
Cura & Ender 3 S1 (Pro) : les meilleurs profils et réglages

Température, hauteur de couche, vitesse d’impression et rétraction : tous les meilleurs réglages Cura pour votre Ender 3 S1 et S1 Pro.
Dernières versions en date de l’Ender 3 de Creality, les Ender 3 S1 et S1 Pro s’accompagnent d’un assortiment d’améliorations qui manquaient aux itérations précédentes de l’imprimante 3D. Vendues un peu plus cher (respectivement autour de 265 et 350 €), l’Ender 3 S1 et la S1 Pro profitent d’un grand nombre de nouveaux composants qui boostent leurs performances d’impression et leur fonctionnement, notamment une plaque d’impression en acier à ressort, un extrudeur à entraînement direct et un capteur de fin de filament.
Mais il ne suffit pas d’avoir un hardware au top pour obtenir de bons résultats ! Il faut aussi choisir les bons réglages sur le slicer de l’imprimante 3D. UltiMaker Cura est le programme de découpe 3D le plus utilisé pour les imprimantes 3D FDM. Le logiciel propose de nombreux réglages, qu’il est possible de modifier à partir d’un profil de slicer adapté, pour s’assurer que tous les nouveaux composants de l’imprimante sont pris en compte (notamment l’extrudeur en direct drive). Par ailleurs, Cura 5.3 offre des profils de slicer prédéfinis pour de nombreuses imprimantes de Creality, dont les Ender 3 S1 et S1 Pro.
Dans cet article, nous verrons quel est le profil Cura idéal pour l’Ender 3 S1 et la S1 Pro, en expliquant les différents réglages utilisés et pourquoi ils sont mieux adaptés à ces imprimantes. Ces paramètres constituent un excellent point de départ pour la S1 et la S1 Pro, mais de légers ajustements peuvent être nécessaires de votre côté pour améliorer la qualité des impressions. À vous de jouer !

Les profils parfaits
Vous trouverez ci-dessous un aperçu des profils finaux pour les filaments les plus utilisés. Rappelons qu’il s’agit simplement de points de départ qui devraient fonctionner pour la plupart des utilisateurs, mais vous devrez sans doute les peaufiner un peu.
PLA
- Température de la buse : 210 °C
- Température du plateau : 60 °C
- Hauteur de couche : 0,2 mm
- Vitesse d’impression : 60 mm/s
- Vitesse de la couche initiale : 20 mm/s
- Vitesse de déplacement : 110 mm/s
- Rétraction : 0,8 mm à 45 mm/s
- Adhérence du plateau : bordure
- Largeur de la bordure : 4 mm
ABS
- Température de la buse : 235 °C
- Température du plateau : 100 °C
- Hauteur de couche : 0,2 mm
- Vitesse d’impression : 40 à 60 mm/s
- Vitesse de la couche initiale : 20 mm/s
- Vitesse de déplacement : 110 mm/s
- Rétraction : 0,8 mm à 45 mm/s
- Adhérence du plateau : bordure
- Largeur de la bordure : 4 mm
PETG
- Température de la buse : 240 °C
- Température du plateau : 70 °C
- Hauteur de couche : 0,2 mm
- Vitesse d’impression : 40 à 60 mm/s
- Vitesse de la couche initiale : 20 mm/s
- Vitesse de déplacement : 110 mm/s
- Rétraction : 0,9 mm à 40 mm/s
- Adhérence du plateau : bordure
- Largeur de la bordure : 4 mm
Importer un profil
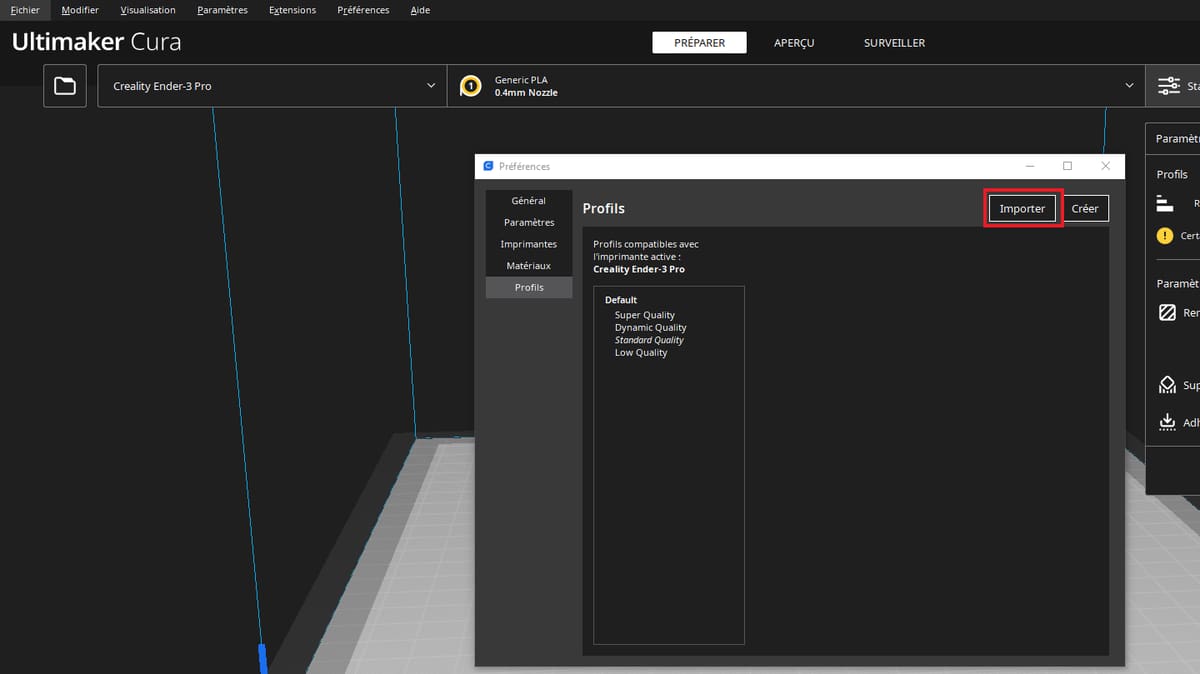
Outre le profil pour Ender 3 S1 ou S1 Pro préchargé dans Cura 5.3 et les versions plus récentes, vous pouvez également télécharger des profils en ligne et les importer dans le slicer. Malheureusement, il existe encore peu d’options pour ces imprimantes, qui restent récentes. Vous pouvez également essayer de télécharger un profil de slicer prédéfini pour l’Ender 3 (Pro ou V2), par exemple sur le site de Chep, et faire quelques petits ajustements (notamment pour la rétraction) pour qu’il fonctionne avec votre imprimante.
Dans le même ordre d’idées, si vous avez déjà un excellent profil de slicer pour une version précédente de l’Ender 3, vous pouvez essayer de l’utiliser comme profil de base pour l’Ender 3 S1 ou S1 Pro et faire des ajustements à partir de là. Pour cela, rendez-vous sur le profil en question puis cliquez sur « Mettre à jour le profil à l’aide des paramètres/forçages actuels » dans Cura afin de ne pas perdre les réglages d’origine.
Pour commencer
Avant d’aborder les différents réglages pour votre Ender 3 S1 ou S1 Pro, voyons d’abord comment vous configurer Cura pour votre imprimante. Vous trouverez ci-dessous les étapes pour télécharger le slicer et le paramétrer pour l’imprimante. Si Cura est déjà installé sur votre ordinateur, vous pouvez ignorer ces étapes.
- Rendez-vous sur la page de téléchargement de Cura. Le logiciel fonctionne sur Windows, macOS, et Linux, il devrait donc marcher sans problème sur votre appareil.
- Cliquez sur « Télécharger gratuitement » et suivez les étapes qui s’affichent pour installer le programme.
- Une fois installé, ouvrez Cura.
- Si la fenêtre ne s’affiche pas automatiquement au lancement, cliquez sur « Paramètre » dans le menu supérieur à gauche, puis glissez votre souris sur « Imprimante » avant de cliquer sur « Ajouter une imprimante…».
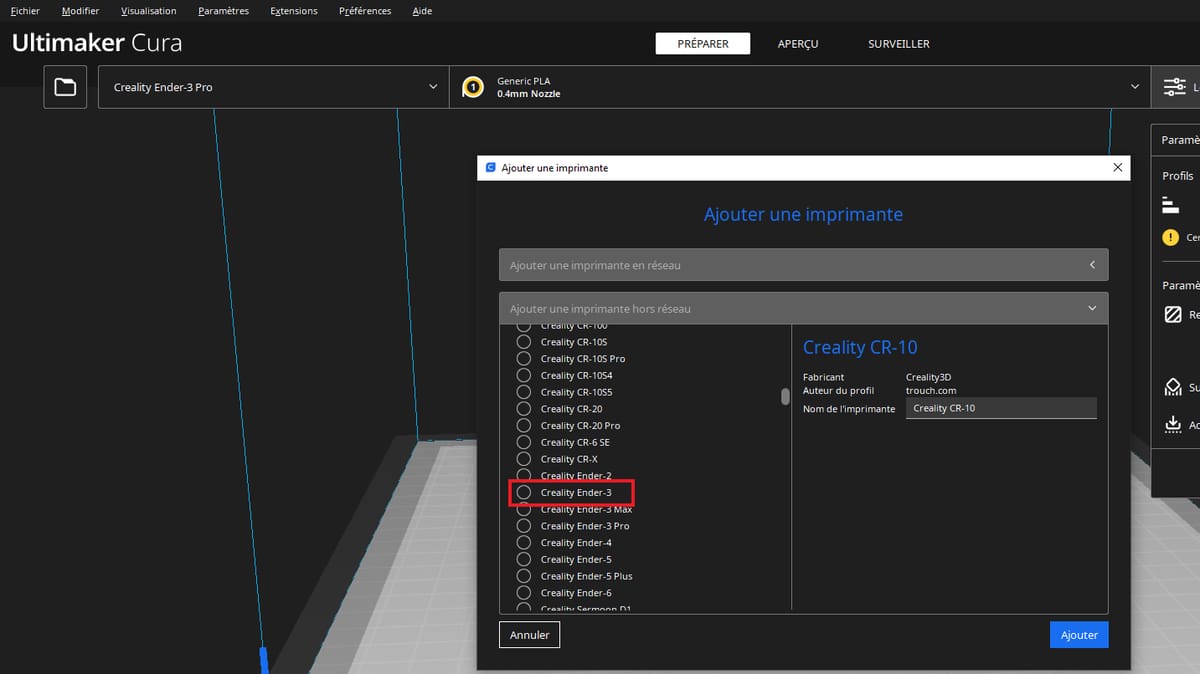
- Sélectionnez « Ajouter une imprimante hors réseau ».
- Dans les options qui s’affichent, cliquez sur « Creality 3D » pour ouvrir le menu déroulant.
- Sélectionnez « Creality Ender-3 S1 » ou « Creality Ender-3 S1 Pro » (si ces options ne sont pas proposées, téléchargez Cura 5.3 ou une version plus récente).
- Cliquez sur « Ajouter », puis « Suivant ».
Cura est désormais configuré correctement, mais vous devez encore vous assurer de bien afficher tous les paramètres :
- Cliquez sur le menu déroulant des paramètres d’impression en haut à droite.
- Cliquez sur l’icône à trois tirets puis sélectionnez « All » afin de rendre tous les réglables visibles.
Tout est prêt ! Nous allons désormais pouvoir regarder de plus près les réglages à modifier pour l’Ender 3 S1 ou S1 Pro.
Température de la buse

C’est sans doute le réglage le plus important pour les imprimantes 3D. On parle aussi parfois de température du hotend ou température d’impression, mais c’est bien de la buse qu’il s’agit. Cette valeur va déterminer la température à laquelle la buse de l’imprimante 3D doit être chauffée pour faire fondre le filament qui circule dans le hotend. La température de la buse que vous devez utiliser varie en fonction du filament que vous imprimez.
Plus la température de la buse est élevée, plus le filament peut être fondu et extrudé rapidement. Attention, une température trop élevée peut entraîner des problèmes de surextrusion, tandis qu’une température trop basse peut provoquer des problèmes de sous-extrusion.
Pour le PLA, le matériau d’impression 3D le plus courant, nous vous suggérons d’utiliser une température comprise entre 180 et 200 °C. Pour l’ABS et le PETG, qui sont deux autres matériaux de filament populaires, les plages de température (respectivement) de 220 à 250 °C et de 220 à 245 °C fonctionnent très bien. En général, le fabricant du filament fournit ses propres recommandations de température, que nous vous conseillons de bien prendre en compte avant d’ajuster le profil.
- PLA : 210 °C
- ABS : 235 °C
- PETG : 240 °C
Température du plateau
La température du plateau est un autre paramètre très important pour toute imprimante dotée d’un plateau chauffant, dont fait partie l’Ender 3 S1 et S1 Pro. Ce réglage affecte l’adhérence de vos impressions, car plus la surface d’impression est chaude, plus le filament fondu est susceptible d’y adhérer. Une température trop basse peut entraîner des problèmes d’adhérence, notamment des déformations à la base de l’impression (warping), alors qu’une température trop élevée peut provoquer d’autres soucis, comme la redoutée « patte d’éléphant ». Dans les deux cas, vos impressions risquent d’en pâtir.
Comme pour la température de la buse, la température de plateau idéale varie selon le matériau imprimé. Nous suggérons de régler la température à 60 °C pour le PLA, 100 °C pour l’ABS et 70 °C pour le PETG.
- PLA : 60 °C
- ABS : 100 °C
- PETG : 70 °C
Hauteur de couche

Ce paramètre affecte la hauteur de chaque couche de filament imprimée. Techniquement, plus la hauteur de couche est élevée, plus l’impression sera solide, et plus elle est basse, plus l’impression sera détaillée (car il y aura alors plus de couches). Ce réglage affecte également de manière significative la durée d’impression (si la hauteur de couche est élevée, il y aura moins de couches, et l’impression finira donc plus rapidement).
Pour le PLA, l’ABS, le PETG et pratiquement tous les autres matériaux, une hauteur de couche de 0,2 mm constitue un excellent équilibre entre durée d’impression, solidité et finesse des détails. Lorsque vous modifiez cette valeur, essayez de l’ajuster par palier de 0,04 mm, ce qui correspond à la distance d’un pas des moteurs pas-à-pas de l’Ender 3 S1. Si vous souhaitez des impressions plus rapides, essayez une hauteur de couche de 0,24 ou 0,28 mm. Pour les modèles plus détaillés, une hauteur de couche de 0,16 ou 0,12 mm devrait convenir.
- Impression détaillée : 0,16 mm
- Impression intermédiaire : 0,2 mm
- Impression solide : 0,24 mm
Vitesse d’impression
La vitesse d’impression est la vitesse à laquelle votre imprimante extrude le filament. Évidemment, plus cette valeur est élevée, plus les impressions seront rapides. On aimerait tous accélérer le processus, mais généralement, plus l’impression est rapide, plus on perd en qualité, car le filament fondu a moins de temps pour se fixer et est expulsé avec plus de force. De même, si la vitesse d’impression est trop élevée et la température de buse trop basse pour supporter l’augmentation du débit d’extrusion, vous pouvez rencontrer des problèmes de sous-extrusion, car le filament n’a pas suffisamment de temps pour fondre.
Une vitesse d’impression trop faible peut également causer des problèmes, principalement à cause du fluage thermique (ou « heat creep »). Ce phénomène arrive quand la buse chauffe trop et que la chaleur finit par monter vers le hotend, ce qui fait fondre le filament trop tôt (ou trop haut…). Résultat : le hotend se bouche.
La vitesse d’impression optimale varie en fonction du filament que vous utilisez et de la température. Si vous utilisez les températures que nous avons suggérées quelques sections plus haut, une vitesse de 60 mm/s devrait être parfaite pour le PLA. L’ABS et le PETG peuvent prendre plus de temps pour se stabiliser, une vitesse de 40 à 60 mm/s sera donc plus appropriée.
Il est également utile de mentionner que les premières couches d’une impression doivent être beaucoup plus lentes que les autres afin de garantir une bonne base d’impression. Cura vous permet de contrôler cette vitesse avec le réglage « Vitesse de la couche initiale », que nous vous suggérons de fixer à 20 mm/s.
Enfin, la vitesse de déplacement est également un réglage essentiel pour l’Ender 3 S1 : il s’agit de la vitesse à laquelle l’imprimante déplace ses composants (tête d’impression et plateau) quand elle n’est pas en train d’imprimer. La S1 est équipée d’un extrudeur à entraînement direct, c’est-à-dire que l’extrudeur et le hotend se trouvent tous deux sur le chariot de la tête d’impression, qui doit donc supporter plus de poids. Pour cette raison, nous vous conseillons d’utiliser une vitesse de déplacement légèrement plus lente que la normale, disons environ 110 mm/s.
- Vitesse d’impression PLA : 60 mm/s
- Vitesse d’impression ABS : 40 à 60 mm/s
- Vitesse d’impression PETG : 40 à 60 mm/s
- Vitesse de la couche initiale : 20 mm/s
- Vitesse de déplacement : 110 mm/s
Rétraction

La rétraction est l’un des réglages d’impression les plus complexes de Cura. Pour faire simple, c’est lorsque l’extrudeur tire en arrière le filament qui se trouve dans le hotend. L’imprimante enclenche généralement la rétraction lors des déplacements hors impression. Cela permet d’éviter que l’excès de matériau ne sorte de la buse en raison de la pression accumulée dans le hotend.
Il existe deux paramètres principaux pour la rétraction dans Cura : la distance et la vitesse. La distance de rétraction correspond à la longueur de filament que l’extrudeur va rétracter, tandis que la vitesse de rétraction est la vitesse à laquelle l’extrudeur se déplace pour effectuer le mouvement de rétraction.
Comme nous l’avons mentionné, l’Ender 3 S1 et la S1 Pro sont dotées d’un extrudeur à entraînement direct, c’est-à-dire que l’extrudeur se trouve directement au-dessus du hotend. Cette configuration permet des mouvements d’extrusion plus précis par rapport aux systèmes Bowden que l’on trouve sur les autres versions de l’Ender 3.
En d’autres termes, vous pouvez utiliser une distance de rétraction beaucoup plus petite sur l’Ender 3 S1 et la Pro que sur l’Ender 3 original, Pro ou V2. C’est une bonne nouvelle, car cela signifie aussi que vos impressions seront plus rapides, et vous aurez aussi moins de problèmes de stringing (ou « cordage »).
Pour l’extrudeur, nous suggérons d’utiliser une distance de rétraction de 0,8 mm pour le PLA et l’ABS, et d’aller un peu plus loin pour le PETG, avec une distance de rétraction de 0,9 mm, car ce matériau est plus sujet au stringing. Pour la vitesse de rétraction, 45 mm/s pour le PLA et l’ABS, et une vitesse de 40 mm/s pour le PETG devraient fonctionner parfaitement.
- PLA : 0,8 mm à 45 mm/s
- ABS : 0,8 mm à 45 mm/s
- PETG : 0,9 mm à 40 mm/s
Adhérence du plateau
Le dernier paramètre de Cura que nous allons étudier ici est l’adhérence du plateau. Sur Cura, ce réglage permet de choisir entre la jupe, la bordure, ou le radeau (on trouve aussi souvent ces paramètres en anglais, respectivement « skirt », « brim » et « raft »), qui sont toutes des options permettant aux impressions de mieux adhérer au plateau.
La première option, la jupe, est une ligne imprimée autour du modèle, mais qui n’y est pas rattachée. En soi, cela ne fait rien pour améliorer l’adhérence du modèle à la surface d’impression. La jupe permet en effet surtout de vérifier que l’imprimante extrude correctement le filament. Cura permet d’ajuster la longueur minimale de la jupe et de contrôler le nombre de lignes utilisées.
La deuxième option est la bordure, qui est similaire à la jupe, sauf qu’elle est rattachée à la base du modèle. La bordure utilise un peu de filament en plus et augmente la durée d’impression, mais elle peut aussi aider à maintenir la première couche d’une impression bien collée au plateau d’impression.
Enfin, le radeau est un peu comme une impression sous la vraie impression : une petite surface imprimée de plusieurs couches qui adhère en même temps au plateau et au « fond » de votre impression. Un radeau utilise beaucoup de filament supplémentaire, il rallonge aussi pas mal la durée d’impression, et il est parfois difficile à détacher de l’objet imprimé. Mais il a aussi un avantage : il peut presque garantir à 100 % que votre modèle imprimé n’aura pas de côtés déformés et qu’il adhérera bien au plateau.
Pour la plupart des impressions, afin de garantir l’adhérence tout en limitant l’utilisation de filament et le temps d’impression, nous suggérons d’utiliser une bordure. Dans Cura, vous pouvez choisir « Bordure » dans le menu déroulant et régler les quelques paramètres correspondants. Nous vous recommandons de fixer la largeur de la bordure à 4 mm.
- Adhérence du plateau : bordure
- Largeur de la bordure : 4 mm
Autres réglages
Enfin, il reste quelques autres réglages de Cura qui méritent d’être brièvement passés en revue pour l’Ender 3 S1 et S1 Pro. Ces paramètres ne sont pas aussi spécifiques à l’Ender 3 S1 et S1 Pro que les autres mentionnés dans cet article, mais ils restent tout de même importants. Nous les évoquons ci-dessous, avec une brève explication pour chacun d’entre eux.
- Les parois, que vous trouverez sous l’onglet « Coque » des paramètres (on les retrouve d’ailleurs sous ce nom sur d’autres slicers) définissent l’épaisseur de la couche entre le remplissage et la surface extérieure du modèle imprimé. Plus il y a de parois, plus le modèle sera solide, et plus il sera long à imprimer. Nous conseillons d’utiliser une épaisseur de paroi comprise entre 1 et 2 mm, mais consultez aussi nos articles sur l’épaisseur de paroi et les coques pour en savoir plus.
- Le remplissage correspond au remplissage interne des impressions 3D. Il est contrôlé par deux paramètres principaux : la densité et le motif. Le premier correspond au pourcentage de remplissage à l’intérieur d’un modèle, tandis que le second est le motif dans lequel s’imprimer le remplissage. Cura propose de nombreux motifs de remplissage, comme le gyroïde et l’entrecroisé 3D, mais la grille et le motif cubique, réglés avec une densité de 10 à 30 %, sont de manière générale d’excellentes options. Pour en savoir plus sur ces paramètres, lisez notre article sur les motifs de remplissage de Cura et sur le remplissage en général !
- Le mode de détours est un paramètre moins connu qui permet de contrôler la trajectoire de la tête d’impression d’un point à un autre. Il existe plusieurs modes qui peuvent influer sur les points où les déformations du modèle, comme le stringing, sont plus susceptibles de se produire, mais généralement, l’option « À l’intérieur du remplissage » est un excellent choix. Si ce paramètre vous intéresse, notre guide des modes de détours dans Cura explique très bien chacun d’eux et ses avantages.
- L’étirage est un autre réglage méconnu de Cura. Il s’agit d’un mode d’impression spécial qui utilise la chaleur de la buse pour étaler les lignes de couche sur la surface supérieure d’un modèle imprimé afin d’obtenir une meilleure finition. Généralement, ce mode n’est pas activé par défaut, mais si vous souhaitez imprimer un modèle à l’aspect très lisse, ce peut être une bonne idée de l’essayer. Découvrez-en plus sur ce réglage dans notre article explicatif sur l’étirage dans Cura.
- Les sections Modes spéciaux et Expérimental de Cura proposent quant à eux des réglages plus rares et uniques. Souvent, leur utilité est limitée, mais quand on en a vraiment besoin, on est contents de les trouver. Par exemple, le réglage « Spiraliser le contour extérieur » (ou le mode « vase », en français courant) permet d’obtenir des impressions lisses à paroi unique pour créer des vases et d’autres modèles similaires. Si vous souhaitez vous amuser à expérimenter avec votre Ender 3 S1 ou S1 Pro et ses capacités d’impression, n’hésitez pas à tester ces différents paramètres.
Licence : Le texte de l'article "Cura & Ender 3 S1 (Pro) : les meilleurs profils et réglages" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).