
Cura & Ender 3 (V2/Pro): los mejores perfiles y ajustes

¿Quieres saber los mejores ajustes de Cura para la Ender 3 (Pro/V2)? Descubre la mejor configuración de Cura para la Ender 3.
La Ender 3, la Ender 3 Pro y la Ender 3 V2 de Creality forman la que posiblemente sea la familia de impresoras 3D más popular de todos los tiempos y suponen un punto de partida asequible para adentrarse en el mundo de la impresión 3D. Rivalizando con algunas impresoras de precios superiores en términos de velocidad, calidad y volumen de impresión, estas máquinas fiables y asequibles nos han sorprendido.
Como es natural en una impresora dentro de este rango de precio, es necesario un cierto trabajo de nivelación de la cama y calibración manual, y puede que algunas modificaciones. Pero si todo fuera automático, muy probablemente Creality dejaría fuera del mercado al resto de impresoras 3D (incluso a las suyas propias).
En este artículo, te ayudaremos a configurar el perfil de Cura perfecto para tu impresora Ender 3, independientemente de la versión que tengas. Repasaremos los ajustes clave de Cura, explicando cada uno de ellos y recomendando los mejores valores para los materiales de impresión 3D más populares. ¡Vamos allá!

Primeros pasos
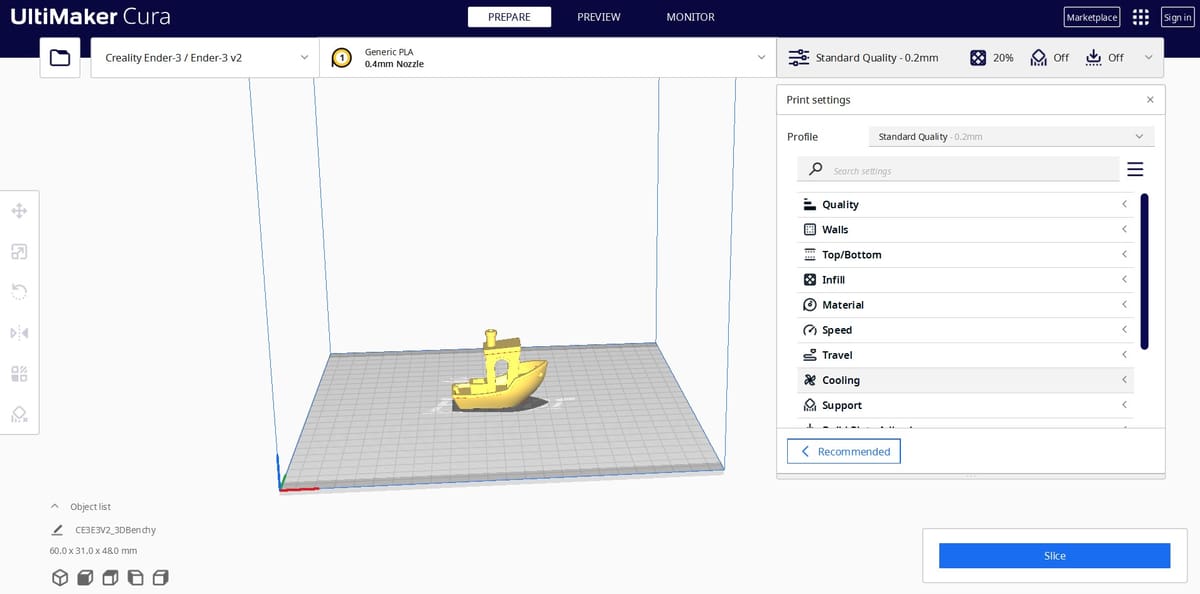
Para empezar, la configuración predeterminada en Cura para la Ender 3 es notablemente buena, y lo mismo se aplica a la Ender 3 V2. La Ender 3 Pro tiene su propia configuración, al igual que la Ender 3 S1 y la S1 Pro, por lo que dependiendo de la máquina que estés utilizando, es un buen punto de partida. Aquí se explica cómo acceder a la configuración predeterminada:
- Haz clic en «Ajustes > Impresora > Administrar impresoras…».
- En el cuadro de preferencias, dirígete a «Añadir nuevo» y, a continuación, selecciona «Impresora no UltiMaker».
- Desplázate hasta «Creality3D», despliega la sección y selecciona Ender 3 o Ender 3 Pro.
A partir de ahí, ya dispones de los ajustes predeterminados a partir de los cuales podrás crear la configuración perfecta. Naturalmente, deberás adaptarla a los distintos filamentos y resoluciones. De forma predeterminada, crearemos esta configuración para filamentos de PLA, pero también comentaremos los ajustes para ABS y PETG.
A continuación, encontrarás un breve resumen de la configuración que te recomendamos. En el resto del artículo, ofrecemos un desglose más detallado de cada ajuste.
La configuración perfecta para la Ender 3 con filamento PLA:
- Temperatura de impresión: 200 ºC
- Temperatura de la cama de impresión: 60 ºC
- Velocidad: 50 mm/s
- Altura de la capa: 0,12 mm
- Retracción: 6 mm a 25 mm/s
- Relleno: 20 %
- Velocidad de capa inicial: 20 mm/s
- Velocidad inicial del ventilador: 0 %
Temperatura del hotend
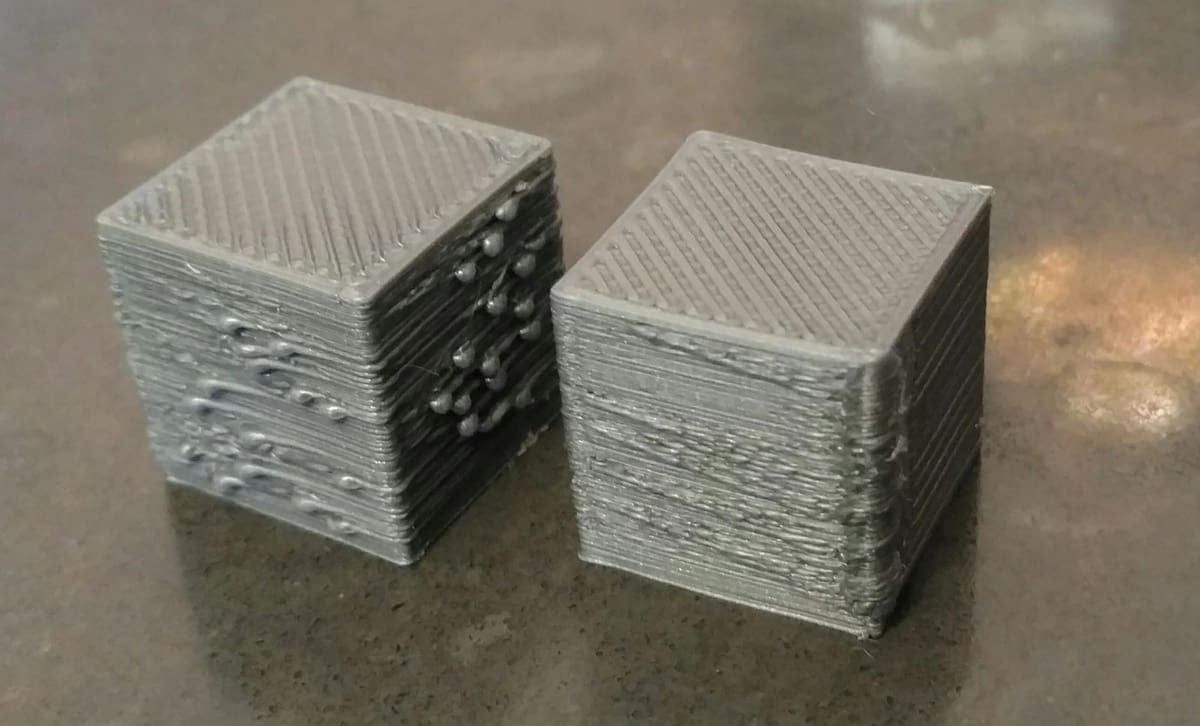
Uno de los ajustes más importantes es la temperatura. Si esta no se ajusta correctamente, puede provocar problemas de sobreextrusión o subextrusión, curvado o la aparición de gotas o imperfecciones en la superficie. La mayoría de los filamentos PLA requieren una temperatura de al menos 180 °C para una extrusión adecuada y pueden soportar hasta 220 °C antes de que la sobreextrusión se convierta en un problema.
Las temperaturas ideales varían entre los distintos materiales (ABS: 220-250 °C, PETG: 220-245 °C), y la marca del filamento también puede suponer una diferencia. A la hora de probar un nuevo filamento, es una excelente idea imprimir una torre de temperatura. En general, consideramos que 200 °C es una buena temperatura media para filamentos PLA.
Recuerda: Cuando calibres tu Ender 3, solamente debes modificar un ajuste de cada vez.
Resumen:
- PLA: 200 °C
- ABS: 230 °C
- PETG: 240 °C
Temperatura de la cama de impresión
Este parámetro también depende en gran medida del material que utilices. En realidad, el PLA no requiere calentamiento de la cama de impresión (pero, aún así, siempre ayuda), especialmente si usas algo para la adherencia a la cama, como cinta de pintor, laca o pegamento. Idealmente, la temperatura de la cama siempre debería ser superior a la temperatura ambiente.
La temperatura de la cama para los materiales ABS debería ser notablemente superior a la del PLA, y estaría alrededor de los 110 °C. Si vas a utilizar tu Ender 3 con filamento ABS, probablemente también necesites fabricar una carcasa para eliminar el exceso de refrigeración y evitar que las capas se separen o se deformen.
Resumen:
- PLA: 50 °C
- ABS: 110 °C
- PETG: 70 °C
Velocidad
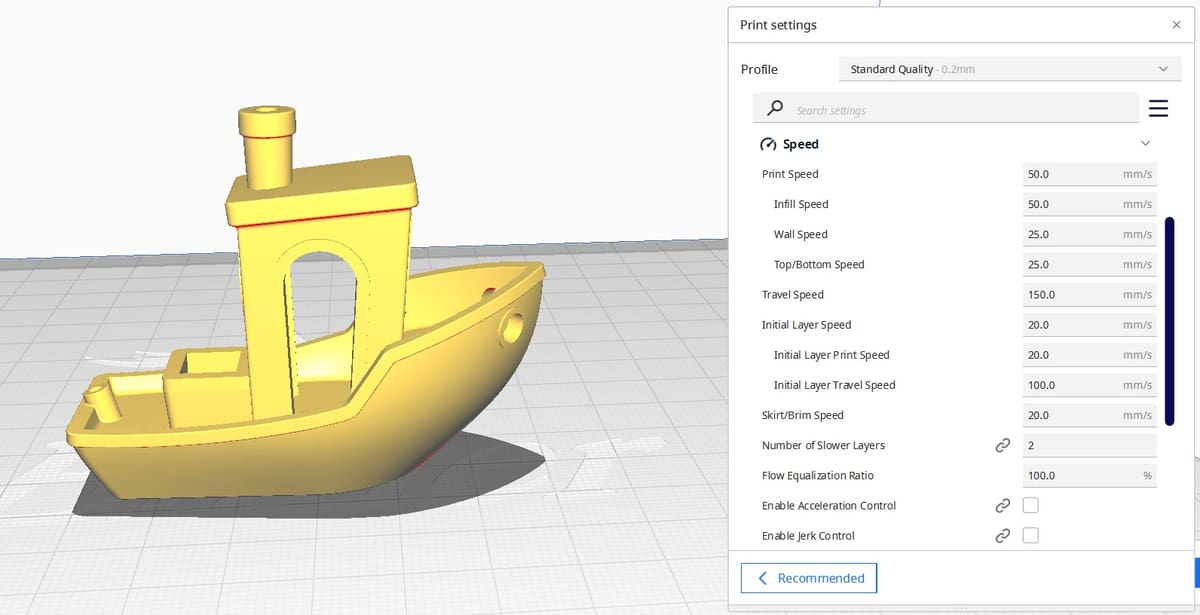
Para calcular la velocidad de impresión perfecta, debes encontrar el equilibrio entre el tiempo total de impresión y la calidad de una pieza. A medida que la velocidad de impresión aumenta, la calidad de la impresión disminuye. Esto se debe a que, si el hotend se mueve lentamente cuando crea los detalles más precisos, es más probable que nada falle. Por otra parte, nadie quiere tener que esperar dos semanas para completar una impresión.
De media, la mayoría de usuarios imprimen el PLA a velocidades de entre 45 mm/s y 65 mm/s. Puedes aumentar esta velocidad utilizando OctoPrint y firmware alternativo como Klipper o Marlin. Te recomendamos una velocidad inicial de 60 mm/s, y disminuir el ajuste para aquellas impresiones que requieran un mayor nivel de detalle. La velocidad adecuada para imprimir con ABS es aproximadamente la misma que para PLA (lo ideal son entre 45 y 65 mm/s).
Los materiales flexibles deben imprimirse a una velocidad significativamente inferior. Tus probabilidades de éxito aumentan drásticamente imprimiendo a velocidades de entre 20 mm/s y 40 mm/s. El PETG es ligeramente más fibroso que el PLA, y para contrarrestar este efecto, puede que quieras reducir tu velocidad de impresión en unos 20 mm/s. Una velocidad de entre 30 mm/s y 55 mm/s suele ser adecuada. Es mejor empezar por una velocidad baja e ir aumentándola.
Para realizar impresiones más grandes que requieran menos detalle, puedes aumentar la velocidad de impresión de tu Ender 3 hasta los 120 mm/s. La velocidad de desplazamiento se puede aumentar a 150 mm/s sin que suponga ningún problema.
Resumen:
- PLA: 60 mm/s
- Materiales flexibles (por ejemplo, TPU): 30 mm/s
- PETG: 40 mm/s
- ABS: 60 mm/s
- Velocidad de desplazamiento: 150 mm/s
Altura de las capas
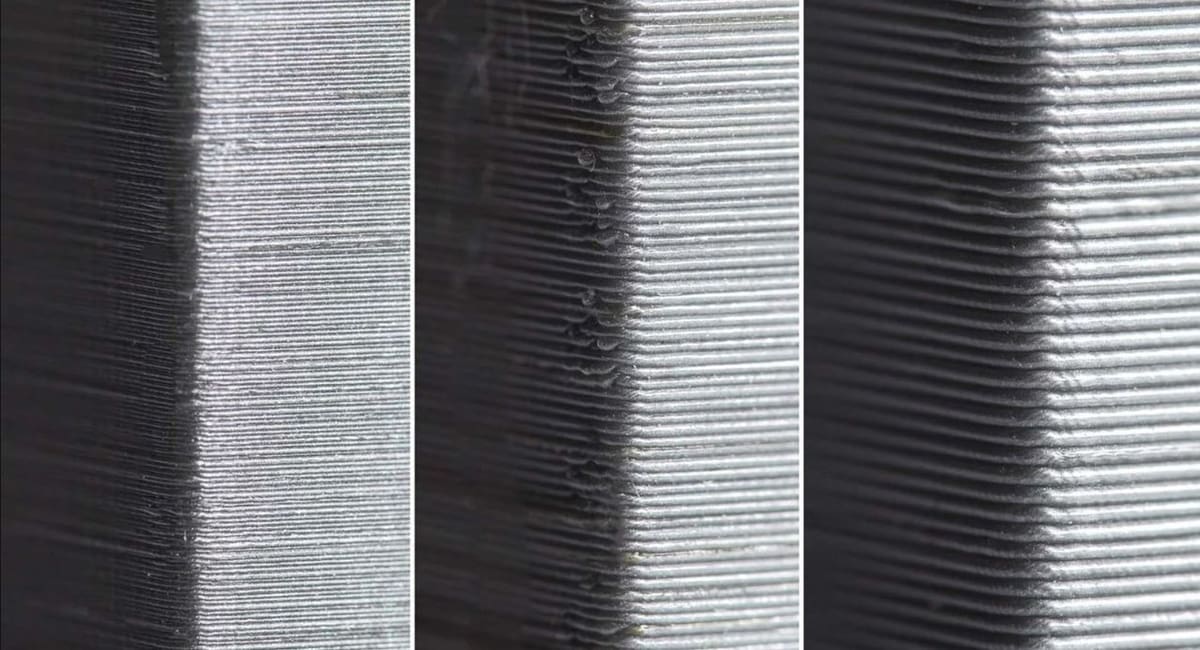
Podríamos referirnos a la altura de las capas como detalle, y el resultado sería el mismo. Si dividimos a la mitad la altura de las capas, la resolución de la impresión se duplica.
Reducir a la mitad la altura de las capas supone realizar el doble de capas para una misma impresión, y, de forma inversa, una mayor resolución supone tiempos de impresión notablemente más lentos. Encontrar la combinación perfecta entre velocidad de impresión y altura de las capas es esencial para lograr impresiones de buena calidad en tiempos más reducidos.
La altura de las capas se puede desglosar en «números mágicos». Estos números mágicos son, básicamente, aquellas alturas de capa que mejor funcionan para una impresora determinada. Para los modelos de la Ender 3, los números mágicos están en incrementos de 0,04 mm (por ejemplo, 0,08; 0,12; 0,16; 0,20; 0,24 mm…).
Esto se debe, sencillamente, a que el motor paso a paso del eje Z de la Ender 3 eleva el hotend 0,04 mm en cada paso.
Resumen:
- Impresión lenta, mayor detalle: 0,12 mm
- Impresión rápida, menor detalle: 0,20 mm
Retracción
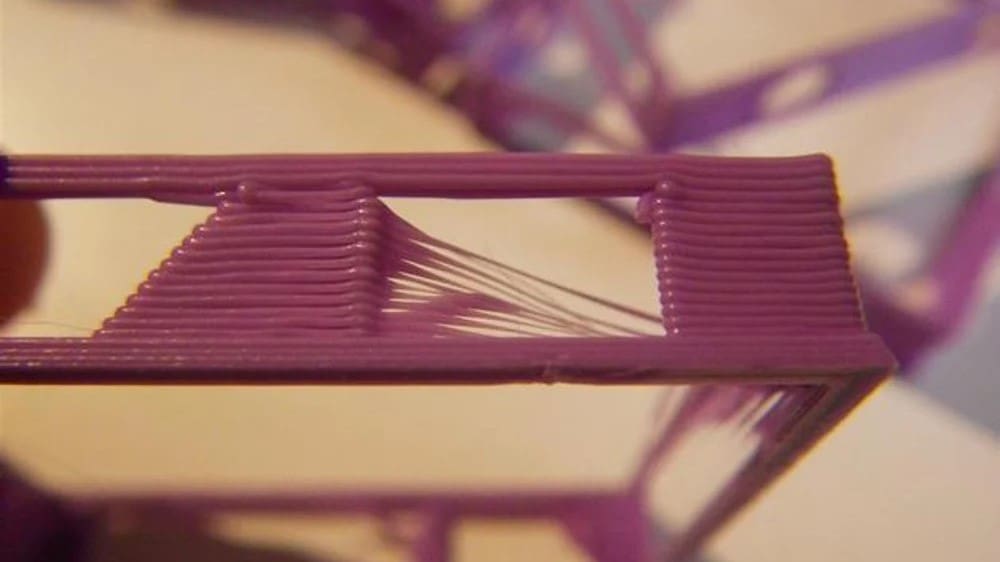
Básicamente, la retracción es una herramienta que invierte el motor de extrusión para aliviar la presión en el cabezal durante el desplazamiento, con la esperanza de que, sin presión en el cabezal, no se extruda un exceso de material.
La retracción es tu mejor arma para combatir el encordado (stringing) y el exudado (oozing) en las impresiones. La retracción se divide en dos ajustes principales: distancia de retracción y velocidad de retracción
Costó cierto tiempo encontrar el ajuste perfecto, y hasta entonces la Ender 3 tenía cierta reputación de generar terribles encordados. Pero eso es el pasado y los usuarios online ahora conocen el que parece ser el ajuste de retracción perfecto para PLA: una distancia de 6 mm a una velocidad de 25 mm por segundo.
Para los filamentos de PETG es preferible una distancia de retracción menor, idealmente de alrededor de 4 mm. En el caso del ABS, resulta recomendable una distancia de retracción de 6 mm, pero combinada con una velocidad de retracción mayor, de 40 mm por segundo. Es una buena idea experimentar con estos ajustes para encontrar la combinación que mejor se adapte a tus necesidades. Para ello, encontrarás impresiones para tus pruebas de retracción en Thingiverse.
Resumen:
- PLA: 6 mm a 25 mm/s
- PETG: 4 mm a 25 mm/s
- ABS: 6 mm a 40 mm/s
Relleno
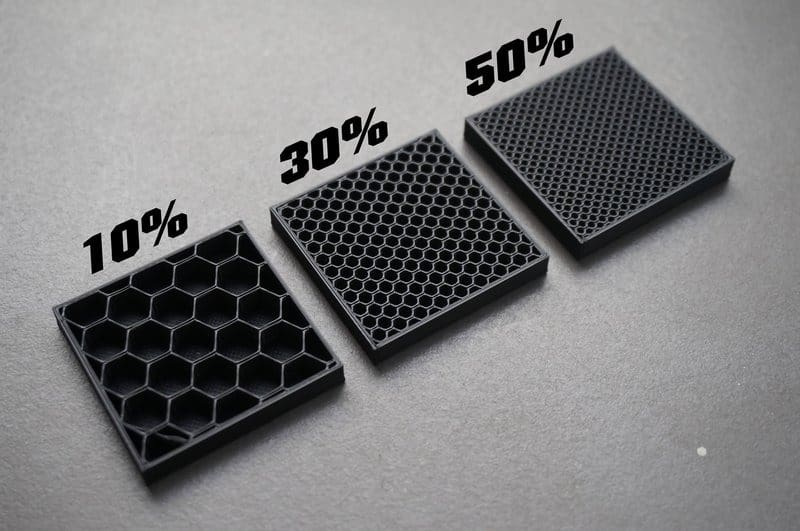
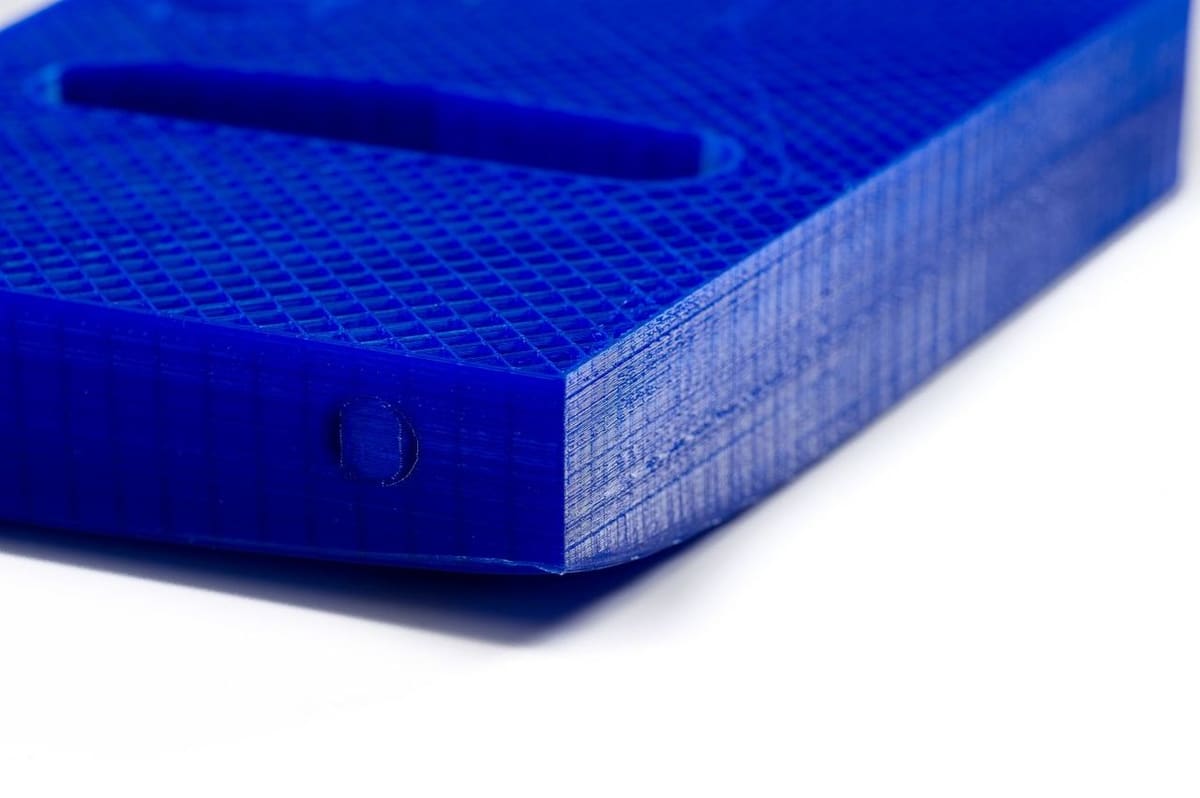
El relleno influye tanto en la dureza como en el peso de una impresión. El ajuste de relleno «perfecto» no existe, ya que depende completamente de la finalidad que se vaya a dar a la pieza. Para impresiones decorativas y ligeras, puedes disminuir el relleno al 5 % o el 10 %. Esto reducirá el tiempo de impresión y hará la pieza notablemente más ligera.
Para impresiones de uso funcional, probablemente prefieras aplicar un ajuste de relleno más elevado, con el fin de lograr piezas más duras y duraderas. Cualquier valor arriba de 50 % será adecuado, e incluso puede haber piezas que requieran un relleno del 100 %.
Resumen:
- Impresiones decorativas: 0-15 %
- Impresiones estándar: 15-30 %
- Impresiones funcionales: 50-100 %

Capa inicial
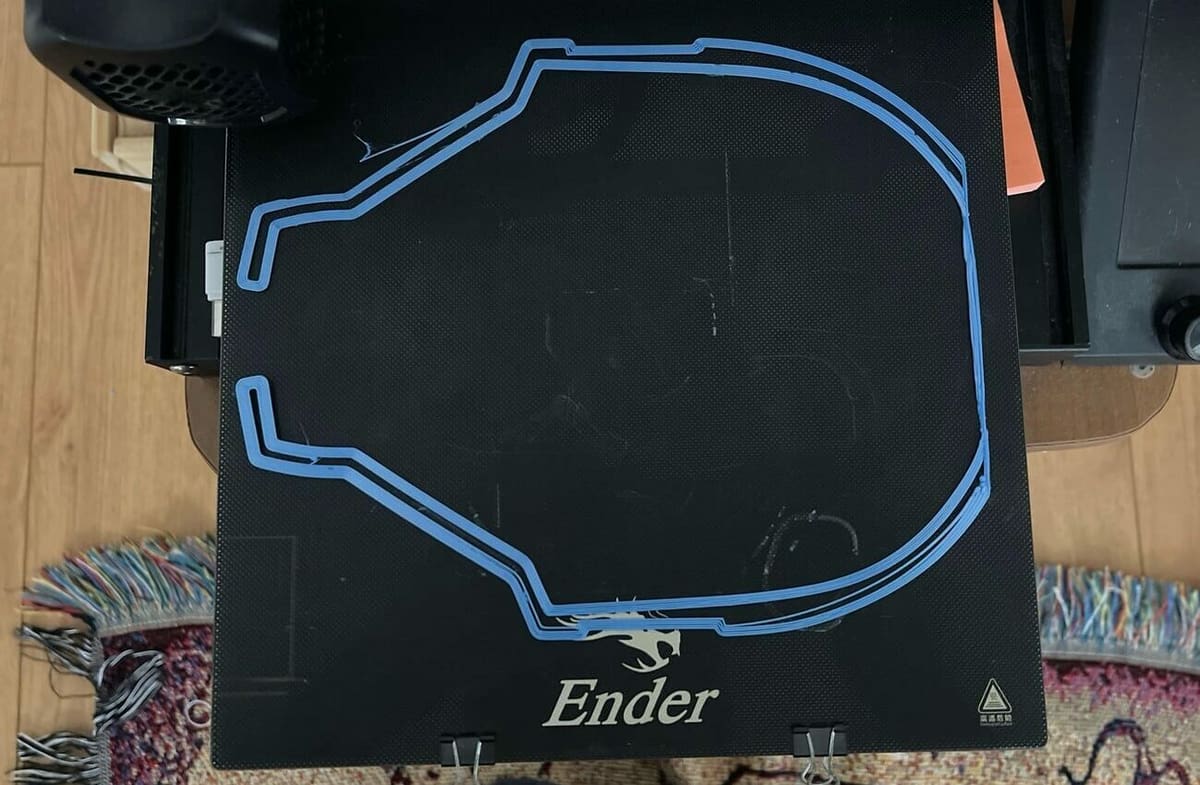
Asegurarte de que la primera capa de una impresión se adhiera adecuadamente a la cama de impresión es primordial para lograr un buen resultado global. Una mala adherencia a la cama de impresión muy probablemente provocará que la pieza que estamos imprimiendo se caiga. Por ese motivo, es recomendable que modifiques los ajustes de la capa inicial para asegurarte de que la impresión no se despegue durante el proceso, y evitar así malgastar tiempo y filamento.
El grosor de la capa inicial se puede aumentar hasta 0,20 mm o 0,24 mm para obtener una capa inicial más gruesa y mejorar la adherencia a la cama de impresión. Recomendamos imprimir las cinco primeras capas más lentamente.
Una velocidad de impresión menor ofrece más tiempo para que las primeras capas se unan entre ellas y se adhieran a la cama de impresión. Disminuir la velocidad de impresión de la capa inicial no tiene un efecto notable en el tiempo total de impresión, ya que afecta a un número muy reducido de capas. A nuestro parecer, 30 mm por segundo es una velocidad de impresión ideal para la primera capa. Reduce este valor si tus impresiones siguen presentando problemas de adherencia.
El valor de la velocidad inicial del ventilador debería ser del 0 %. Una refrigeración excesiva de las primeras capas puede provocar que la impresión se encoja o se deforme y, en consecuencia, se despegue de la cama de impresión.
Resumen:
- Altura de la capa inicial: 0,20 mm, 0,24 mm
- Velocidad de la capa inicial: 30 mm/s, se puede minimizar aún más si surgen complicaciones
- Número de capas lentas: 5
- Velocidad inicial del ventilador: 0 %
Licencia: El texto del artículo "Cura & Ender 3 (V2/Pro): los mejores perfiles y ajustes" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..