Impressora 3D: 6 passos para calibrar sua extrusora

As suas impressões 3D têm saído com defeito? Talvez seja preciso calibrar a sua extrusora! Veja aqui como pode fazer isso.
Calibrar a extrusora é um passo crucial na impressão 3D FDM por muitas razões. O objetivo da calibragem é garantir que a sua impressora 3D dispense uma quantidade exata de filamento através do hotend durante a impressão.
Se a extrusão do filamento for menor do que a necessária, uma peça apresentará falhas entre as camadas ou algumas camadas em si serão fracas ou inexistentes. A adesão também não será das melhores, com as camadas descolando uma das outras ou apresentando deformações.
Se a extrusão do filamento for maior que a necessária, as suas impressões terão problemas de sobre-extrusão, ou seja, extrusão em excesso, o que resulta em bolhas, fios e detalhes salientes na superfície. A extrusão excessiva pode contribuir ainda para o entupimento de filamento no hotend.
Para evitar estes problemas, nós sugerimos que siga este simples passo-a-passo para calibrar a sua extrusora.

Ferramentas e materiais necessários

Para calibrar a sua extrusora, você irá precisar do seguinte:
- Sua impressora 3D
- Um computador com um programa de fatiamento (slicer) instalado
- Um filamento não-flexível
- Um paquímetro
- Um pincel marcador permanente (canetinha)
Introduza o filamento

A primeira coisa que você precisa fazer para calibrar a sua extrusora é pré-aquecer o bico da sua impressora 3D até a temperatura necessária para o filamento que você estiver usando. Se a impressora já estiver carregada com um filamento não-flexível, vá em frente e pré-aqueça a máquina até a temperatura adequada para esse filamento.
Ou, então, quando a impressora já estiver pré-aquecida, introduza o filamento como o costume, tomando o cuidado de remover os restos de qualquer material que tenha sido anteriormente utilizado.
Contecte a impressora ao computador

Conecte a sua impressora 3D ao computador, seja por USB ou Wifi, se a sua impressora tiver essa função. Abra e conecte o software de fatiamento 3D (slicer) que lhe permita enviar comandos de G-code para a impressora. Pode usar, por exemplo, Simplify 3D, Pronterface ou OctoPrint.
Você irá precisar encontrar, no seu software de fatiamento, a seção dedicada à impressão conectada. Por exemplo, no Simplify 3D, você irá precisar de ir até ao painel de controle da máquina. Sendo a maioria das impressoras baseadas em RAMPS e Atmega, você também poderá usar o Serial Monitor no Arduino IDE.
Selecione o Modo Relativo na extrusora enviando o comando M83 para a impressora.
Marque o filamento e comece a extrusão
Para calibrar a extrusora, vamos considerar a passagem de 100 mm de filamento pelo hotend.
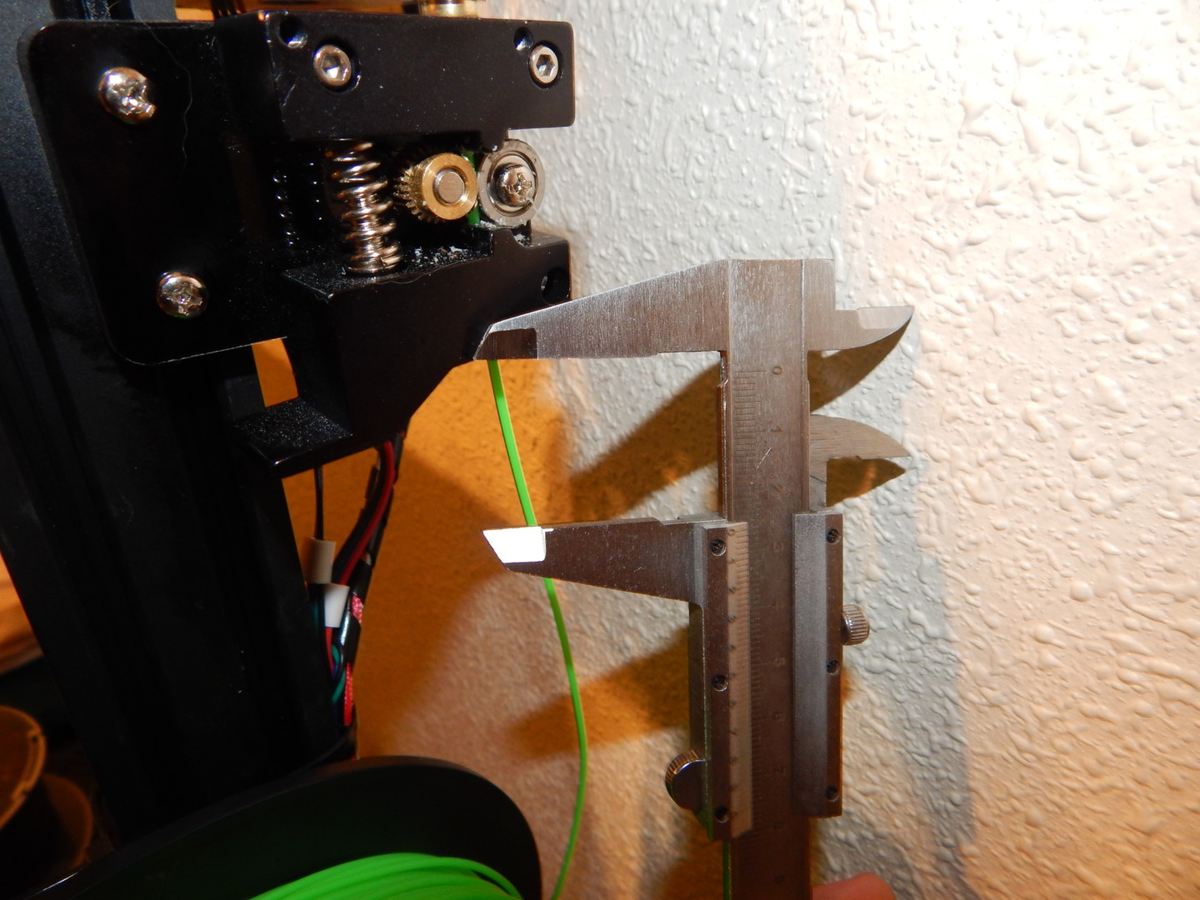
Antes disso, use o paquímetro e o marcador permanente para sinalizar o filamento na altura de 120 mm antes da entrada na extrusora.
Agora, envie o comando G1 E100 F100 para a impressora. Isso irá acionar lentamente a máquina, fazendo com que ela interprete a passagem de 100 mm de filamento através da extrusora. O processo se desenvolve ao longo de um minuto para evitar qualquer problema com a tensão ou pressão do filamento no hotend, o que pode acabar prejudicando os resultados.
Meça mais uma vez o filamento
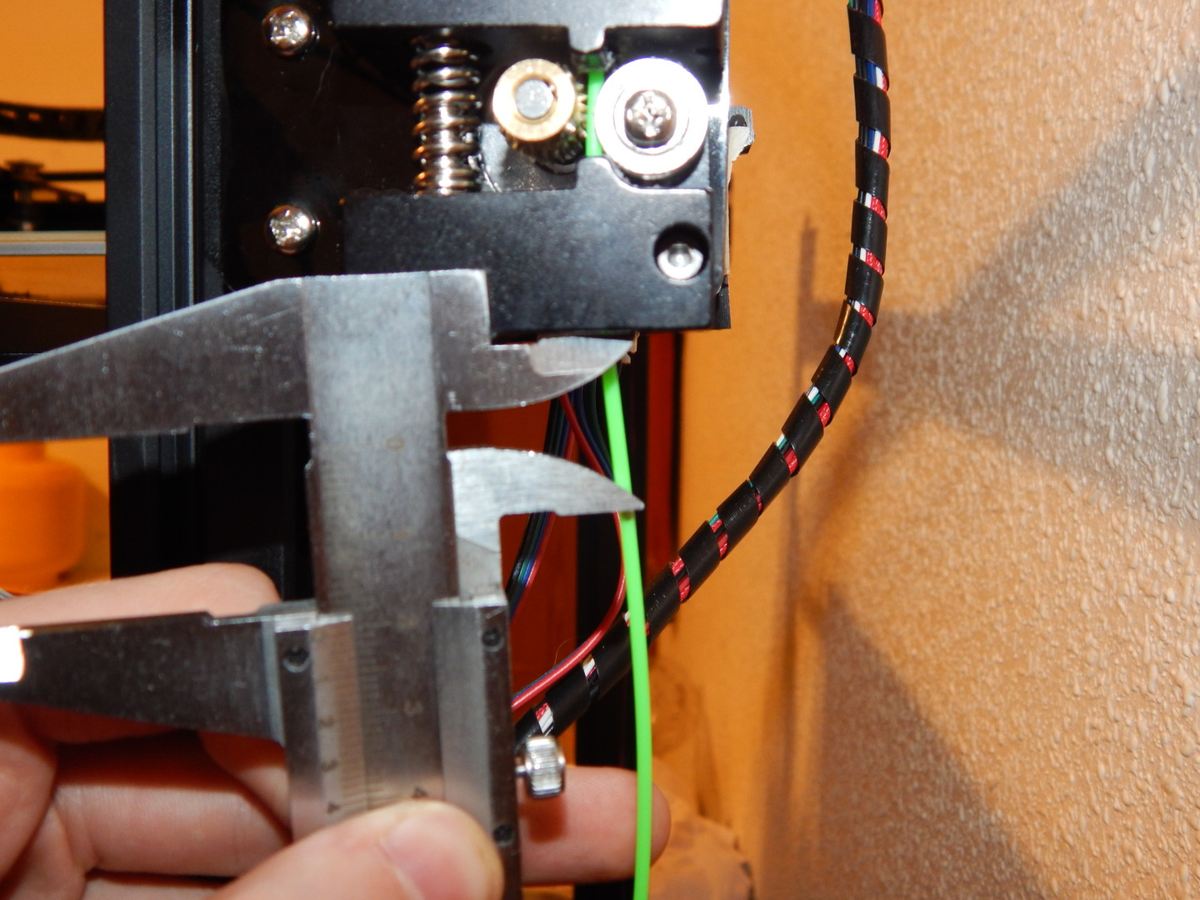
Uma vez terminado o processo, a impressora 3D deverá ter extrudado exatamente 100 mm de filamento. Para verificar isso, meça a partir da extrusora até a marca original que você fez no filamento.
Se a medida for 20 mm, a sua extrusora está bem calibrada e você não irá precisar avançar para os passos seguintes.
Se a sua medida for maior que 20 mm, é provável que a sua impressora esteja apresentando subextrusão e a sua configuração de passos/mm (steps/mm) precisa ser aumentada.
Se a medida for inferior a 20 mm, a sua impressora está com extrusão em excesso. Isso significa que você precisa diminuir o ajuste de passos/mm.
Calcule o valor correto de passos por milímetro
De modo a calibrar a extrusora com precisão, precisamos encontrar o atual valor incorreto de passos/mm e calcular o valor físico correto.
Para começar, envie o comando M503 para a sua impressora. Isso vai retornar uma sequência de comandos no seu monitor. Encontre a linha que começa com echo: M92, então encontre o E-value (que geralmente está no fim dessa linha). Esse é o atual valor de passos/mm.
Agora vamos para o valor físico de passos/mm. Primeiro, precisamos saber quanto filamento foi realmente extrudado. Podemos encontrar isso medindo a distância entre a extrusora e a marca que foi feita no filamento e então subtraindo esse valor de 120 mm:
- 120 – [valor do comprimento entre a extrusora e a marca realizada] = [valor do comprimento real extrudado]
A seguir, precisamos saber quantos passos a extrusora precisaria dar para dispensar a quantidade de filamento inicialmente estabelecida. Nós podemos determinar esse valor multiplicando o valor de passos/mm atual pelo comprimento que deveria ter sido extrudado, neste caso, 100 mm:
- [valor de passos/mm] x 100 = [passos dados]
Usando isso, podemos obter o valor físico correto de passos/mm através da divisão entre o valor dos passos dados e o valor do comprimento real extrudado:
- [valor de passos dados] / [valor do comprimento real extrudado] = [valor preciso de passos/mm]
Agora tudo de que precisamos é definir isso como o valor de passos/mm da impressora e então estaremos prontos para seguir em frente!
Defina um novo valor para os passos por milímetro
Para definir um novo valor de passos/mm, primeiro envie o comando M92 E###.#, substituindo os símbolos de jogo da velha (#) pelo valor correto de passos/mm que você obteve no passo anterior. Salve esse valor na memória da impressora enviando o comando M500.
O melhor a fazer neste momento será então desligar a sua impressora 3D e então voltar a ligar. Então envie o comando M503 novamente para a sua impressora o confirme se o E-value coincide com o novo valor de passos/mm. Caso não, repita a primeira parte deste passo.
Para confirmar se a sua extrusora está finalmente calibrada, repita os passos de 1 a 4. Dessa vez você terá que obter um valor de exatamente 20 mm entre a extrusora e a marca realizada no filamento. Se não acontecer isso, calcule novamente o valor, introduza e salve de novo.
Agora a sua impressora 3D já deverá ter uma extrusora perfeitamente calibrada!
Caso você continue a ter problemas durante a impressão, sugerimos que dê uma olhada em nosso artigo sobre problemas comuns na impressão 3D e suas soluções.
***
Você é estreante na impressão 3D e está dando ainda os primeiros passos? Os nossos amigos do Institute of 3D Printing estão aqui para ajudar. Dê uma olhada na nova lista de “colas” gratuitas que eles criaram: “31 formas de conseguir uma impressão 3D 100% confiável”, para economizar tempo e chatices e começar a imprimir sem stress ainda hoje
Imagem principal: Ultimaker
Licença: O texto "Impressora 3D: 6 passos para calibrar sua extrusora", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)