Impressora 3D: 7 passos para calibrar sua extrusora

As suas impressões 3D têm saído com defeito? Talvez seja preciso calibrar a sua extrusora! Veja aqui como pode fazer isso.
A calibração de E-step da extrusora é crucial para a impressão 3D FDM por diversas razões. Ter uma extrusora bem ajustada garante que sua impressora 3D dispense uma quantidade exata de filamento através do hotend durante a impressão. Caso contrário, sua impressão não vai receber a quantidade correta de filamento e a qualidade da impressão será prejudicada.
Se a extrusão do filamento for menor que a necessária, uma peça apresentará espaços entre as camadas ou algumas camadas em si serão fracas ou inexistentes. A adesão também não será das melhores, com as camadas dos objetos sujeitas a delaminação ou deformações.
Se a extrusão do filamento for maior que a necessária, as suas impressões terão problemas de sobre-extrusão, ou seja, extrusão em excesso, o que resulta em bolhas, stringing (fios) e detalhes salientes na superfície. A extrusão excessiva pode contribuir ainda para o entupimento de filamento no hotend.
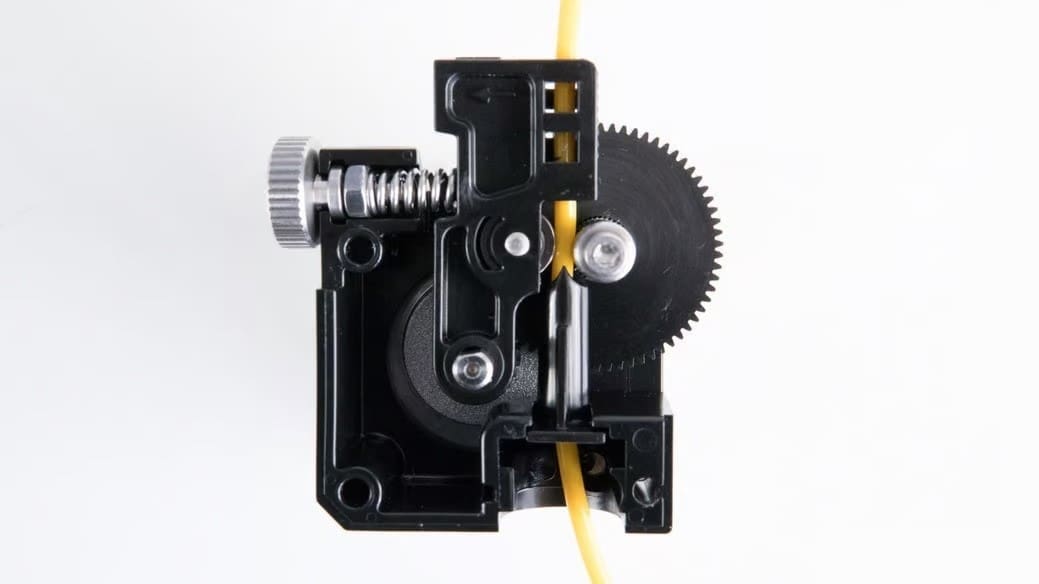
Para evitar esses problemas, a primeira coisa que você deve fazer antes de calibrar os E-steps é toda e qualquer manutenção que estiver atrasada. Uma das causas mais comuns de sub-extrusão é sujeira na engrenagem da extrusora, o que gera falta de tracionamento no filamento. Entretanto, se você tiver com a manutenção em dia e suas impressões ainda estiverem ruins, nós sugerimos que siga esse simples passo-a-passo para calibrar a sua extrusora.
Para começar, a melhor maneira de calibrar os E-steps vai depender da sua configuração, e por isso, vamos nos certificar de que você está no lugar certo.

Introdução
Este guia serve para impressoras que usam o firmware Marlin. Se a sua impressora usar o Klipper, você vai precisa fazer um procedimento parecido (mas não igual), que vai calibrar a distância de rotação do motor da sua extrusora. Se você estiver usando uma máquina com Klipper, não se preocupe; nós temos a solução.
Observe também que este guia serve principalmente para impressoras com uma única extrusora. Se a sua impressora com Marlin tiver mais de uma extrusora, você precisa calibrar cada uma delas separadamente, mas nós vamos lhe dizer quando isso será feito.
O objetivo de qualquer procedimento de calibração é reduzir ao máximo os erros no sistema. Espera-se chegar em uma condição que seja bom o suficiente — não necessariamente perfeita. Se você não estiver tendo problemas de impressão, precisa considerar se a qualidade de impressão atual já está boa o suficiente. Se for o caso, deixe tudo como está.
Se você decidir fazer a calibração dos E-steps da extusora e o resultado não for bom o suficiente, repita o processo. Nós recomendamos executar o procedimento de calibração três vezes e realizar uma impressão de teste em seguida. Tenha em conta que as melhorias necessárias vão diminuindo à medida que você se aproxima da calibração ideal.
Se você não estiver confortável com alguma parte do procedimento, é provável que você aumente o erro no seu sistema se continuar. Partimos do pressuposto que todas as etapas aqui descritas estão dentro da sua capacidade de realizar os ajustes . (Quer dizer, você já aprendeu a nivelar a plataforma, fatiar um STL, trocar o filamento e rodar uma impressão, certo? Então você é capaz de fazer isto!) Fazer qualquer calibração com muita ou pouca confiança pode gerar erros, e esses erros (que são normais) introduzem problemas no seu sistema de impressão. Relaxe e respire fundo. Isso não é mais difícil do que preparar uma xícara de chocolate quente. Na verdade, é melhor preparar uma antes de começar o procedimento.
Ferramentas e materiais necessários

Então você decidiu que calibrar os E-steps da sua máquina vai melhorar a qualidade de impressão. Você vai precisar de algumas coisas:
- Sua impressora 3D
- Um filamento não-flexível (use o material mais barato que tiver já que a qualidade do filamento não afeta o procedimento)
- Um paquímetro
- Caneta permanente
- Papel e caneta
- Um computador com os seguintes programas:
- Uma forma de conectar sua impressora, seja via:
- Um cabo e drivers para sua impressora
- Um cartão SD
Preparando o filamento
O primeiro passo depende do tipo de extrusora que voce estiver calibrando, se é uma extrusora direta ou Bowden.
Carregamento
Se a sua impressora tiver uma extrusora Bowden, remova qualquer filamento carregado e desconecte o tubo Bowden da saída da extrusora. Recoloque o filamento na extrusora de modo que ele comece a sair pelo bico.
Se a sua impressora tiver uma extrusora direta, você pode querer remover o bloco aquecedor e o bico do tubo de alimentação. (Deixe todos os fios e cabos conectados, mas de uma forma em que não possam ser queimados ou danificados.) Isso vai permitir que você reutilize o filamento empurrado pela extrusora e eliminar a possibilidade de entupimentos ou que efeitos de contrapressão no bico interfiram na calibração. A remoção do bloco aquecedor não é necessária para executar o procedimento de calibração, mas tenha em conta que você pode gastar uma boa quantidade de filamento durante o processo, principalmente se estiver fazendo grandes alterações nos valores de E-step.
Marcação
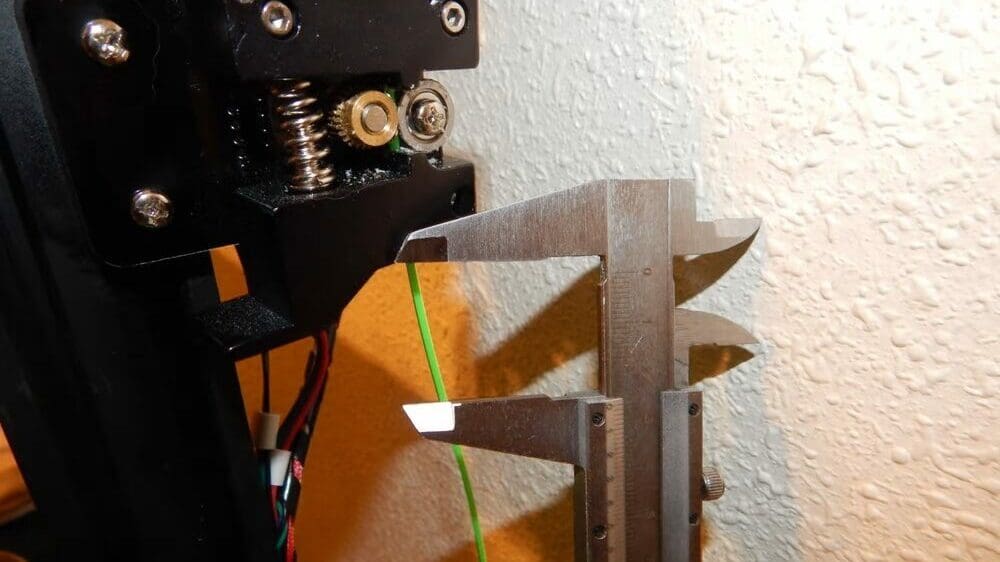
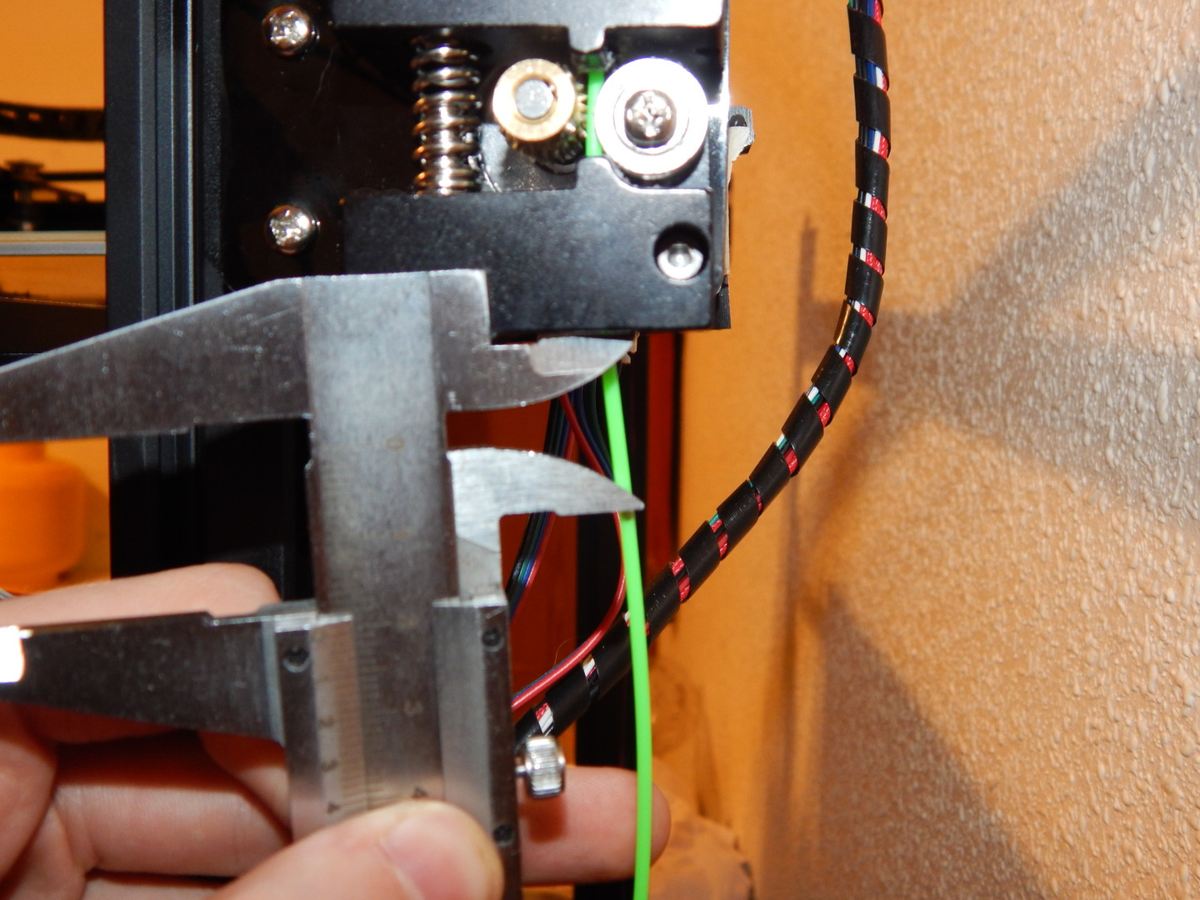
Para fazer a calibração, nós vamos passar 100 mm de filamento pela extrusora. Antes de fazer isso, você precisa marcar o filamento a uma distância de 120 mm da entrada da extrusora. Esses 20 mm extras permitem a medição do excesso ou da falta de extrusão.
Dicas
Embora seja necessário que o hotend esteja acima de uma determinada temperatura para que a extrusora faça um extrusão contínua (derretendo o filamento e fazendo com que ele passe pelo bico), as próximas etapas podem demorar um pouco, deixando o hotend gastando energia (na melhor das hipóteses) ou criando entupimentos (na pior das hipóteses). Logo, vamos aguardar até uma etapa posterior para pré-aquecer o hotend. Existe um comando no Marlin que permite a “extrusão a frio”, mas nós não recomendamos usá-lo pois ele pode causar problemas depois da calibração.
Uma distância maior, como 500 mm, forneceria um resultado mais preciso, mas é mais difícil medir isso com precisão e isso também pode gerar muito desperdício de plástico. Se você tiver uma maneira de medir o pedaço de filamento mais longo (500 mm), altere os valores de “E” e “F” nos códigos a seguir para o número de milímetros que pretende usar (por exemplo, G1 E500 F500). Observe a velocidade máxima da sua extrusora, que será menor quando o hotend estiver conectado.
Agora que temos o filamento carregado e marcado, precisamos nos conectar com a impressora para que ela mova o filamento.
Conectando à impressora
Existem diferentes formas de se comunicar com sua impressora. Algumas são mais eficazes do que outras, embora ambas funcionem para extrusoras Bowden e diretas.
A forma seria através do método de interface serial. Essa é provavelmente a maneira mais fácil de comunicar à impressora os movimentos que ela precisa fazer caso você tenha o OctoPrint instalado ou se a máquina estiver conectada via USB.
Outra forma é o método do cartão SD — isto é, escrever um código e executá-lo através de um cartão SD. Essa é a melhor opção se você costumar usar um cartão SD e não possui um computador próximo da impressora, ou ainda se nunca conectou um computador à impressora e não quer começar agora.
Existe outro método para usuários mais ousados, que funciona com o Marlin 2.0 (ou posterior), com uma tela LCD e com um controlador. Nós vamos falar brevemente desse método no final do artigo.
Método de interface serial

Conecte a sua impressora 3D ao computador, seja por USB ou Wi-Fi (se a sua impressora tiver essa função). Abra e conecte o programa de fatiamento 3D da sua escolha que lhe permita enviar comandos de linha de G-code para a impressora. Alguns exemplos incluem o Simplify 3D, Pronterface e OctoPrint. Se você estiver tendo problemas para se conectar à sua máquina, verifique se você possui todos os drivers corretos da fabricante da impressora.
Você vai precisar encontrar no seu programa de fatiamento a seção dedicada à impressão conectada. Por exemplo, no Simplify 3D, você precisa ir até ao painel de controle da máquina. Com a maioria das impressoras baseadas em RAMPS e ATmega, você também deve conseguir usar o Serial Monitor no Arduino IDE.
Selecione o Modo Relativo na extrusora enviando o comando M83 para a impressora.
Método do cartão SD
Para esse método, nós vamos precisar apenas de algumas linhas de G-code. Elas podem ser criadas em um editor de texto gratuito; nós recomendamos o Notepad++ para isso, embora o Notepad comum também funcione aqui.
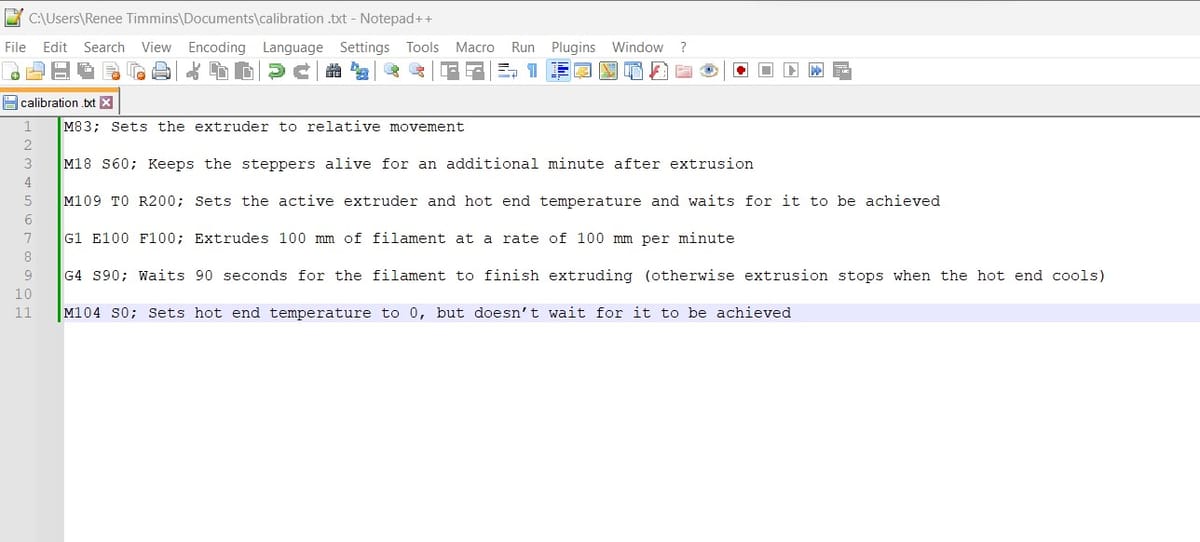
Copie o código abaixo para o editor de texto. Se quiser, você pode excluir os comentários (ou seja, tudo o que estiver após o ponto e vírgula em cada linha). Para mais informações sobre cada comando, consulte o site do Marlin. Nós recomendamos que você se familiarize com o código antes de rodá-lo em sua máquina.
M83; coloca a extrusora no modo de movimento relativo M18 S60; mantém os motores de passo alertas por um minuto a mais depois da extrusão M109 T0 R200; ativa a extrusora, define a temperatura do hotend, e aguarda até que ela seja atingida G1 E100 F100; realiza uma extrusão de 100 mm de filamento a uma taxa de 100 mm por minuto G4 S90; aguarda 90 segundos para que o filamento termine de extrudar (caso contrário a extrusão pára quando o hotend esfria) M104 S0; define a temperatura do hotend em zero, mas não aguarda até que ela seja atingida
Salve o arquivo com um nome significativo, como “cal_ext”.gcode”, em seu cartão SD.
Se você tiver uma máquina com duas ou mais extrusoras, você vai precisar salvar um arquivo para cada extrusora com nomes diferentes (por exemplo, “cal_ext_esquerda.gcode”, “cal_ext_direita.gcode” ou algo assim). Você também precisa alterar a “T0” no comando M109 para a extrusora correta (por exemplo, M109 T1 R200). Para saber qual extrusora é qual, siga o procedimento abaixo.
Máquinas com múltiplas extrusoras: identificando extrusoras
Carregue qualquer modelo no seu fatiador favorito e fatie um arquivo para cada extrusora. Certifique-se de desativar qualquer recurso de aderência à mesa, torres, ou de controle de pressão que mistura os hotends. Nomeie o arquivo com o mesmo nome da extrusora.
Agora, abra os arquivos de G-code um de cada vez e procure por um comando M104 ou M109. Haverá um parâmetro “T” na mesma linha, que é o nome da extrusora nesse arquivo. Anote qual extrusora é qual à medida que você verifica os códigos.
Comece a extrudar

Agora, independente do método de comunicação com a impressora, é hora de colocar o filamento em movimento!
Método de interface serial
Primeiro, envie M109 T0 R200 para selecionar a extrusora 0 e pré-aquecer o hotend correspondente até 200 graus.
Agora, envie o comando G1 E100 F100 para a impressora. Isso irá acionar lentamente a máquina, fazendo com que ela interprete a passagem de 100 mm de filamento através do extruder.
Todo o processo acontece ao longo de um minuto para evitar qualquer problema com a tensão ou pressão do filamento no hotend, o que pode prejudicar os resultados.
Se você tiver uma máquina com duas ou mais extrusoras, você terá de repetir essa etapa, alterando “T0” para o identificador T de cada extrusora.
Método do cartão SD
Basta inserir o cartão SD e selecionar “Print from SD card” (Imprimir do cartão SD) da mesma forma que você inicia um trabalho de impressão. Escolha o arquivo de calibração que você acabou de criar e inicie a impressão.
Para ambos os métodos, você deve observar e ouvir atentamente os ruídos durante a extrusão. Preste atenção especial a qualquer deslizamento ou se as engrenagens da extrusora estão “comendo” o filamento, bem como ouvir se há passos pulados no motor (pequenos ruídos de clique). Se isso ocorrer, você deve solucionar o problema antes de calibrar a extrusora. Nesse caso, é provável que sua calibração esteja correta, mas outro erro seja a raiz do seu problema. Você fez a manutenção que mencionamos no começo?
Meça mais uma vez o filamento
Uma vez terminado o processo, a impressora 3D deverá ter extrudado exatamente 100 mm de filamento. Para verificar isso, meça a partir da extrusora até a marca original que você fez no filamento.
Se a medida for 20 mm, a sua extrusora está bem calibrada e você não irá precisar avançar para os passos seguintes.
Se a sua medida for maior que 20 mm, é provável que a sua impressora esteja apresentando subextrusão e a sua configuração de passos/mm (steps/mm) precisa ser aumentada.
Se a medida for inferior a 20 mm, a sua impressora está com extrusão em excesso. Isso significa que você precisa diminuir o ajuste de passos/mm.
Calcule o valor correto de passos por milímetro
Para calibrar a extrusora com precisão, nós precisamos encontrar o valor atual de passos/mm e então calcular o valor correto dos E-steps.
Método de interface serial
Envie o comando M92 para a sua impressora. Isso vai retornar uma sequência de valores. Encontre a linha que começa com echo: M92, e então encontre o E-value (geralmente no fim dessa linha). Esse é o valor atual de passos/mm.
Se o comando M92 não funcionar, você pode estar com um firmware antigo. O comando M503 deve retornar os valores que você precisa.
Método do cartão SD
Infelizmente, o Marlin não oferece nenhuma maneira de registrar a configuração para um cartão SD. Em vez disso, você tem algumas opções:
- Se essa for sua primeira calibração, verifique as informações do fabricante para obter o valor padrão.
- Se você montou sua própria impressora, as informações estarão no firmware que você carregou.
- Se estiver usando o Marlin 2.0, o valor está disponível nos menus de tela (dependendo da máquina).
- Se você já calibrou sua extrusora anteriormente, verifique o papel onde você anotou os valores e definitivamente não jogou fora…
Cálculo
- Primeiro, precisamos saber quanto filamento foi realmente extrudado. Podemos encontrar isso ao subtrair de 120 mm a distância da extrusora até a marca feita no filamento:
- 120 mm — (comprimento entre a extrusora até a marca realizada) = (valor do comprimento real extrudado)
- A seguir, precisamos saber quantos passos a extrusora precisaria dar para dispensar a quantidade de filamento inicialmente estabelecida. Nós podemos determinar esse valor multiplicando o valor de passos/mm atual pelo comprimento que deveria ter sido extrudado, neste caso, 100 mm:
- (valor de passos/mm) x 100 mm = (passos dados)
- Finalmente, podemos calcular valor correto de passos/mm ao dividir o valor dos passos dados pelo valor do comprimento real extrudado:
- (valor de passos dados) / (valor do comprimento real extrudado) = (novo valor de passos/mm)
Agora tudo de que precisamos é definir o valor final como o valor de passos/mm da impressora e então estaremos prontos para seguir em frente!
Definir um novo valor para de passos por milímetro
Atualizar o valor de E-steps é simples, e como a maioria das outras etapas desse processo, é feita por comandos de G-code.
Método de interface serial
Para definir um novo valor de passos/mm, primeiro envie o comando M92 E###.#, substituindo os símbolos de jogo da velha (#) pelo novo valor de passos/mm que você obteve no passo anterior. Salve esse valor na memória da impressora enviando o comando M500.
O melhor a fazer neste momento será então desligar a sua impressora 3D e então voltar a ligar. Então envie o comando M92 (ou M503) novamente para a sua impressora o confirme se o E-value coincide com o novo valor de passos/mm. Caso não, repita a primeira parte deste passo.
Método do cartão SD
Da mesma forma que você escreveu o G-code para a extrusão, você vai precisar escrever um pequeno código para definir o novo valor. Tudo o que você precisa é:
M92 E###.# T0; substitua os jogos da velha (#) pelos novos valores de passos/mm que você obteve na etapa anterior
M500; salva o novo valor no EEPROMSalve isso no seu cartão SD. Nós sugerimos criar um nome de arquivo com o número dele, como por exemplo "esteps_92-8.gcode", para que o pedaço de papel que você usou para escrever os valores (e que definitivamente não vai jogar fora) não seja tão importante.
Agora, será que conseguimos o efeito desejado?
Confirmando se o procedimento funcionou

Para confirmar se o E-step da sua extrusora está calibrada corretamente, repita os passos de 1 a 4. Dessa vez você terá que ter um valor de exatamente 20 mm entre a extrusora e a marca realizada no filamento. Se não acontecer isso, calcule novamente o valor, introduza e salve de novo.
Você pode perceber que, a cada vez faz uma calibração, está ajustando os valores em torno de algum ponto central. Se isso acontecer, defina o valor de passos/mm como uma média de seus resultados e execute uma impressão de teste. Lembre-se que, se a impressora estiver imprimindo bem, você não precisa da calibração.
Várias extrusoras
Se você tiver uma máquina com várias extrusoras, pode ser que ela não suporte diferentes valores de E-steps (como acontece com algumas máquinas da LulzBot). Isso vai depender da forma como o firmware foi configurado, mas, a menos que você mesmo tenha editado o arquivo de configuração, não é possível descobrir isso na sua máquina. Embora a fabricante possa lhe dar essa informação, uma indicação seria que, após repetir as etapas 1 a 4, todas as extrusoras estejam com os mesmos valores para E0.
Existe uma forma de contornar isso ao utilizar um código G-code de inicialização. Basta adicionar M92 E####.# no G-code de inicialização da extrusora correspondente.
Dessa forma, sua impressora deve ficar com todas as extrusoras calibradas corretamente!

Método alternativo
Ok, você não gosta de escrever G-code, mas ainda quer atualizar os E-steps? Bem, se você estiver o Marlin 2.0 com uma tela LCD e um controlador, você está com sorte!
Basta preparar o filamento conforme descrito na etapa 1, pré-aquecer o bico e passar 100 mm pela extrusora. Mas tenha cuidado! Ao fazer isso, por padrão a extrusora estará no modo absoluto e recebe comandos na ordem em que você os envia. Se você enviar um comando para uma extrusão muito longa e depois voltar atrás, é exatamente isso que a extrusora vai fazer.
Depois que você tiver passado o filamento, encontre o menu "Motion". Seus passos/mm atuais estão registrados aqui (geralmente na parte inferior). Você consegue então fazer o cálculo descrito na etapa 5. Se você precisar de um novo valor, insira-o no mesmo menu. Não se esqueça de salvar os novos valores selecionando "Save values" no menu seguinte.
Execute o teste diversas vezes, se desejar. Esse método é extremamente útil para checar a calibração e a repetibilidade do movimento da extrusora rapidamente.
Licença: O texto "Impressora 3D: 7 passos para calibrar sua extrusora", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)