así como de su geometría. Las impresiones funcionales suelen requerir más relleno que las piezas decorativas. Sin embargo, las impresiones con superficies superiores cerradas más grandes requerirán más relleno (para soportar las capas superiores) que aquellas con superficies superiores más pequeñas o de geometría abierta.
El porcentaje y el patrón de relleno afectarán a la dureza, el peso y el tiempo necesario para completar la impresión. Para impresiones funcionales, recomendamos patrones de relleno que proporcionen la misma resistencia en todas las direcciones, como los patrones de relleno «cúbico» y «octeto» de Cura.
Para las piezas decorativas, un relleno máximo del 15 % debería ser suficiente, mientras que las impresiones más funcionales requerirán porcentajes de relleno más altos, de entre el 50 % y el 100 %.
Resumen
- Impresiones decorativas: 0-15 %
- Impresiones estándar: 15-50 %
- Impresiones funcionales: 50-100 %
Licencia: El texto del artículo "Cura & Creality K1: los mejores perfiles y ajustes" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..