Impression 3D & PETG : les meilleurs réglages et paramètres

Le PETG allie la facilité d’impression du PLA à la solidité de l’ABS. Témpérature, vitesse, rétraction... Voici les meilleurs paramètres d’impression !
Le PETG n’est autre que du polytéréphtalate d’éthylène glycolisé, pour ceux qui s’y connaissent en chimie. Mais pour le reste d’entre nous qui ne manions pas l’éprouvette, il s’agit tout simplement du plastique le plus utilisé sur la planète, que l’on connait davantage sous le nom de PET.
On le retrouve dans nos bouteilles en plastique, dans nos récipients, dans les jouets de nos enfants, nos ustensiles de cuisine, et bien d’autres objets de notre quotidien. Ce plastique recyclable peut par ailleurs être moulé par injection, soufflé, thermoformé, plié, coupé et, depuis quelques années, imprimé en 3D.
Quitte à décevoir les apprentis chimistes, nous ne nous éterniserons pas plus sur la composition du PETG dans cet article. Notre objectif est uniquement de vous aider à l’imprimer sous sa forme de filament. Il existe de nombreuses options intéressantes, mais trouver les bons réglages pour obtenir une impression parfaite peut nécessiter quelques ajustements.
Dans cet article, vous trouverez tout ce dont vous avez besoin pour réussir vos impressions PETG. Des paramètres de réglage de votre imprimante jusqu’à des astuces de découpage, nous avons tout prévu.

À vos tests !

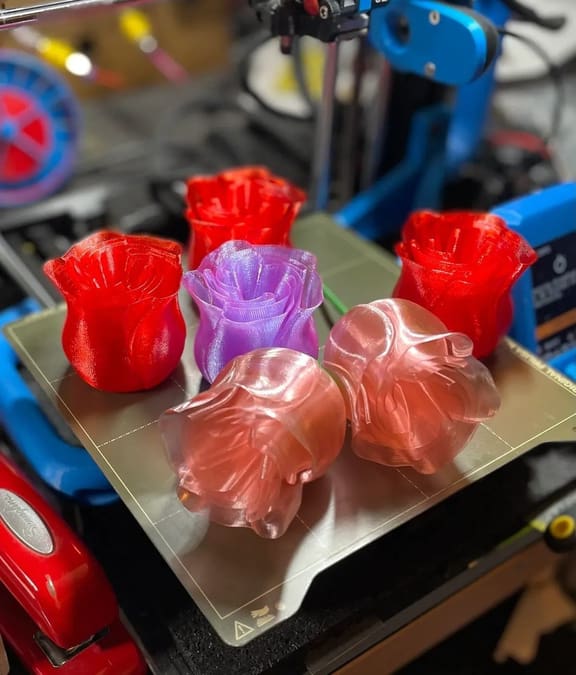
Avec ses propriétés mécaniques et son aspect visuel avantageux, le PETG est un matériau très utile. Mais avant de vous dévoiler toutes nos astuces, faisons un bref point sur les caractéristiques de ce matériau :
- Température de transition vitreuse : environ 80 °C
- Densité : 1,27 g/cm3 (plus élevée que celle du PLA et de l’ABS)
- Matériau résistant à la plupart des produits chimiques (acides, alcalis, solvants…)
Cependant, il peut être assez compliqué à imprimer, surtout si vous débutez. De nombreux conseils existent sur internet pour trouver le réglage idéal, mais il n’est pas rare qu’ils se contredisent. En vérité, tout dépend un peu de votre machine. Ce qui est vrai pour une imprimante ne l’est peut-être pas pour une autre. Souvent, vous devrez même ajuster de nouveau certains paramètres entre deux bobines de PETG.
Vous l’aurez compris, le PETG demande une bonne dose d’expérimentation avant de trouver les bons réglages. Cet article a pour but de vous donner une base solide pour vous lancer dans les meilleures conditions.

Réglage du plateau

Commencez par la base, littéralement, en vous assurant que votre plateau est propre et correctement nivelé.
Si vous avez déjà imprimé du PLA ou de l’ABS, vous savez que la buse doit se trouver assez proche du plateau. Le PETG, qui ne fait rien comme tout le monde, exige quant à lui une distance plus généreuse. On conseille souvent pour le PLA d’utiliser une feuille de papier pour régler l’écart entre le plateau et la buse. Pour le PETG, prenez-en plutôt trois.
Il n’est pas obligatoire de posséder un plateau chauffant pour imprimer du PETG, mais c’est tout de même conseillé. La majorité des fabricants recommandent une température entre 50 et 80 °C. Commencez à 70 °C, en augmentant par palier si vous constatez des problèmes d’adhérence.
Vous devrez sans doute utiliser un adhésif sur la plateau, que ce soit de la simple colle ou du ruban de masquage (le scotch bleu), par exemple, surtout si vous imprimez sur une plaque en verre. Pour retirer plus facilement votre impression, pensez à la laisser refroidir avant de la décoller du plateau.

Température, rétraction et stringing
Les paramètres de température et de rétraction du PETG sont étroitement liés. Étudions-les de plus près.
Température
Le PETG s’imprime habituellement à une température allant de 220 à 255 °C. Mais avant de chauffer la buse, rappelez-vous bien que certains hotends sont dotés d’un tube en PTFE qui ne résistera pas à plus de 250 °C ! N’allez pas plus loin si vous ne voulez pas endommager le système.
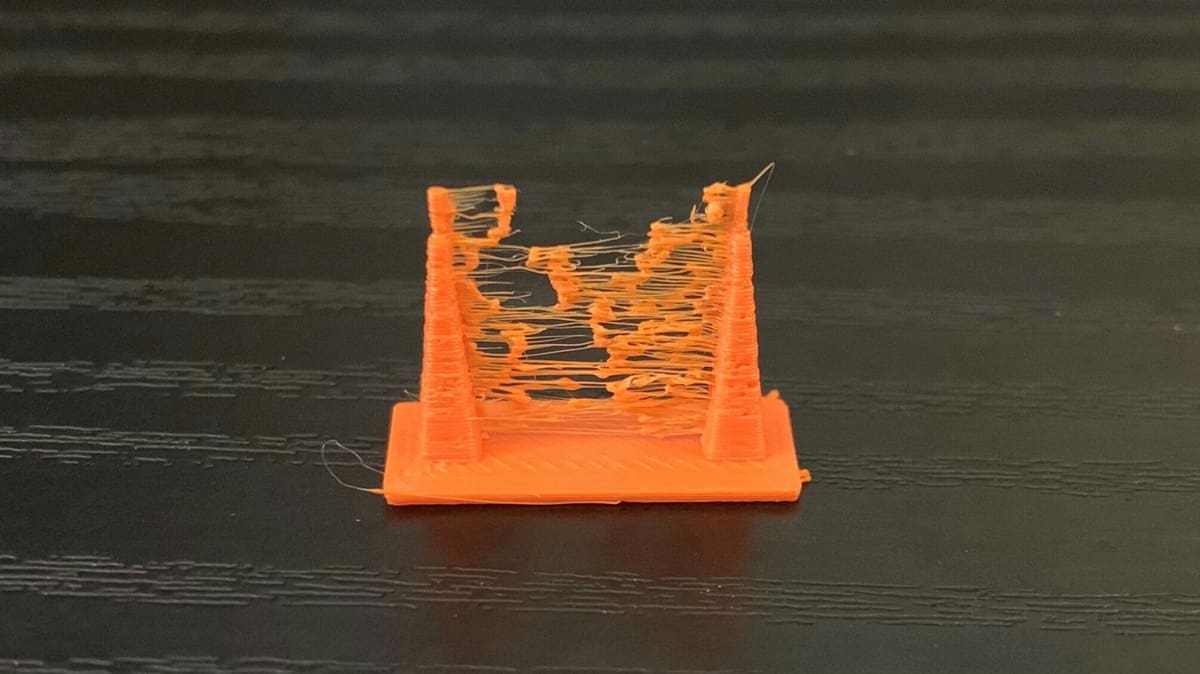
La température de la buse joue beaucoup sur la qualité de l’impression. Si elle est trop chaude, vous risquez d’avoir des problèmes de stringing (les petits cheveux d’ange) et de suintement, mais si vous visez trop bas, l’extrudeur a des chances de faire des ratés.
Pour vérifier que vous avez réglé la bonne température, suivez ces étapes : chauffez la buse à 220 °C, puis lancez un ou deux tests d’impression. Si vous entendez un « toc toc toc » pendant l’impression, c’est l’extrudeur qui saute. Augmentez la température de la buse de 5 °C. Répétez le test jusqu’à ce que l’extrudeur fonctionne normalement.
Nous vous le disions plus haut, l’impression à température élevée présente de,s risques de stringing ou de suintement. Et le PETG étant un matériau très solide et élastique, les petits « cheveux » sont particulièrement difficiles à retirer. Si vous êtes déjà à la température la plus basse possible (c’est-à-dire celle où l’extrudeur ne fait pas de ratés) et que vous avez toujours des problèmes de stringing, essayez d’ajuster les paramètres de rétraction.

Rétraction
Évitez les vitesses trop élevées : cela peut marcher pour l’ABS et le PLA, mais pas pour le PETG, qui aime décidément faire les choses à sa manière. Réglez la rétraction à environ 25 mm/s, que vous ayez un extrudeur Bowden ou direct drive. La distance de rétraction doit quant à elle tourner autour de 6 ou 7 mm pour les Bowden, et 3 ou 4 mm pour les extrudeurs en direct drive. Avec le PETG, la vitesse de rétraction compte plus que la distance. Si vous avez encore des problèmes de suintement ou de stringing, baissez la vitesse de rétraction.
Si vous rencontrez encore des problèmes de rétraction après avoir ajusté plusieurs fois les réglages, contrôlez la tension du filament et assurez-vous que l’engrenage de l’extrudeur est suffisamment serré. Le filament ne doit pas pouvoir être retiré trop facilement quand vous tirez dessus.
Pour réduire les suintements, vous pouvez aussi essayer d’ajuster la vitesse de déplacement. Le PETG a en effet tendance à goutter depuis l’extrémité de la buse, surtout si celle-ci est très chaude. Pour éviter ce problème, tentez d’augmenter autant que possible la vitesse de déplacement.
Vitesse des ventilateurs et refroidissement
Le PETG s’imprime assez bien sans ventilateur, on peut même dire qu’il s’en passe très bien, contrairement à d’autres matériaux. Si vous constatez des fissures ou un décollement des couches sur vos impressions, essayez tout simplement d’éteindre les ventilateurs, ce qui permettra d’améliorer l’adhérence.
Cela dit, les modèles dont les couches sont courtes peuvent bénéficier d’un certain refroidissement. Essayez de régler le ventilateur entre 20 et 50 % pour aider les couches à refroidir. Les ventilateurs peuvent aussi s’avérer utiles si vous souhaitez obtenir des résultats très détaillés ou imprimer des ponts.
Supports

Puisque le PETG souffre rarement d’un manque d’adhérence, bien au contraire, il est possible que vous ayez des problèmes pour retirer les supports. Si vous avez la chance de posséder une imprimante 3D à double extrudeur, votre meilleure option est d’utiliser des filaments solubles, comme le PVA ou le HIPS.
Mais si votre imprimante ne dispose que d’un seul extrudeur, tout espoir n’est pas perdu. Essayez de paramétrer une certaine distance entre le support et votre objet (distance Z). Commencez par maintenir un écart de 0,1 mm, par exemple, vous devriez déjà obtenir de bons résultats. Mais, comme pour tous les autres paramètres, vous devrez sans doute bidouiller un peu ces valeurs pour trouver le réglage idéal.

Vitesse

Le PETG est très sensible à la vitesse d’impression. En imprimant trop vite, vous perdrez en adhérence des couches, en qualité d’impression et en efficacité de l’extrudeur. Mais si vous imprimez trop lentement, vous finirez sans doute avec des problèmes de déformation, de stringing et de suintement.
Le tout est de trouver le bon réglage en fonction de votre propre imprimante et du filament que vous utilisez. Le mieux est de commencer avec une vitesse d’impression pas trop haute, par exemple à 15 mm/s. Augmentez ensuite progressivement la vitesse. Les déplacements doivent être aussi rapides que possible, au moins 120 mm/s, pour éviter le suintement.

Licence : Le texte de l'article "Impression 3D & PETG : les meilleurs réglages et paramètres" écrit par All3DP est publié sous la licence Creative Commons Attribution 4.0 International (CC BY 4.0).