
Interview with Desktop Metal: The Metal 3D Printing Hype is Real (And Made of Steel)

All3DP talks to Desktop Metal Co-Founder and CTO Jonah Myerberg about the company’s groundbreaking metal 3D printing technology.
While 2017 has been jam-packed with tons of excitement and innovation within the 3D printing industry, the Massachusetts startup Desktop Metal certainly stole the spotlight with the unveiling of their groundbreaking metal additive manufacturing platform back in April.
With massive investments from the likes of Alphabet (Google), BMW, and Lowe’s, Desktop Metal has spent that last few years trying to develop a metal 3D printing system that is exceptionally faster, smaller, and more affordable than the industry standard. After announcing the Studio System and Production System earlier this year, the company has set out to show off the impressive capabilities of their technology.
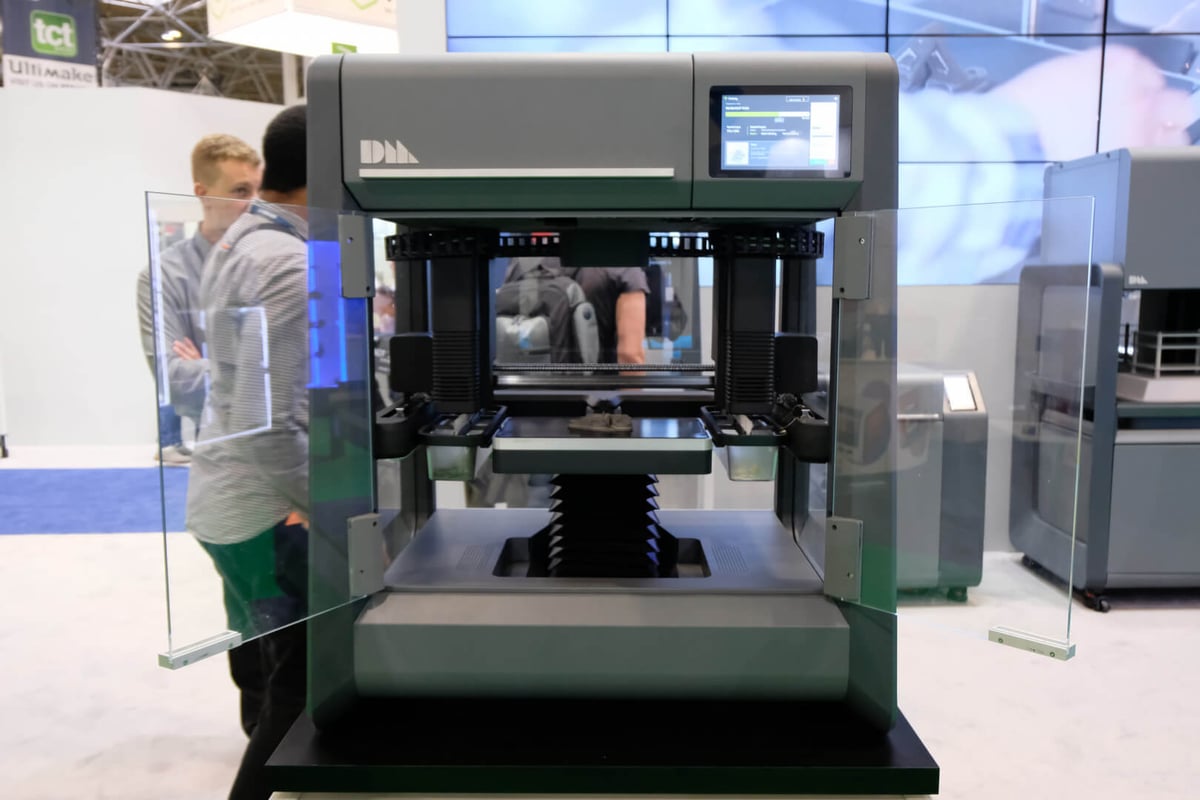
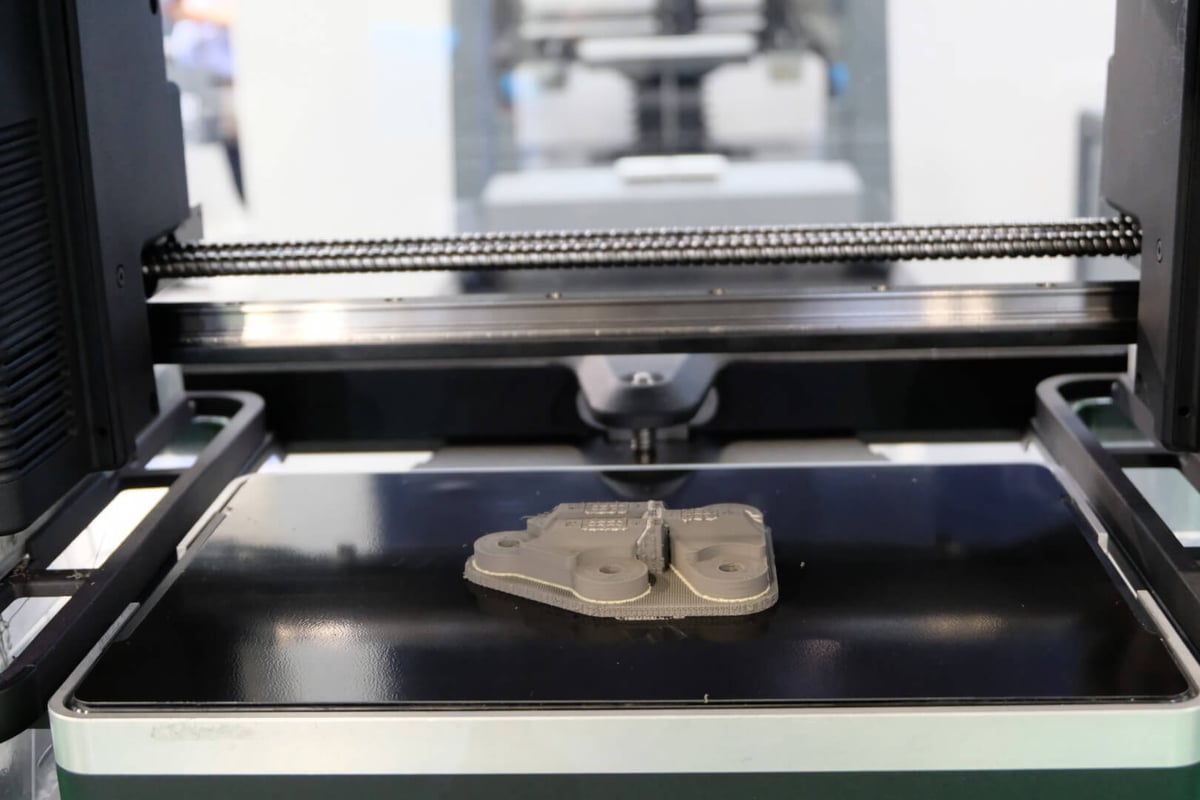
As shown at the recent TCT Show in Birmingham, the desktop-sized Studio System uses their patented Bound Metal Deposition (BMD) extrusion process, which is similar to FDM 3D printing. Using metal powder that are bound by a polymer mix, the printer is able to produce metal parts with a 50-micron layer resolution. After the print is complete, the part is transferred into an office-safe furnace that heats at a temperature of 1,400 degrees Celsius. This post-processing method effectively melts away the polymer binding agents, leaving the user with a true metal object.
Related Read: Interview With Digital Metal: One Giant Leap For Small Metal 3D Printed Parts
The larger and more expensive Production System, on the other hand, utilizes a process called “single pass jetting.” First, the printer deposits metal powder, followed by binding agent droplets that are “jetted” onto the powder. The machine itself is equipped with multiple bars that hold over 32,000 jets, which spray millions of droplets per second across the the build area.
Excited and eager to learn more about the company’s latest developments, we sat down with Jonah Myerberg, the Co-Founder and CTO of Desktop Metal, to discuss the development of their buzzworthy printers, the advantages their technology offers over other metal 3D printing systems, and more.
Don’t miss: Interview With Digital Metal: One Giant Leap For Small Metal 3D Printed Parts

How did Desktop Metal come to fruition?
Jonah Myerberg: That’s a good question. It was by a couple different avenues. First and foremost, we didn’t find anything out there. No technology was headed in this direction the way that we feel metal 3D printing should be scaling. Metal 3D printing is not new. It’s been going on for many years, and I’ve been a customer of it as an engineer for many years. But, the companies that are embracing it and scaling it are doing so with DMLS technology…
That was the reason why we got in – to bring metal 3D printing to the masses, to democratize it in a way that it wasn’t headed. We went into MIT, into our community of very smart PhDs and material scientists, and said, “Let’s figure out the best way to do this cost-effectively. We want the best material properties – real material properties, not fake metal. We’re not making samples anymore. These are functional parts, not toys.”
And so, we developed these two technologies that are very much complementary, the first being the Studio System, which is to rapid-prototype in pieces of 1 to 100, and once you’re ready for mass production, you can take that design directly to the Production System.
It’s highly interesting that you have two different processes for the Studio System and Production System, can you explain them?
Myerberg: So, what we did with the Studio System – the FDM type – is we took the same metal powder that you use today in making engineering components – the same engineering alloys, the same metal powders that you would otherwise be making your parts out of today, and we bound it in a polymer, and that turned into a feedstock that is extrudable, printable, and safe.
So now, there’s not powder getting anywhere. That’s an unsafe environment of powder, and there are no lasers. This is a bound metal deposition process, but the same material is used in the Studio System that’s used in the production. So, the production is meant for an industrial environment. You go into a factory and scale it up to hundreds of thousands of components.
Meanwhile, in the Studio, we’ve made it easier for you. We’ll prepare the powders in a feedstock. Now, you can put your feedstock into the office and not worry about powder being everywhere. You can actually purchase those powders directly from the powder manufacturer. You can buy that powder directly, put it into the Desktop Metal printer, and print it.
“So, that was the reason why we got in – to bring metal 3D printing to the masses, to democratize it in a way that it wasn’t headed.”
Is there a difference in the mechanical properties or print quality between the Studio System and Production System?
Myerberg: There is not. It’s a powder-based process, and powder-based manufacturing is very well understood, and it’s been around for 100 years. Essentially, taking a metal powder and forming it into some shape somehow… All these standards were developed for powdered metal. Powdered metal at this density is this strong, and powdered metal at this density is this strong.
By using that same powder in our process, we create these same exact parts and therefore have the same properties. It turns out that those properties are better and worse than other properties, but they’re all manufactured metals of the same chemistry. If you had a block of stainless steel and you machined it down, that block of stainless steel might be a little bit more ductile than a powdered metal, but it’s going to be less hard, less strong – there are slight differences.
What are some of the advantages and disadvantages of Desktop Metal’s technology when compared to DMLS and other metal 3D printing technologies?
Myerberg: With a micro melting and resolidification process, you are very rapidly heating and cooling that microstructure. Essentially, it’s like a welding technique. You’re welding onto the part every time you melt and solidify, so the microstructure and the grain structure of that component than if you take all of the powder, build it up all at once, and then put it into a furnace, heat it up altogether, and consolidate it all at once. You end up with a very different structure.
So, take, for instance, a part that has thin walls, thick walls, and changing geometry – If you’re laser sintering that, the thick walls are going to cool faster than the thin walls, and you’ll end up with a totally different grain structure in the thin walls then you have in the thick walls, and it has to do with the cooling aspect.
Normally, you’d have to take that part, put it into a furnace, raise it up and anneal it, and then heat-treat it to get what you want. You end up with a very odd microstructure. That melting and resolidification can build in stresses, and the stresses can cause the part to warp, and that’s why you end up welding to its build plate. The DMLS process has all these supports that anchor it in place so that it won’t bend and warp. That has to go into the furnace and be stress-relieved as well. So, there are a lot of different things…
When we do the powdered metals as a whole, we print the green body and sinter it all together. The microstructure is homogeneous, however you want it. We ramp that temperature up, consolidate all the powder into a solid, fully dense part, and then, how quickly we cool it determines the property of the metal. So, if you cool it very rapidly, you get a hard metal. If you cool it very slowly, you get a soft metal. We can change the properties just within our process.
How many materials are you delivering currently with your Studio platform?
We are launching the Studio System with seven core materials – a couple of stainless steels, carbon steels, a couple of super alloys – Invar, kovar, and copper.
But, we have access to as many alloys as can be powdered, essentially. If you can make it into a powder, we can mix it into our binder system and we can print it. It’s the question that we’re asking a lot of our customers right now: What are the alloys that you want? Now that we launched at Rapid –in the spring, we’ve been public for a while, we’ve been interfacing with customers, we’ve built a database, and we’ve plotted a priority list of alloys which is very dynamic.
How many people are currently on the Desktop Metal team?
Myerberg: We’re at 150 people now, mostly engineers and material scientists. A lot of PhDs. We’re really focused on getting the metallurgy right, and on the reliability of the machine. We want to launch a machine and be able to support it, and we’re going to find – we’re going to have growing pains, and that’s the biggest concern on my part.
I don’t want to put a machine in a customer’s hand that I know he’s going to have trouble with. I just want to be the one to fix it and help him succeed. All of our early adopters are very tolerant of that. Most people in the 3D printing community know that it’s not initially perfect, and that we’ll work through the developments together.
What were the challenges you faced while developing these systems, and how did you overcome them and get to where you are today?
Myerberg: Polymers mixed with metals are not new. It’s a very well-understood art. One of the things that we did early on is find the experts in those areas. One of the experts is Animesh Bose, who wrote the book on metallurgics.
Some of the things we were struggling with initially were the formulations for the metal powder and binder systems. There’s not just one polymer that’s mixed in there. There are actually five different binders that we mix with the powder that make the system work, make it flow and print correctly, and then make it debind and sinter correctly. That is something that is a bit of a black art. People like Animesh really understand it.
Initially, you’ve got the idea that you’re going to print metal injection molding feedstock – simple, looks pretty straightforward – but the devil is really in the details. How do you get this material to flow consistently through a very small nozzle so you can print it at high resolution quickly? How do you build up a part so that its properties are isotropic on the X, Y, and Z? How do you support geometry both on the printer and in the furnace?
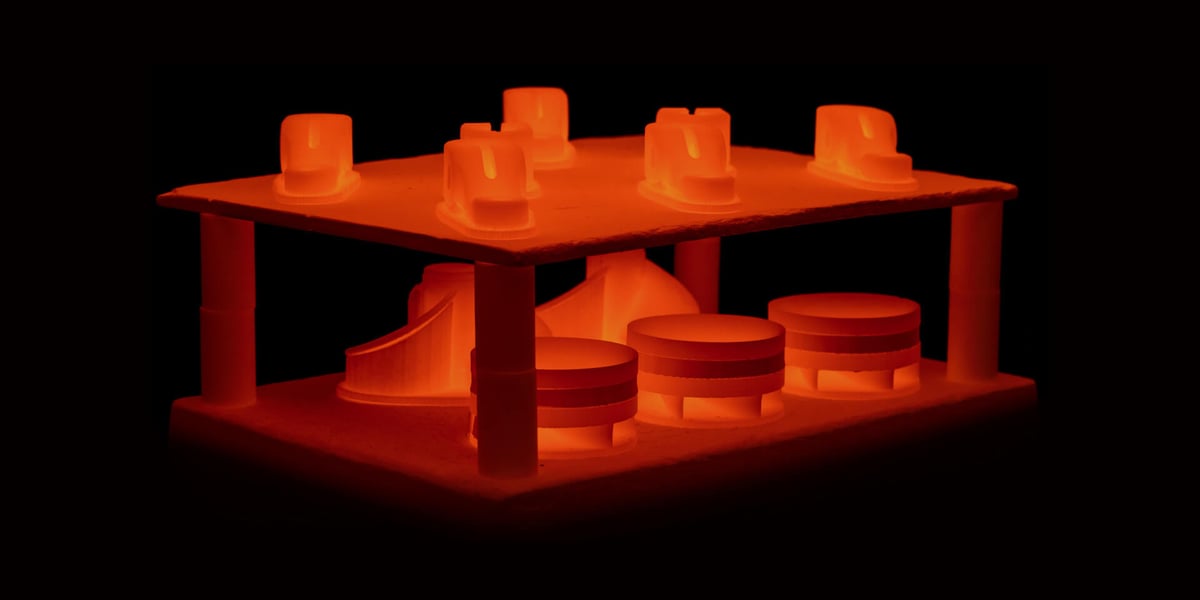
That furnace brings the temperature up very close to melting temperature, and the part becomes very soft, and it shrinks and moves, so the support system that sintering requires is very different than what FDM printing requires. But, there are some similarities. The devil is really in the details there, and that’s where the learning was, and that’s what’s going to separate Desktop Metal from everyone else who’s trying to print this type of feedstock.
“We’re really focused on getting the metallurgy right, and on the reliability of the machine. We want to launch a machine and be able to support it, and we’re going to find – we’re going to have growing pains, and that’s the biggest concern on my part.”
How have the first reactions from your early adopters been?
Myerberg: A lot of our customers – especially the early adopters – are companies who recognize the value and promise that additive manufacturing can bring, but also, the limitations that are out there, and they’re really the frustrated customer – the guys who are looking at GE and the way that GE is able to reduce the part count, consolidate assemblies from 300 parts to 15 parts. They’re saying, “We want to do that, too!”
They go out and try to buy a DMLS system, and they investigate the situation, and they’re like, “I have to buy 1,000 of these systems in order to produce enough parts, and I can’t afford that.” So, they’re coming to us and saying, “Wow. I can take my designs from prototype into mass production using these two systems that are very affordable, and now, I don’t have to redesign the part from prototype to mass production.”

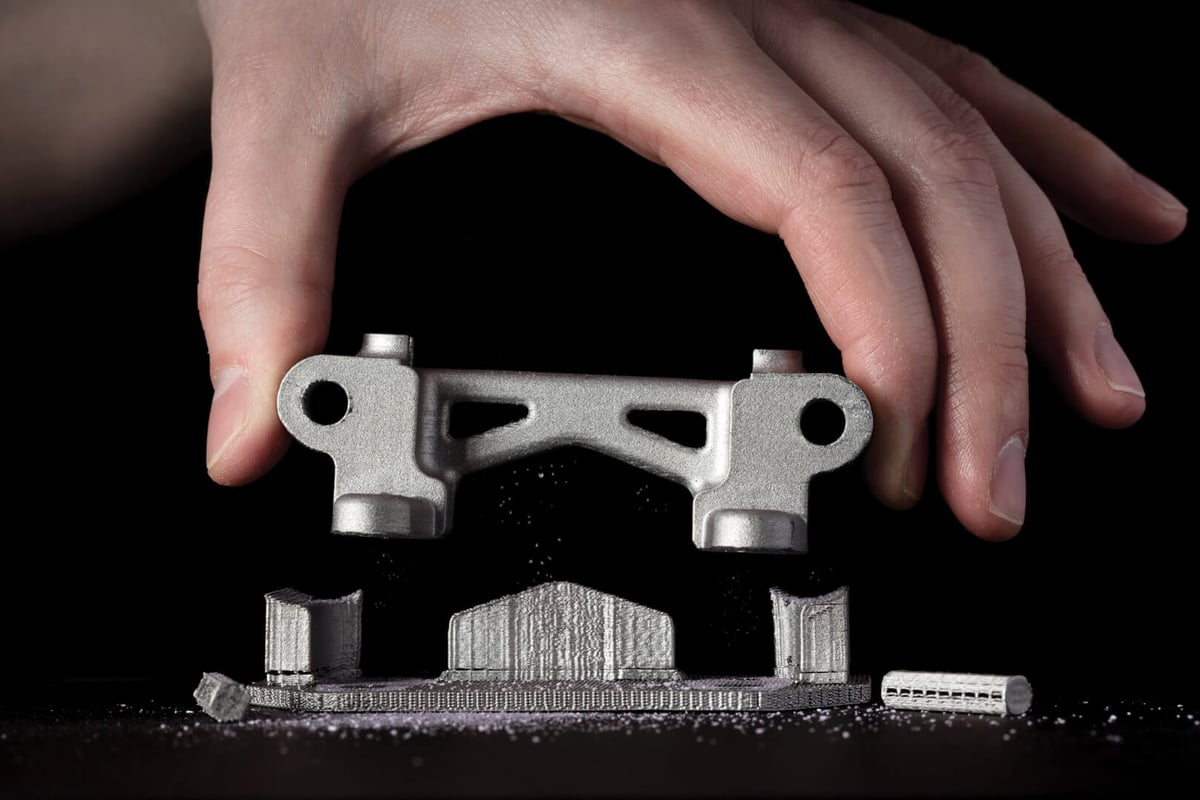
With the software, can you go into a bit of background on how you developed that? I’m also very interested in how you guys found a consistency for the parts, as they shrink about 20 percent after the furnacing process, right?
Myerberg: Roughly, about 17 percent. But that’s a great point. I’m going to try not to speak too much out of turn because there’s a lot of stuff that’s proprietary. We’re still trying to protect a lot of these processes. But, you hit right on it. The software is the heart of our system. We had to redesign the way that slicers and supports are built from the ground up. And, we did – we hired a whole team of ex-CAD guys from SolidWorks, from Pro Engineer – guys who live their life writing CAD modules – and brought them into do exactly what you said.
We wrote that software from the ground up. We put that in the Desktop Metal cloud, and we give you a single interface. That interface goes up to the Desktop Metal cloud system, which talks to the printer, the debinder, and the furnace all at once, so each system knows exactly what you’re doing and what you’re trying to do. So many processes – everything is interconnected, and that’s really unique, also.
It’s really unique with Desktop Metal, where your sintering furnace knows exactly what you printed and therefore can tune itself. You don’t just print something and send it off to an unintelligent piece of equipment and then have to figure out how it works. Sintering can be an art. So, the software is super important.
What do you think about these competitors coming up around you, such as Digital Metal, and what sets you guys apart?
Myerberg: I love Digital Metal. They’re great guys, and they come from a DNA of powder in Höganäs. Other companies are seeing this as a great opportunity to introduce similar technology, and certainly compete in the same space. We don’t think we’re going to be the only player, and there are certain things that are protectable and certain things that aren’t protectable, so we can’t keep everybody out. BASF has released a feedstock that any 3D printer can use. It’s a filament that you can feed into your Ultimaker and print these same green bodies. And then, the question is how do you take into post process, to sinter and consolidate it?
And so, those are the questions that are going to come up, and we don’t know what the answers are, but the details are really going to define Desktop Metal. They’re going to differentiate us. Digital Metal is a great example. They’re focused on very small parts – high-resolution – almost jewelry-type stuff, but they have real industrial applications as well. They’re not building big parts, so they’re not going to compete with us on the larger-scale parts.
They’re not printing as fast, so they’re not going to be in mass production of hundreds of thousands of parts and try to get into replacing metal injection molding components, but there is going to be some overlap there. I think that their success is going to float everyone in the industry. The more that we as an industry – everyone at this show – can prove that additive manufacturing is real and has real applications, it’s only going to help everybody.
Especially with the price point. You’re not taking over the small companies, but you’re cannibalizing the big ones.
Myerberg: That’s true, that’s true. But there’s plenty to go around at this point. There’s so much opportunity out there.
License: The text of "Interview with Desktop Metal: The Metal 3D Printing Hype is Real (And Made of Steel)" by All3DP Pro is licensed under a Creative Commons Attribution 4.0 International License.