
Cura & Creality K1 : les meilleurs profils et réglages

Vous aimeriez trouver le profil Cura parfait ? Découvrez les réglages qui vous permettront d’exploiter votre Creality K1 à 100 % !
À sa sortie à la mi-2023, la K1 de Creality a été accueillie avec un bel enthousiasme. Cette imprimante 3D FDM (modélisation par dépôt de fil fondu) basée sur Klipper possède une fiche technique très complète. D’après Creality, elle est par ailleurs capable d’atteindre une vitesse d’impression maximale de 600 mm/s et une accélération de 20 000 mm/s2. L’imprimante est également dotée d’un système de nivellement entièrement automatique et d’une enceinte fermée, le tout pour un prix abordable.
Malgré quelques petits ratés au démarrage, avec le premier lot d’imprimantes (Creality a dû expédier de nouveaux extrudeurs aux clients), la popularité de la K1 ne cesse de croître parmi les fans d’impression 3D. Par défaut, l’imprimante est fournie avec le slicer Creality Print, un fork du célèbre Cura spécialement retravaillé pour Creality. Malheureusement, ce logiciel ne dispose pas de certaines des fonctionnalités mises en œuvre dans la dernière version de Cura.
Cura, slicer chouchou des passionnés d’impression 3D, est un logiciel de découpe gratuit et open source adapté à tous les niveaux d’expérience. Si vous débutez, vous pourrez n’afficher que les paramètres les plus importants, tandis que les utilisateurs plus expérimentés seront en mesure de modifier plus de 400 réglages en mode personnalisé. Cura permet aussi de créer des profils pour des imprimantes qui ne sont pas initialement prévues par le logiciel. Il est donc possible de configurer le slicer pour qu’il fonctionne de manière totalement intégrée avec la K1 de Creality.
Dans cet article, nous vous offrons nos conseils pour configurer Cura de manière à exploiter tout le potentiel de la K1. Nous vous proposons des réglages essentiels pour garantir des résultats d’impression efficaces, et surtout impressionnants. C’est parti !

Pour commencer
Pour exploiter toute la puissance de Cura et améliorer votre expérience avec la K1, vous devrez créer un profil d’impression personnalisé. À l’heure où nous écrivons ces lignes, il n’existe en effet pas de profil par défaut pour cette imprimante dans le logiciel. Rappelons ici qu’un profil d’impression contient des informations qui permettent d’identifier l’imprimante 3D, le matériau et tous les paramètres d’impression activés avec leurs valeurs correspondantes. Il permet au slicer de générer le G-code qui sera envoyé à l’imprimante. Si Cura propose de nombreux profils prédéfinis pour des imprimantes et des matériaux tiers, il permet également aux utilisateurs de créer des profils d’impression personnalisés.
Voici comment créer un profil pour votre K1 :
- Rendez-vous dans « Paramètres » > Imprimante > Ajouter une imprimante ».
- Sélectionnez « Imprimante d’une autre marque ».
- Ensuite, sélectionnez « Ajouter une imprimante hors réseau ».
- Faites défiler jusqu’à Creality3D et sélectionnez Creality Ender 3 S1 (comme recommandé par Creality) et renommez l’imprimante « Creality K1 », puis cliquez sur « Ajouter ».
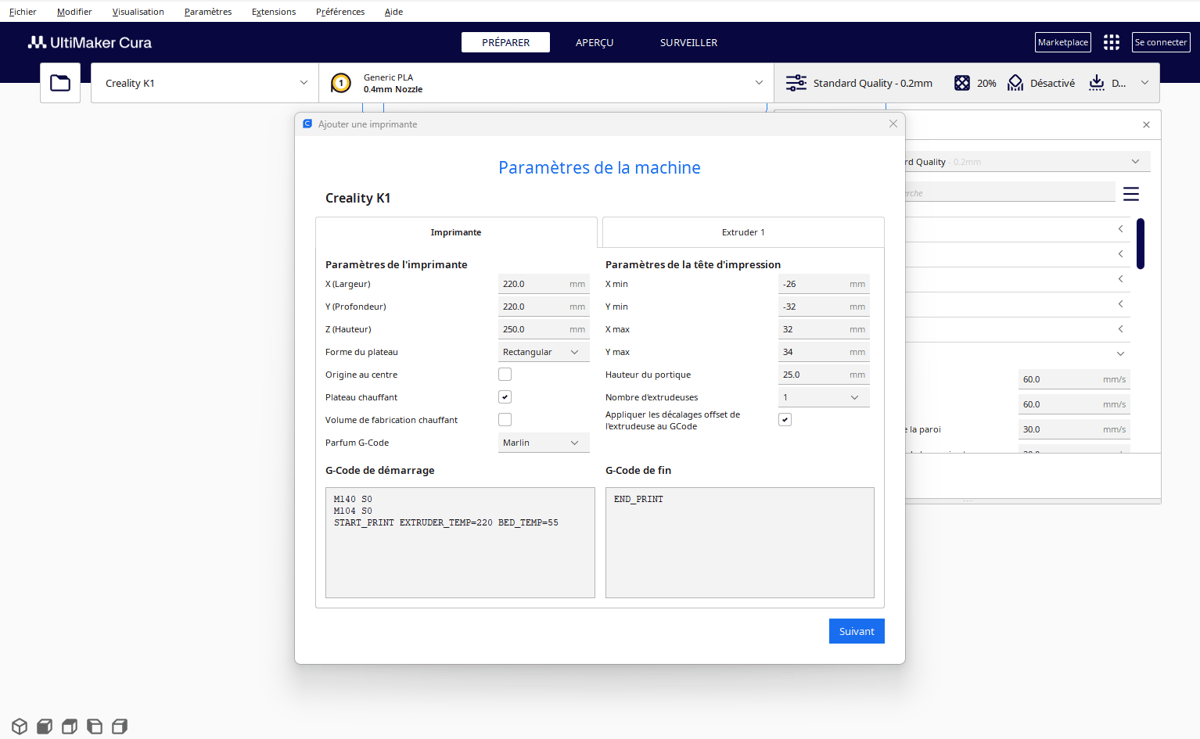
- Dans la partie Imprimante, modifiez la valeur « Z (Hauteur) » à 250 mm, puis effacez les champs de G-Code de démarrage et de fin.
- Dans le champ « G-Code de démarrage », ajoutez les lignes suivantes :
M140 S0
M104 S0
START_PRINT EXTRUDER_TEMP=220 BED_TEMP=55
- Dans le champ « G-Code de fin », ajoutez la ligne suivante :
END_PRINT
La Creality K1 étant livrée avec une buse de 0,4 mm, les réglages que nous fournissons sont destinés à imprimer du PLA, de l’ABS, du PETG et du TPU avec cette taille de buse.
Voici un résumé rapide du profil que nous recommandons, mais nous fournissons aussi un aperçu plus détaillé de chaque paramètre spécifique. N’oubliez pas que vous devrez peut-être modifier ce profil pour l’adapter à votre type de filament et à votre buse.
Le profil idéal Creality K1 (avec PLA)
- Température d’impression : 220 à 240 °C
- Température du plateau : 50 °C
- Vitesse d’impression : 200 à 300 mm/s
- Hauteur de couche : 0,2 mm
- Rétraction : 0,5 mm à 40 mm/s
- Remplissage : 20 %
- Vitesse d’impression de la couche initiale : 10 à 20 mm/s
- Vitesse des ventilateurs initiale : 0 %
Température du hotend
L’impression 3D FDM fonctionne par fusion de matières thermoplastiques, qui sont déposées en couches avec précision. La température du hotend est donc l’un des paramètres les plus importants, car c’est cet élément qui fait fondre le plastique. Si la température n’est pas adaptée, vous risquez de rencontrer des problèmes de sur-extrusion, de sous-extrusion, ou de blobs, qui jouent beaucoup sur la qualité finale de vos prints.
Les fabricants de filaments recommandent toujours des températures d’impression spécifiques pour leur filament : c’est généralement le meilleur point de départ pour créer un profil d’impression spécifique. Pour une extrusion en douceur du PLA, il est généralement conseillé de régler la température entre 220 °C et 240 °C, pour la plupart des marques. D’autres facteurs tels que le diamètre de la buse et la vitesse d’impression affecteront également le choix de la température, c’est pourquoi nous vous conseillons d’imprimer d’abord une tour de température lorsque vous testez un nouveau filament.
Les températures d’impression idéales se situent autour de 260 °C pour l’ABS, entre 250 °C et 270 °C pour le PETG et autour de 220 °C pour le TPU. Une bonne règle de base consiste à commencer à imprimer dans les plages inférieures et à augmenter la température de 5 °C jusqu’à ce que la qualité d’impression soit parfaite.
Pour résumer…
- PLA: 220 à 240 °C
- ABS : 260 °C
- PETG: 250 à 270 °C
- TPU : 220 °C
Température du plateau

Augmenter la température de votre plateau permet souvent d’améliorer l’adhérence entre la première couche de votre impression et la plaque. Vous avez ainsi moins de risque que votre modèle accroche mal à la plaque (et donc que votre print rate complètement).
La K1 est fournie avec une plaque d’impression en PEI capable d’atteindre 100 °C, indispensable pour imprimer de l’ABS sur cette machine. Bien que le PLA ne nécessite généralement pas de plateau chauffant, il appréciera une petite chauffe de 50 ou 60 °C, selon le matériau de la plaque d’impression. Pour améliorer l’adhérence de votre print, pensez également à utiliser du Kapton, de la colle, ou du scotch de peintre bleu.
Pour résumer…
- PLA : 50 °C
- ABS : 100 °C
- PETG : 70 °C
- PETG : 70 à 75 °C
Vitesse
D’après Creality, la K1 est capable d’atteindre une vitesse d’impression spectaculaire de 600 mm/s et une vitesse d’accélération de 20 000 mm/s2. Cependant, le fabricant admet également que les utilisateurs doivent s’attendre à une vitesse d’impression maximale plus classique de 300 mm/s et à une vitesse de déplacement de 800 mm/s. Le facteur le plus important qui détermine la vitesse d’impression d’une imprimante 3D est son débit volumétrique maximal, qui, selon Creality, est de 32 mm3/s pour la K1. Le débit volumétrique, c’est le volume de plastique que votre hotend peut expulser par seconde.
Pour du PLA, nous vous conseillons de fixer un débit maximal de 20 mm3/s et une vitesse de départ de 200 mm/s, puis d’augmenter à partir de là. Cette vitesse et ce débit conviennent également à l’ABS. Le PETG étant un peu plus rigide, nous suggérons de commencer par 180 mm/s. Comme il est préférable de commencer à une vitesse beaucoup plus basse pour les filaments flexibles, nous recommandons un maximum *de 80 mm/s pour le TPU. Pensez à imprimer une tour de test de vitesse pour affiner vos réglages !
Pour résumer…
- PLA : 200 à 300 mm/s
- ABS : 200 à 300 mm/s
- PETG : 180 mm/s
- TPU : 80 mm/s
Vitesse du ventilateur
En fin de compte, la vitesse du ventilateur dépend du matériau que vous utilisez. Si vous imprimez du PLA sur votre K1, vous aurez besoin de mettre les ventilateurs de refroidissement à plein régime, avec la porte ouverte et le capot retiré. Cela permet de vous assurer qu’aucune accumulation de chaleur n’affecte négativement votre qualité d’impression. C’est l’inverse pour l’ABS : puisque la chambre de la K1 est chauffée passivement (elle exploite la chaleur des buses et du plateau d’impression pour augmenter sa température), vous devrez éteindre tous les ventilateurs et préchauffer votre imprimante jusqu’à ce que la température de la chambre atteigne environ 40 °C avant de commencer à imprimer, afin d’éviter les problèmes de warping et d’adhérence des couches.
Lorsqu’il refroidit trop rapidement, le PETG a tendance à se fissurer, il est donc préférable d’imprimer avec la porte fermée. Pour obtenir des résultats optimaux, la vitesse maximale du ventilateur doit être comprise entre 20 et 30 % et la température de la chambre doit être de 40 °C.
Comme pour l’ABS, évitez d’imprimer le TPU lorsque les ventilateurs sont allumés, car les couches du matériau ont besoin de temps pour bien se coller entre elles. Les ponts, les surplombs et les petites couches bénéficieront toutefois d’un léger refroidissement. Pour ces zones, réglez votre ventilateur à 20 % maximum afin d’obtenir une qualité optimale.
Pour résumer…
- PLA : 100 %
- ABS : 0 % (chambre fermée)
- PETG : 50 à 100 %
- TPU : 0 % (20 % pour les ponts, surplombs et petites couches)
Hauteur de couche
Il est recommandé de choisir une hauteur de couche comprise entre 25 et 75 % de la taille de la buse utilisée. Tout dépend ensuite du résultat recherché.
Avec une petite hauteur de couche, vous obtiendrez des prints plus détaillés, mais cela prend généralement plus de temps. Les hauteurs de couche plus élevées sacrifient quant à elle une partie de la résolution ou des détails pour des temps d’impression plus courts. Les surplombs s’impriment aussi souvent mieux avec des hauteurs de couche plus importantes.
Sur la K1, il est essentiel d’aligner la vitesse d’impression et la hauteur de couche. Les vitesses d’impression élevées s’accordent mieux avec les petites hauteurs de couche (en gardant à l’esprit le débit volumétrique maximal), réduisant ainsi le risque de sous-extrusion. Au contraire, les hauteurs de couche plus importantes s’associent mieux à des vitesses moindres.
Pour résumer…
- Finition détaillée, impression lente : 0,1 mm
- Finition grossière, impression rapide : 0,2 mm
Couche initiale
La première couche d’une impression FDM est sans doute la plus importante. Il est essentiel qu’elle adhère au plateau pendant toute la durée de l’impression pour éviter les ratés et ne pas devoir tout recommencer à zéro. Une première couche correcte, c’est aussi la garantie d’obtenir une bonne précision dimensionnelle.
Il existe plusieurs stratégies pour améliorer de manière significative la qualité de votre couche initiale. Pour la K1, commencez par augmenter de 5 °C la température de la buse de la première couche et celle du plateau d’impression, tout en désactivant les ventilateurs de refroidissement (pour éviter que le plastique refroidisse trop vite). Vous pouvez aussi envisager de régler une hauteur plus importante pour cette première couche. Augmenter la température de la buse et du plateau permet au plastique de rester plus longtemps dans son état fondu. Parallèlement, une hauteur de couche plus importante permet d’augmenter la compression du plastique fondu dans le plateau d’impression, ce qui améliore l’adhérence.
Pour optimiser ce processus, réduisez votre vitesse d’impression spécifiquement pour la couche initiale, en visant une plage de 10 à 20 mm/s. Et puisque le plateau d’impression de la K1 est en PEI et qu’elle est programmée (grâce au G-Code de démarrage) pour extruder une ligne au bord de ce plateau, vous n’aurez probablement pas besoin d’utiliser un raft, un brim ou une bordure.
Attention au phénomène de patte d’éléphant, qui peut apparaître quand votre première couche s’écrase sur le plateau. Vous pouvez éviter ce problème en définissant une valeur négative dans le champ « Valeur d’expansion horizontale de la couche initiale » dans Cura.
Pour résumer…
- Hauteur de la couche initiale : pour une hauteur de couche de 0,2 mm, visez entre 0,24 et 0,28 mm
- Vitesse d’impression de la couche initiale : 10 à 20 mm/s
- Vitesse des ventilateurs initiale : 0 %
Rétraction
La rétraction inverse le mouvement du moteur de l’extrudeur pour éviter les problèmes de stringing en réduisant la pression à l’intérieur de la buse. Ce réglage est très utile si votre imprimante doit effectuer des déplacements entre différentes parties d’une impression ou lorsqu’elle imprime plusieurs objets en même temps. Par contre, la rétraction augmente aussi la durée de l’impression et peut provoquer l’écrasement du filament, ce qui risque de faire rater les opérations. Nous vous conseillons donc de régler correctement votre nombre maximum de rétractions dans Cura.
Si vous utilisez cette option, les réglages les plus importants sont la vitesse de rétraction (dont amorçage) et la distance de rétraction. La vitesse de rétractation est la vitesse à laquelle le filament sera rétracté, tandis que la vitesse d’amorçage décrit la vitesse à laquelle le filament est préparé lors d’une rétraction. La vitesse de rétractation dépendra également en grande partie de votre vitesse de déplacement (plus elle est élevée, plus la vitesse de rétractation devra être importante).
Il est recommandé d’éviter les rétractions si vous imprimez avec du TPU, car les filaments flexibles sont plus susceptibles d’être broyés. Cependant, la K1 possède un extrudeur à entraînement direct, ce qui permet d’utiliser la rétraction à une vitesse plus lente. Pour le PLA, une vitesse de rétraction de 40 mm/s et une distance de rétractation de 0,5 mm fonctionnent ainsi très bien. Vous pouvez garder les mêmes valeurs pour l’ABS et le PETG.
Envisagez aussi d’augmenter un peu la vitesse d’amorçage pour éviter une sous-extrusion après une rétraction. Enfin, imprimer un test de rétraction reste le meilleur moyen d’obtenir les bons paramètres pour vos impressions.
Pour résumer…
- PLA : 0,5 mm à 40 mm/s
- ABS : 0,5 mm à 40 mm/s
- PETG : 0,5 mm à 40 mm/s
- TPU : 0,5 mm à 30 mm/s
Remplissage

La quantité de remplissage que vous utilisez dans une impression dépend de ce que vous comptez faire de l’objet imprimé, mais aussi de sa forme. Les impressions fonctionnelles nécessitent généralement plus de remplissage que les pièces décoratives. Toutefois, les prints qui possèdent une large surface supérieure fermée nécessiteront aussi un remplissage plus conséquent (pour soutenir leurs couches supérieures) que ceux dont la surface supérieure est plus petite ou dont la forme est ouverte.
Le pourcentage de remplissage et son motif jouent sur la résistance, le poids et la durée de l’impression. Pour les prints fonctionnels, nous recommandons des motifs de remplissage qui offrent une résistance égale dans toutes les directions, par exemple le motif cubique ou octaédrique de Cura.
Pour les pièces décoratives, un remplissage maximal de 15 % devrait suffire. Les impressions plus fonctionnelles nécessiteront quant à elles des pourcentages de remplissage plus élevés, allant de 50 % à 100 %.
Pour résumer…
- Objets décoratifs : 0 à 15 %
- Objets standards : 15 à 50 %
- Objets fonctionnels : 50 à 100 %
Licence : Le texte de l'article "Cura & Creality K1 : les meilleurs profils et réglages" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).