Infill en Cura: los mejores patrones de relleno

En Cura, el infill (o relleno), aporta dureza y reduce costes. Descubre aquí cómo elegir el relleno adaptado a tu impresión 3D.
A menudo, la impresión 3D se utiliza para generar piezas que se podían obtener fácilmente con otras técnicas de fabricación. No obstante, aunque el aspecto exterior del resultado final sea el mismo, la parte interior puede ser totalmente distinta.
Una de las principales ventajas de la impresión 3D es la posibilidad de variar la oquedad de una pieza. Desde el punto de vista de la producción, esto reduce el material, los costes y el peso del producto final, y, desde la perspectiva de la impresión, permite ahorrar un tiempo valioso.
El interior de una impresión 3D se denomina relleno y puede ajustarse en términos de densidad: una pieza con un relleno del 0% tendrá un interior hueco mientras que una con un relleno del 100% será sólida. Además, la forma que se da al relleno de una pieza puede ajustarse siguiendo una amplia variedad de patrones, cada uno con sus propios puntos fuertes y ventajas.
En este artículo, veremos distintos patrones de relleno, concretamente los que están disponibles en Cura. ¡Vamos allá!
¿De qué patrones de relleno disponemos?
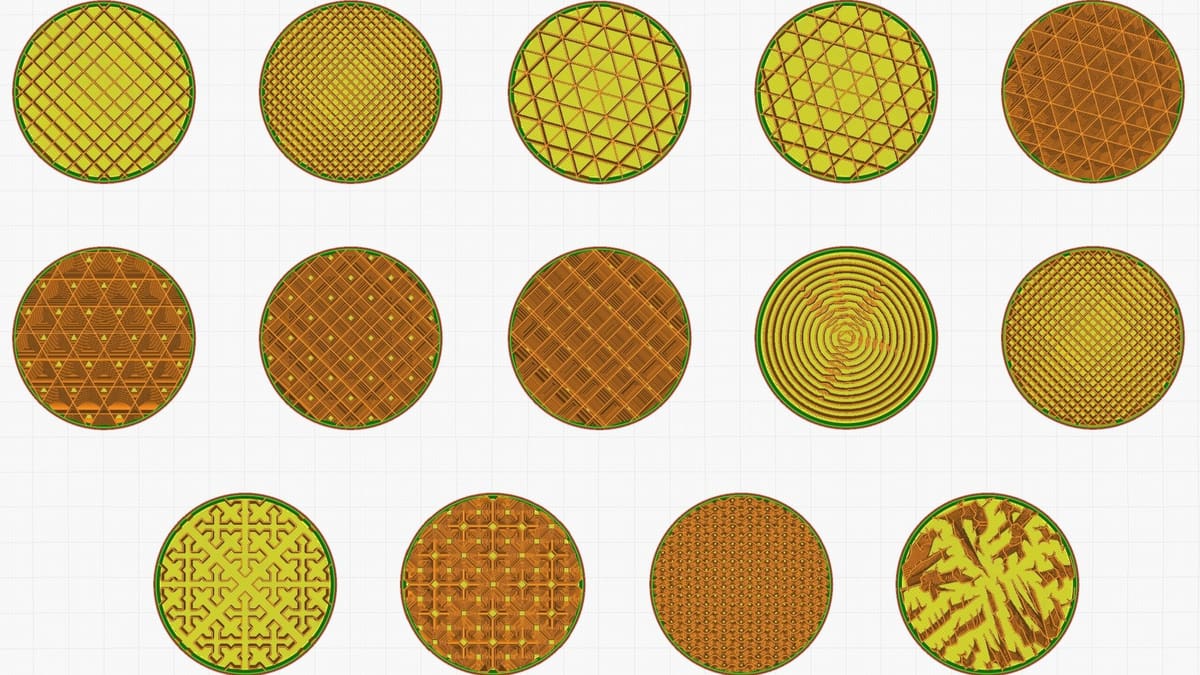
En la versión de Cura 5.6 hay 14 tipos de relleno disponibles. Los hemos agrupado por el uso para el que son más adecuados:
- Modelos y figuras (dureza baja): iluminación, líneas, zigzag
- Impresiones 3D «estándar» (dureza media): rejilla, triángulos, trihexágono
- Impresiones 3D funcionales (dureza alta): cúbico, cúbico (subdivisión), octeto, cuarto cúbico, giroide
- Impresiones 3D flexibles: concéntrico, cruz, cruz 3D
Desde la versión 5.5 de Cura también existe la posibilidad de generar rellenos personalizados de mosaicos, incluido Honeycomb, pero de eso nos ocuparemos más adelante. Por ahora, echemos un vistazo a los patrones más comunes que se pueden encontrar en Cura.

Modelos y figuras

Densidad de relleno habitual: 0-15 %
Las impresiones 3D que se utilizan como modelos o figuras no suelen requerir una gran dureza. El motivo es que no están sometidas a un manejo exigente ni a ningún tipo de tensión.
Para este tipo de aplicaciones, los patrones de relleno de líneas o zigzag son los más adecuados, ya que permiten imprimir con la máxima rapidez.
- Líneas: como ocurre con el patrón «rectilíneo» de otros slicers, se trata de una cuadrícula 2D de líneas no continuas en la que solo se imprime un eje por capa.
- Zig-zag: esencialmente, es igual que el relleno «Líneas» cuando se selecciona «Conectar líneas de relleno». En otras palabras, es una línea continua por capa, orientada en una dirección.
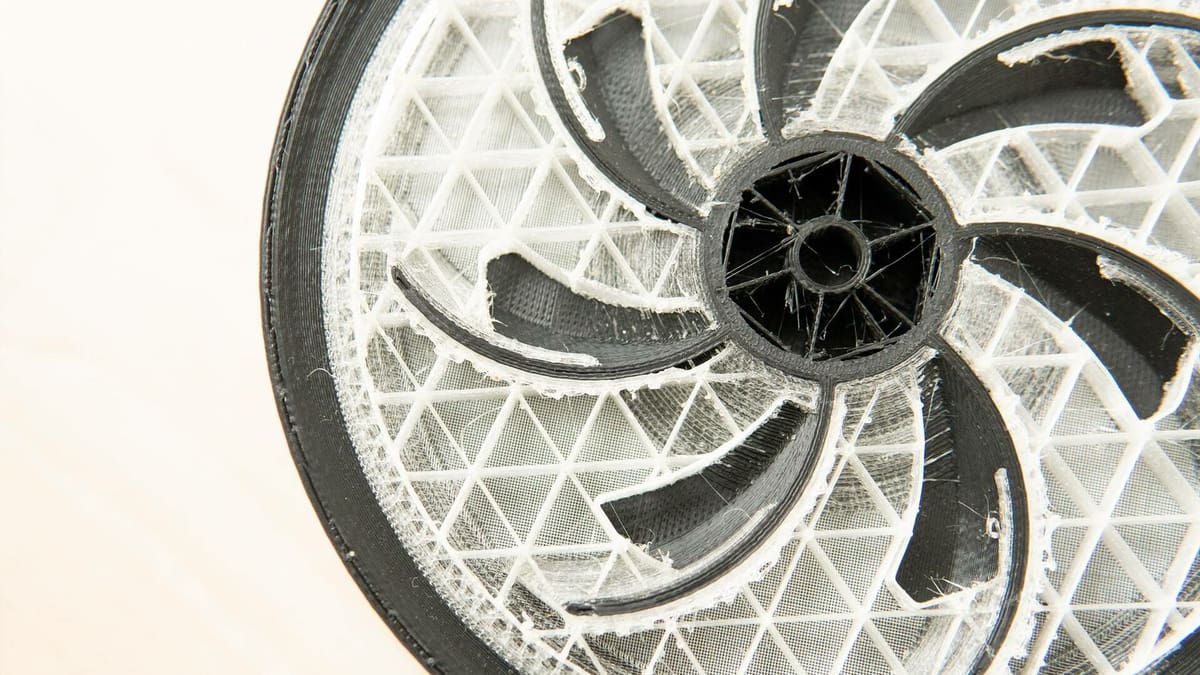
- Rayo: la estructura de soporte interna adopta una forma que se asemeja a los rayos, y se hace más densa hacia la parte superior del modelo. Dado que puede reducir el uso de material en un 90 %, este tipo de relleno es ideal para crear impresiones más rápidamente.

Impresiones 3D estándar
Densidad de relleno habitual: 15-50 %
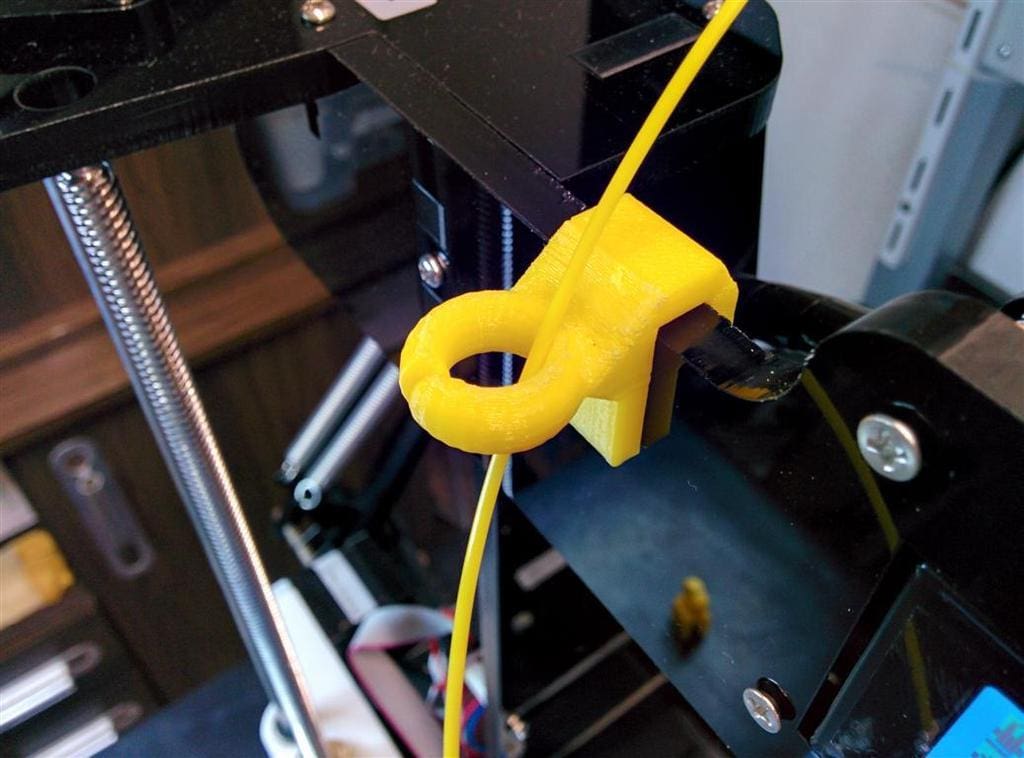
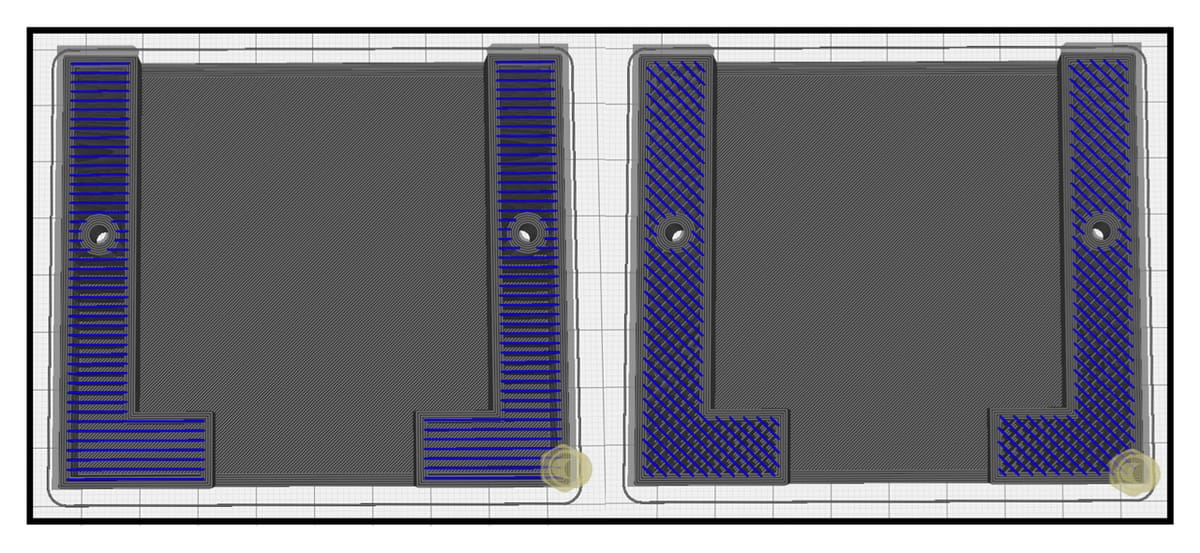
Para las impresiones 3D sometidas a una baja tensión, como la guía de filamentos de la foto, debería emplearse un patrón de relleno de dureza media. Los patrones de relleno como la rejilla, los triángulos o el tri-hexágono son los más adecuados. No obstante, ten en cuenta que estos patrones pueden aumentar el tiempo de impresión hasta en un 25 %, en comparación con las líneas.
- Rejilla: Patrón 2D cuya principal ventaja es la velocidad de impresión, ya que es el patrón menos complejo de los tres.
- Triángulos: Malla 2D formada por triángulos. Este patrón destaca por su dureza si se aplica una carga perpendicular a la cara del objeto. También se recomienda para las piezas con componentes finos y rectangulares, que de otra manera tendrían muy pocas conexiones entre las paredes.
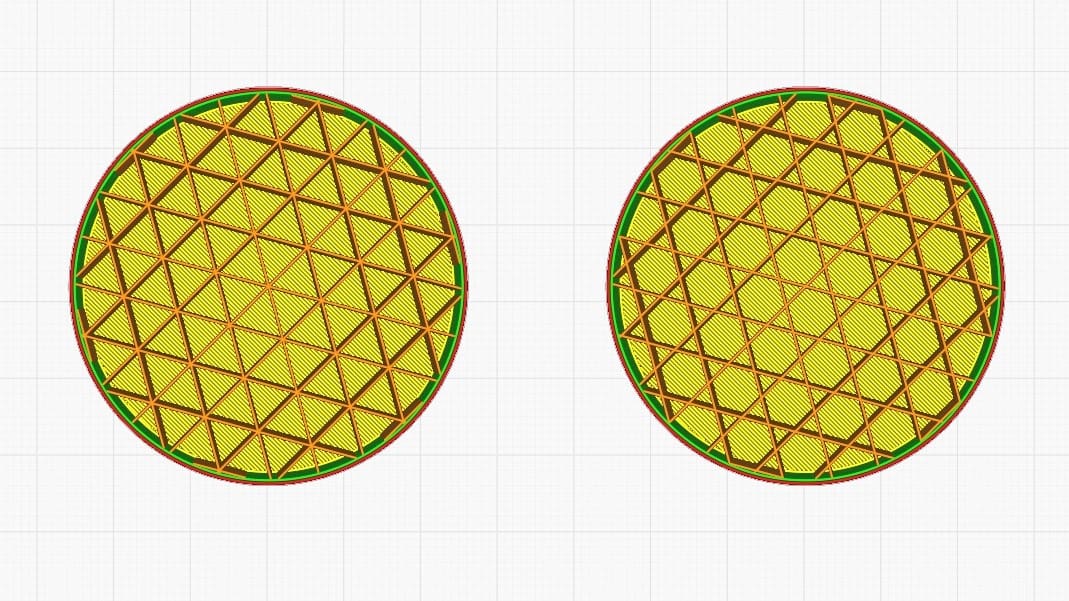
- Trihexágonos: Este patrón 2D genera hexágonos intercalados con triángulos. Una de las ventajas de los hexágonos es su forma, que es muy eficiente. Por lo tanto, se trata de un patrón resistente en relación con el uso de material que supone. Además, el relleno hexagonal presenta unas líneas más cortas para conectar cada lado, reduciendo la probabilidad de que la pieza se combe debido a una refrigeración de la impresión inadecuada.
Impresiones 3D funcionales

Densidad de relleno habitual: >50 %
Las impresiones 3D funcionales, como la escuadra de la foto, requieren una alta dureza en varias direcciones. Los mejores patrones de relleno en estos casos son: cúbico, subdivisión cúbica, cúbico bitruncado, octeto y giroide.
- Cúbico: Patrón 3D formado por cubos apilados e inclinados.
- Subdivisión cúbica: Esta variación del patrón cúbico utiliza menos material.
- Octeto: También denominado relleno tetraédrico, en este patrón se apilan formas piramidales.
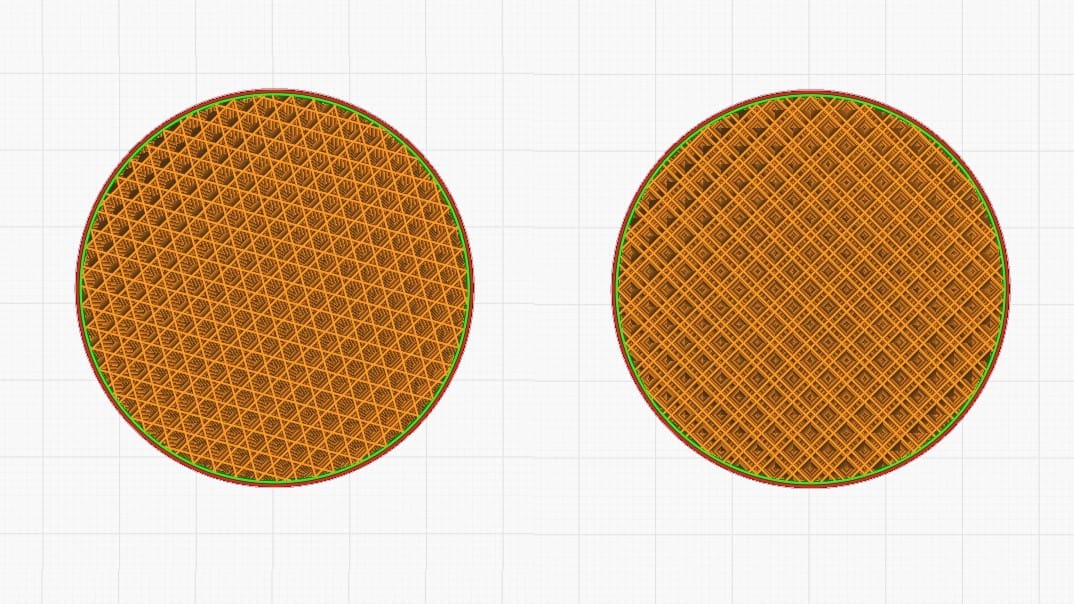
- Cúbico bitruncado: Este patrón 3D es como el octeto, pero la mitad de las formas piramidales están desplazadas con respecto a la otra mitad.
- Giroide: Patrón 3D único, con un característico aspecto de olas. Sin embargo, es igual de resistente en cualquier dirección. Por eso, este patrón de relleno sería una buena opción para aquellas piezas sometidas a tensión en diferentes direcciones.
Es habitual que los patrones anteriores se utilicen incluso para densidades de relleno más bajas debido a su atractivo estético. A algunos creadores les gusta este tipo de efecto, tal y como se muestra en este jarrón con relleno giroidal.

Impresiones 3D flexibles

Densidad de relleno habitual: 0-100 % (según el nivel de «blandura» que desees para la impresión)
Al trabajar con filamentos flexibles se deberían emplear patrones de relleno flexibles para conservar la flexibilidad de la impresión. Los patrones de relleno concéntricos, en cruz y cruz 3D son los que mejor funcionan para estos tipos de impresión.
- Concéntrico: Este patrón 2D genera «olas» a través del interior de la impresión, imitando las formas de las paredes exteriores.El efecto es el mismo que cuando tiramos una piedra al agua y se forman pequeñas olas concéntricas en la superficie.
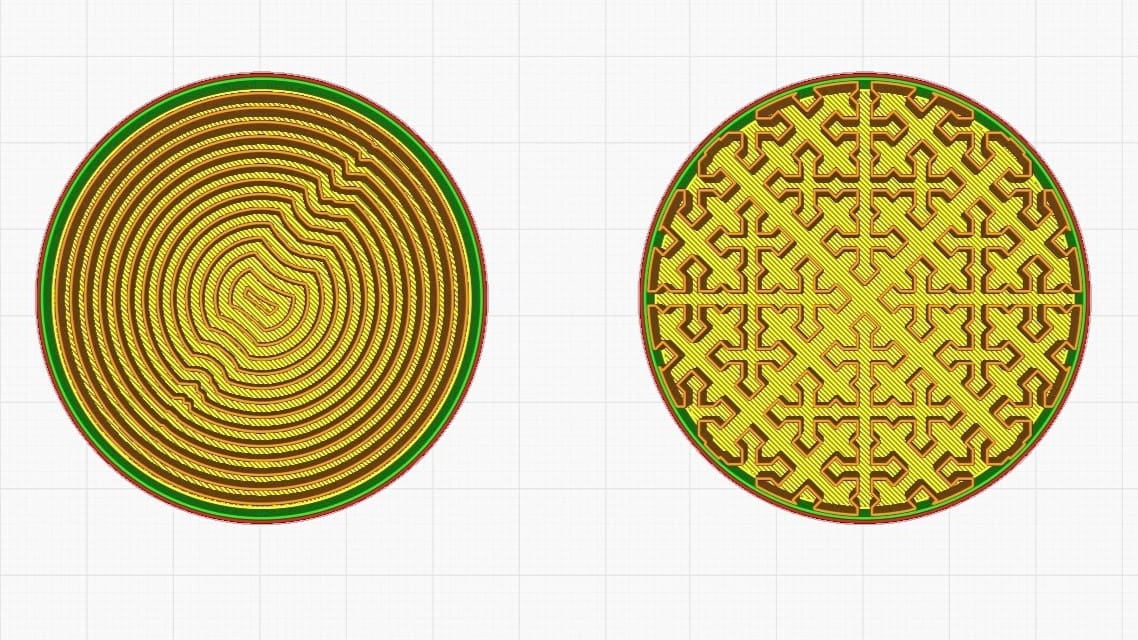
- Cruz: Otro patrón 2D, genera rejillas a partir de unas originales cruces. Los espacios entre las cruces y las rejillas permiten doblar y torcer el objeto.
- Cruz 3D: Este patrón 3D es similar al patrón en cruz, pero a medida que la impresión crece, las líneas se inclinan. El resultado final es un objeto un poco más rígido.
Consejos y trucos
Es importante saber elegir el infill adecuado, pero no basta con eso. A continuación, te mostramos una serie de puntos que debes tener en cuenta la próxima vez que configures los ajustes de impresión en Cura.
Direcciones de línea de relleno
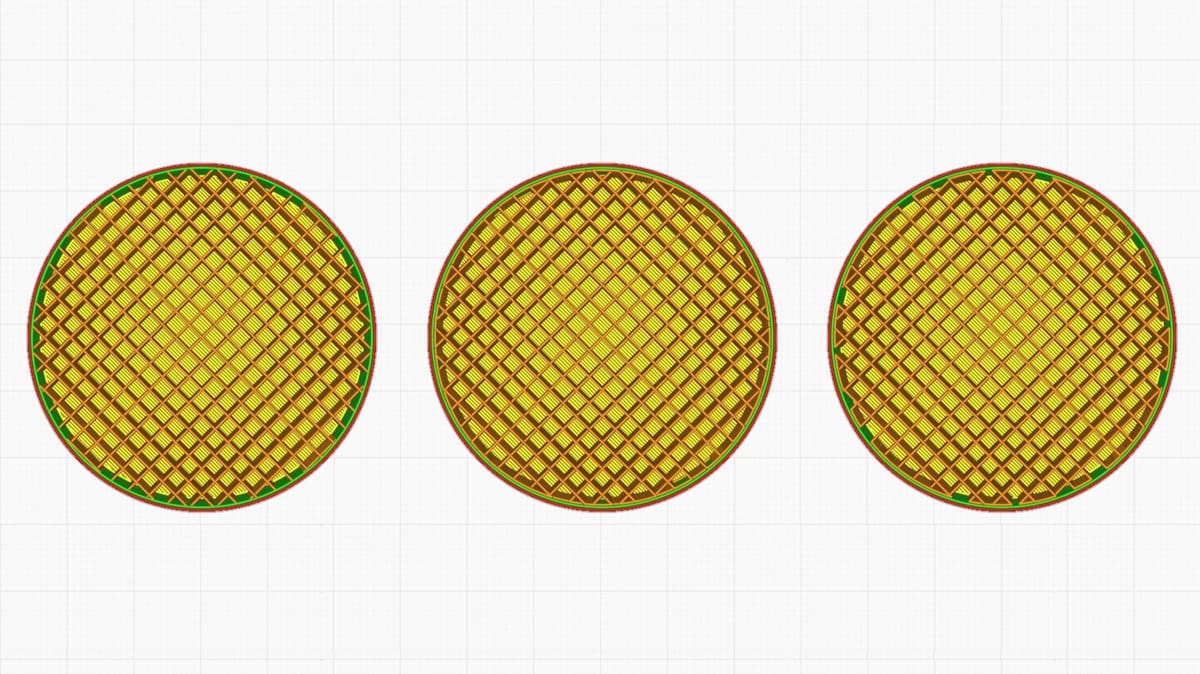
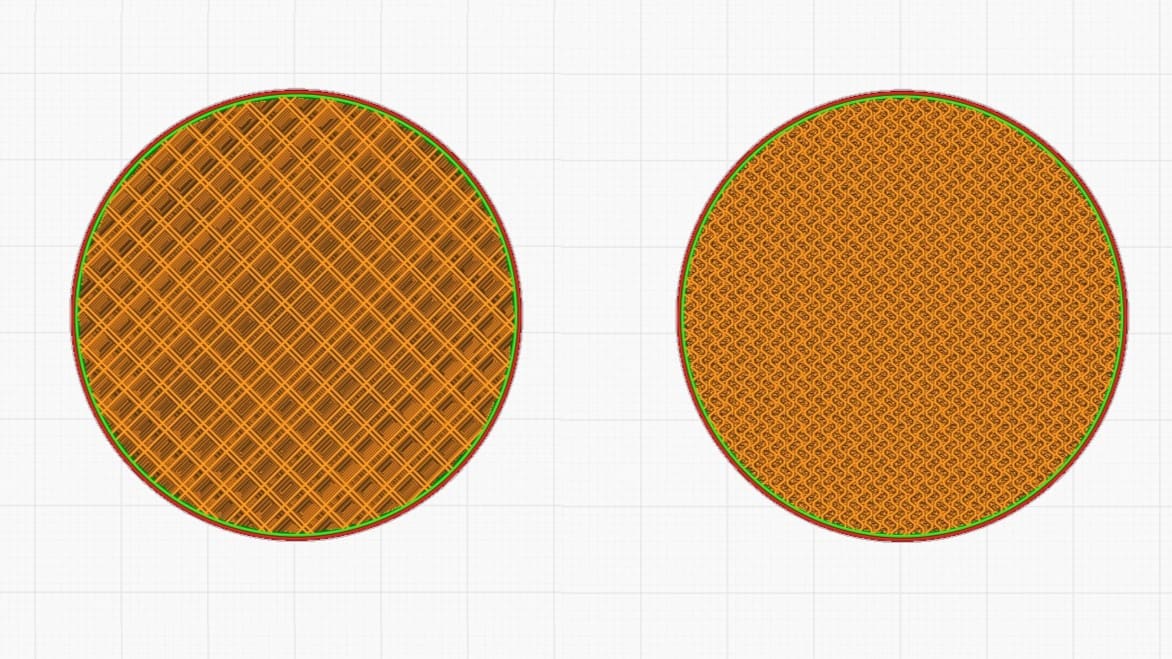
Uno de los ajustes relacionados con el relleno que se suele pasar por alto son las direcciones de línea de relleno. Está establecida en 45° de forma predeterminada, de modo que los motores X e Y funcionan conjuntamente para imprimir el relleno a máxima velocidad. No obstante, puede ser recomendable orientar el relleno con un ángulo distinto, con el objetivo de ofrecer la máxima dureza o flexibilidad a la pieza, especialmente si sus paredes están alineadas en diagonal.
Relleno en gradiente vs relleno gradual
A la hora de rellenar, solemos pensar que el relleno debe ser uniforme en el interior de la pieza. Pero no tiene por qué ser así.
Con el relleno en gradiente, puedes configurar la impresión para que la densidad de relleno sea mayor hacia el perímetro. En términos generales, la pieza debería mantener una dureza y una rigidez efectivas, al mismo tiempo que se utiliza menos material. Este ajuste no se encuentra tal cual en Cura, pero se puede lograr de un modo relativamente sencillo con un script de Python.
El relleno en gradiente no debe confundirse con el relleno gradual. Su efecto es similar, pero se aplica en el eje Z en lugar de en los ejes X e Y. Es decir que, con este ajuste, el relleno gana densidad en la parte superior de la impresión, en comparación con la parte inferior. Así se ahorra material y tiempo, a la vez que se aporta la dureza suficiente al extremo que requiere rigidez.
Relleno de mosaico personalizado
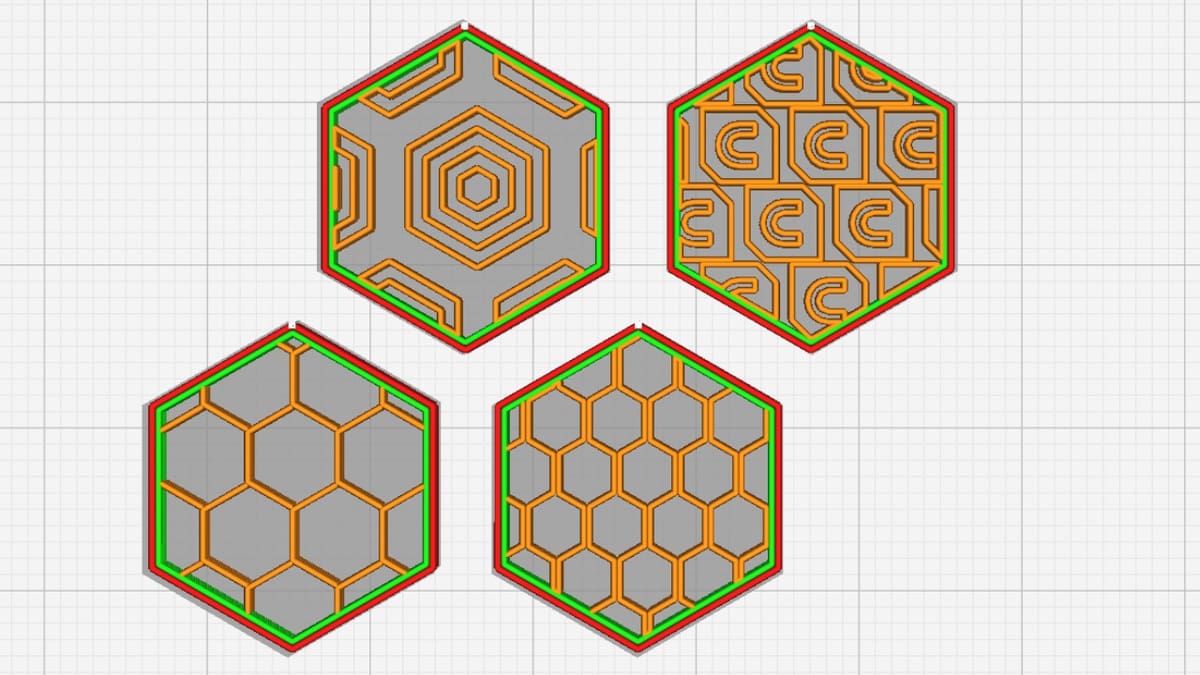
Los que echen de menos el relleno de panal de abeja, popular en otros slicers como PrusaSlicer, ya pueden dejar de suspirar, puesto que Cura ha mejorado las capacidades del plug-in de su motor en la versión 5.5. Esta actualización ha permitido crear un plug-in de patrón de relleno personalizado.
Los usuarios tienen la opción de añadir sus propios patrones de relleno personalizados directamente en el menú desplegable Patrón de relleno. Ten en cuenta que los patrones deben estar en formato *.wtk y serán en mosaico, por lo que aún no tienes total libertad de diseño. En cualquier caso, es estupendo para crear rellenos estéticos como una jabonera, como demuestra la maker 3d prints, and leaves. Puedes encontrar más información en la documentación de GitHub.
Múltiples densidades de relleno
A partir del lanzamiento de la cuarta versión de Cura, se pueden establecer los denominados ajustes por modelo. Ofrecen muchas ventajas, ya que permiten aplicar algunos ingeniosos trucos de diseño como incluir densidades y tipos de relleno distintos en el mismo modelo. Aunque este tipo de ajustes de relleno llano no tengan un gran número de usos, creemos que se trata de un método más útil de lo que parece.
Con la posibilidad de establecer ajustes personalizados para cada modelo importado y la capacidad de Cura para engranarlos sin problemas, parece posible proporcionar soporte especializado en áreas concretas, aunque sin duda hacerlo manualmente resulta muy laborioso.
Forro / Superficie
La superficie (o el forro) se refiere a las capas de arriba y de abajo. Puede afectar la cantidad de material y el tiempo de impresión requeridos, así como también la resistencia y el peso de los modelos. Respecto al relleno, un ajuste que puede ser modificado es el «Porcentaje de superposición del forro», que controla cuánto se superponen las paredes con el relleno interno. El relleno estará más unido al forro exterior de la impresión cuanto mayor sea este porcentaje y el modelo será menos frágil.
Si quieres reducir capas, puedes cambiar la «Anchura de retirada del forro». El valor ingresado será removido de las capas de arriba y de abajo. Esto se puede ver, por ejemplo, en diseños más pequeños o finos, o en detalles que no requieren robustez.
Impresiones rápidas
Hay un par de maneras de conseguir tiempos de impresión más rápidos ajustando la configuración del relleno. Por ejemplo, las líneas de relleno suelen imprimirse en un ángulo de 45 grados, lo que permite al motor X e Y alcanzar la máxima velocidad. El grosor de la capa de relleno también puede influir en la velocidad. Puedes ajustar esta configuración a una altura de capa más gruesa para tardar menos.
También puedes jugar con los patrones para reducir el tiempo de impresión. Generalmente, el patrón de iluminación (rayo) es el que se imprime más rápido. Si tu impresión no requiere estabilidad mecánica, puedes utilizar este patrón para lograr aumentar la velocidad hasta en un 25 %. Los patrones concéntrico, de rejilla y de triángulo son también patrones relativamente sencillos que deberían dar lugar a impresiones rápidas.
Licencia: El texto del artículo "Infill en Cura: los mejores patrones de relleno" de All3DP está bajo una licencia de Atribución 4.0 CC BY 4.0..