
Suporte no Cura: como otimizar as configurações

Conheça as principais configurações de suporte do Cura e saiba como criar melhores suportes para suas impressões.
Todas as impressoras 3D de Modelagem por Deposição de Material Fundido (FDM) produzem objetos extrudando camada sobre camada de materiais termoplásticos. Consequentemente, cada camada deve ser apoiada pela camada abaixo dela. Quando não há uma camada abaixo (como no caso de overhangs e pontes), o modelo pode precisar de estruturas de suporte. Elas são impressas junto com o modelo principal e posteriormente removidas no pós-processamento.
Você pode até pensar, “isso não parece tão horrível”. No entanto, a mera palavra “suporte” aterroriza muitos makers, e alguns até a consideram uma profanidade. Afinal, estruturas de suporte não apenas gastam mais material, como também são conhecidas por afetar negativamente o acabamento superficial de impressões e também por serem difíceis de remover.
Infelizmente, alguns modelos vão sempre necessitar de suportes e isso é uma realidade da impressão 3D. Mas isso não significa que não podemos otimizá-los ajustando suas configurações.
Nesse artigo, vamos falar primeiro da necessidade do uso de suportes – quando você precisa e quando não precisa deles. Em seguida, vamos nos aprofundar em algumas das configurações de suporte do Cura mais importantes para a obtenção dos melhores resultados. Aqui estaremos focando no Cura, mas os princípios básicos por trás das configurações podem ser aplicados a vários outros fatiadores. Então, vamos lá!

É preciso usar suporte?

Há alguns pontos a serem considerados para determinar se você precisa gerar estruturas de suporte ou não:
- Regra dos 45° (seções pendentes, ou overhangs): se inclinações forem maiores que 45° (em relação à vertical), elas vão precisar de suporte. Para testar a capacidade de sua impressora de imprimir overhangs, tente imprimir esse modelo de teste de overhang. Quando sua impressora falhar em um certo overhang, você sabe que deve usar suportes a partir desse ângulo.
- Regra dos 5 mm (pontes, ou bridges): se pontes forem mais maiores que 5 mm, elas podem precisar de suporte. É claro que nem todas as impressoras 3D são iguais. Algumas conseguem imprimir distâncias maiores, enquanto outras mal conseguem imprimir pontes. Tente imprimir um teste de ponte para verificar quando sua impressora vai necessitar suportes. Você encontra o limite da sua impressora na distância pela qual as pontes recaem.
Em seguida, vamos examinar as configurações para aperfeiçoar as estruturas suportes no caso de você precisar delas.

Configurações de suporte
O Cura oferece várias configurações que lhe ajudam a otimizar os suportes de seus modelos. Comece dessa forma:
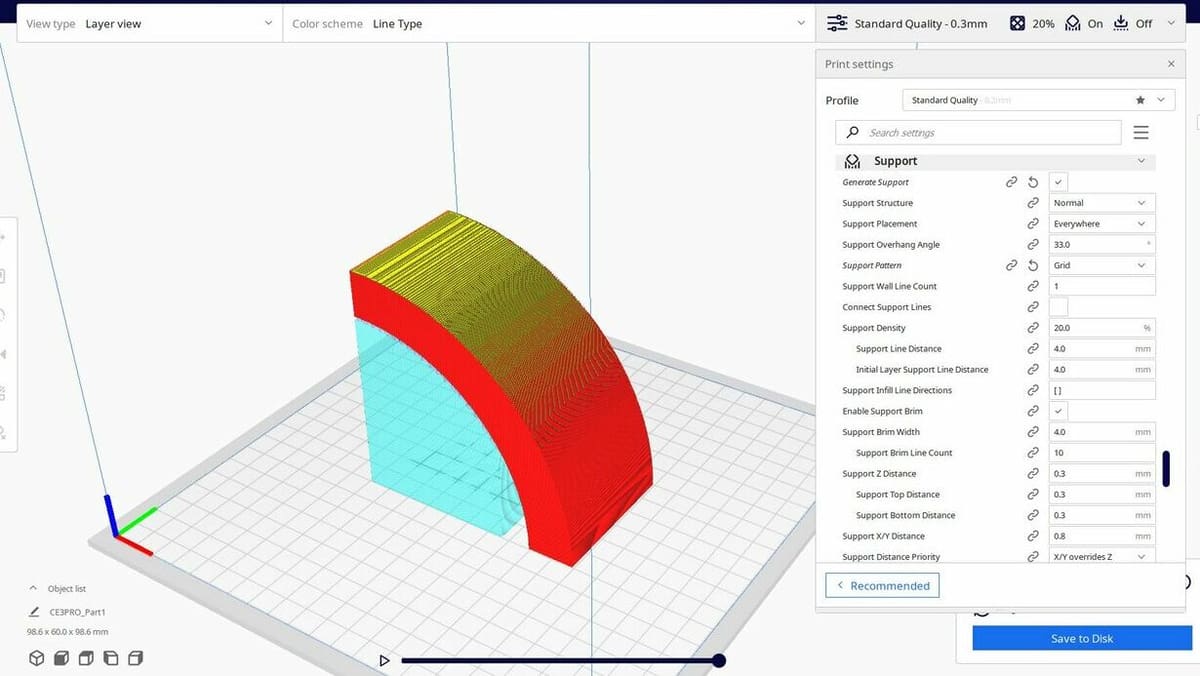
- Assim que abrir o Cura, clique em “Personalizado” em “Ajustes de impressão”. Aqui você consegue ajustar as configurações que ficam ocultas no modo “Recomendado”.
- Clique com o botão esquerdo do mouse no menu (três linhas horizontais na direita da barra de pesquisa) e selecione “Gerenciar Visibilidade dos Ajustes…”
- Selecione a opção “All”.
Você também consegue fazer isso ao clicar na guia “Ajustes” (canto superior esquerdo), selecionar “Configurar visibilidade dos ajustes…” e marcar “Verificar tudo”.
Suportes personalizados
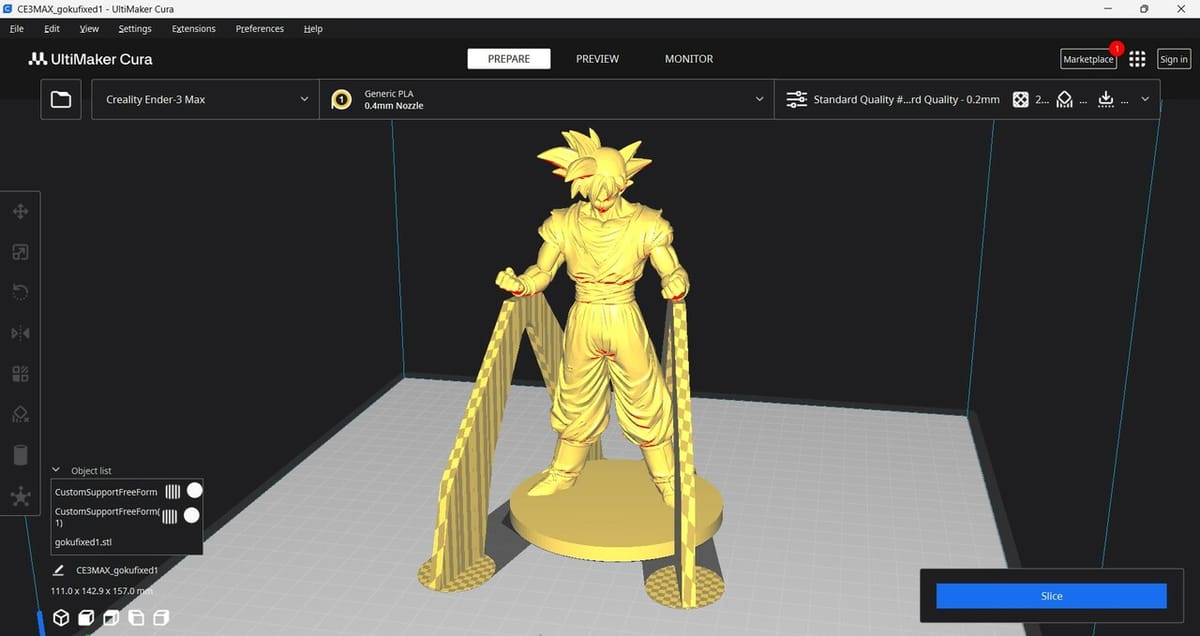
Existe uma variedade de configurações padronizadas do Cura para ajustar suportes que são capazes de atender às suas necessidades de impressão específicas. No entanto, ainda há uma chance de você não conseguir o tipo que está procurando. Muitas pessoas se viram enfrentando esse desafio e, felizmente, algumas delas estavam comprometidas o suficiente com a tarefa para criar plug-ins que permitissem melhorar o processo. Isso permite que você não apenas crie diferentes suportes, mas também tenha mais controle quando se trata de adicioná-los e posicioná-los.
Se você não tiver disposição de instalar plug-ins adicionais, outra opção consiste em criar suportes usando arquivos STL adicionais que podem ser modificados para se comportarem como suportes. No entanto, não vamos nos aprofundar nessas opções adicionais aqui. Em vez disso, recomendamos que você dê uma olhada neste artigo sobre suportes personalizados.
Agora você consegue ver todas as configurações que a UltiMaker oferece no Cura. Feche essa janela para retornar a “Ajustes de impressão”. Nesta lista, basta clicar em “Suporte” e então em “Gerar Suporte”. E agora vamos começar!
Extrusora do suporte
Com o surgimento de impressoras 3D de extrusão dupla, existe a possibilidade de imprimir as peças principais em um material e as estruturas de suportes com outra extrusora utilizando um material solúvel (geralmente PVA). Após a impressão, basta mergulhar a peça em uma solução líquida adequada, não havendo mais a necessidade de se remover suportes manualmente como antes.
É possível ainda selecionar qual extrusora vai imprimir diferentes partes das estruturas de suporte e assim obter uma combinação de PVA (ou outro material solúvel) e seu filamento de escolha.
Você também consegue definir a extrusora de suporte para imprimir as seguintes partes:
- Preenchimento do suporte
- Suporte da primeira camada
- Interface do suporte
- Teto do suporte
- Base do suporte
Você pode otimizar a extrusora e as partes que ela vai imprimir para diminuir o custo total de material e o tempo de acabamento da peça. Por exemplo, para algumas peças, é inteligente usar o material solúvel para imprimir somente o topo e a base dos suportes, facilitando a remoção dele enquanto utiliza o filamento comum no preenchimento do suporte, evitando assim o desperdício de PVA.
Tipo/Estilo
Vamos começar pelas configurações básicas e os aspectos estruturais dos suportes.
Suporte em Árvore

O suporte do tipo árvore é uma alternativa à opção vertical/reta de estruturas de suportes. Para ativar os suportes em árvore, selecione “Árvore” em “Estrutura de Suporte” no menu.
Como o nome indica, o suporte em árvore é uma estrutura oca que parece a uma árvore e dá suporte a modelos através de “galhos” que se espalham em diferentes ângulos, tamanhos e caminhos determinados por parâmetros do Cura.
Desde o lançamento do Cura 5.5, as configurações de suporte em árvore foram atualizadas para usar mais ramificações menores no lugar de ramificações maiores e menos numerosas. Isso reduz o tempo de impressão e a quantidade de filamento utilizado. Além disso, os novos suportes são retirados com maior facilidade.
As configurações padrão são bem confiáveis, mas aqui estão todas as principais configurações que podem ser ajustadas:
- Ângulo Máximo de Galho: ângulo máximo de divisão do galho.
- Diâmetro de Galho: diâmetro do galho mais fino no suporte.
- Diâmetro do Tronco: diâmetro do galho mais grosso no suporte.
- Ângulo de Diâmetro de Galho: o aumento do ângulo aumenta o diâmetro da base dos galhos
- Diâmetro da Ponta: diâmetro da parte superior da ponta dos galhos do suporte.
- Colocação dos Suportes: define se os suportes serão impressos apenas a partir da plataforma de construção ou também a partir do modelo (em todos os lugares).
- Densidade de Galho: o aumento da densidade do galho aumenta a área de contato entre as pontas dos galhos e o modelo, proporcionando melhores overhangs, mas são suportes mais difíceis de remover.
Essas configurações são bem diretas, mas lembre-se do equilíbrio entre a resistência da árvore e a facilidade de remoção.
Padrão
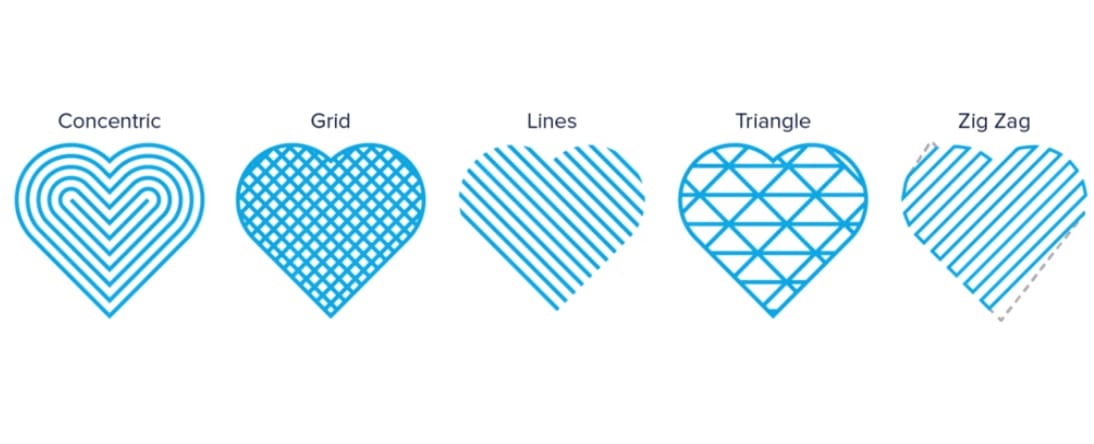
O Cura oferece diversos padrões de estruturas de suporte para suportes normais. Cada padrão apresenta um equilíbrio entre resistência e facilidade de remoção, sendo alguns mais adequados para formas específicas. Segue uma lista com os padrões mais populares:
Fácil e rápido
- O ziguezague é o mais rápido de imprimir e o mais simples de remover.
- O padrão linhas é um pouco mais complicado. Ele ainda produz suportes excelentes e fáceis de remover, mas é um pouco mais resistente que o ziguezague e geralmente não sai em uma só peça.
- O concêntrico é melhor para modelos com formas esféricas ou cilíndricas. Ele costuma ser um pouco mais resistente que o ziguezague e o linhas.
- O Cruzado (cross) é o último padrão que se enquadra nesta categoria. Embora seja mais demorado do que os padrões anteriores, ainda é fácil de flexionar e remover.
Observe que, devido à natureza unidirecional dos padrões acima, eles costumam ser mais frágeis. Vibrações e estruturas de suporte finas, por exemplo, podem fazer com que o bico não se alinhe perfeitamente com as camadas inferiores, o que pode causar problemas a longo prazo.
Além disso, se suportes com esses padrões colidirem com o bico mesmo que levemente, eles podem se soltar da base e colapsar (da mesma forma que uma sanfona)! Trata-se de um padrão que consiste em uma geometria de intertravamento que fornece uma estrutura mais resistente.
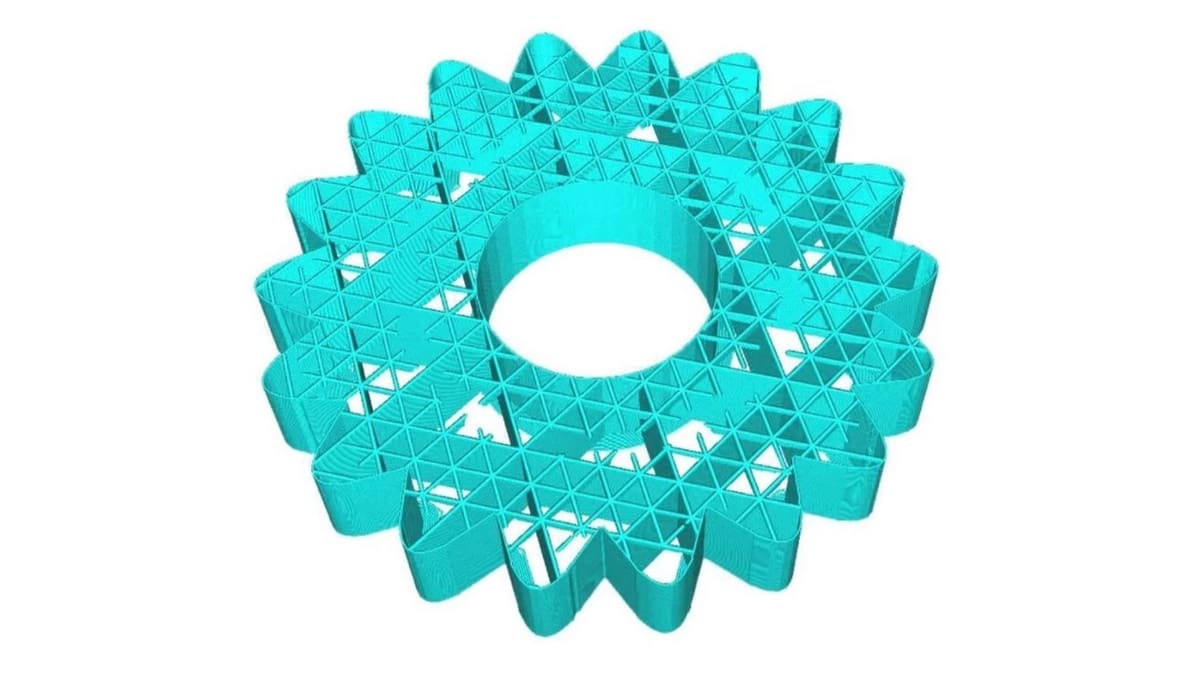
Resistência
Tanto o padrão grade quanto o triângulos são ótimos padrões para obtenção de estruturas de suporte robustas. Elas são mais resilientes a vibrações, embora eles aumentem o tempo total de impressão e geralmente fazem maior contato com as regiões apoiadas. E isso pode dificultar o pós-processamento. O giroide apresenta uma geometria de mudança de camada que fornece uma estrutura sem a criação de bolsas de ar. Isso é interessante quando se usam materiais solúveis para suportes, permitindo tempos de dissolução mais rápidos.
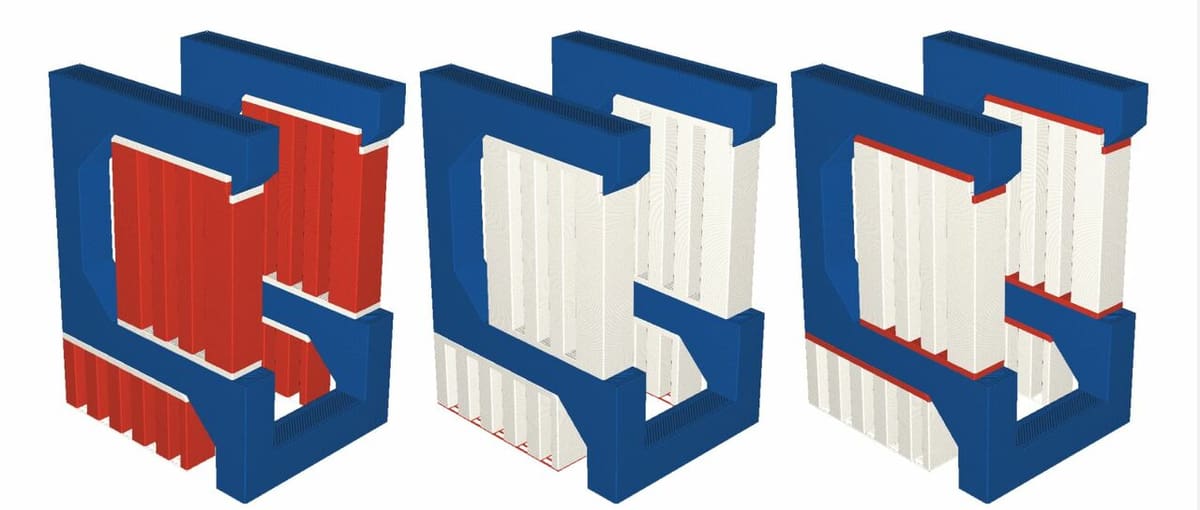
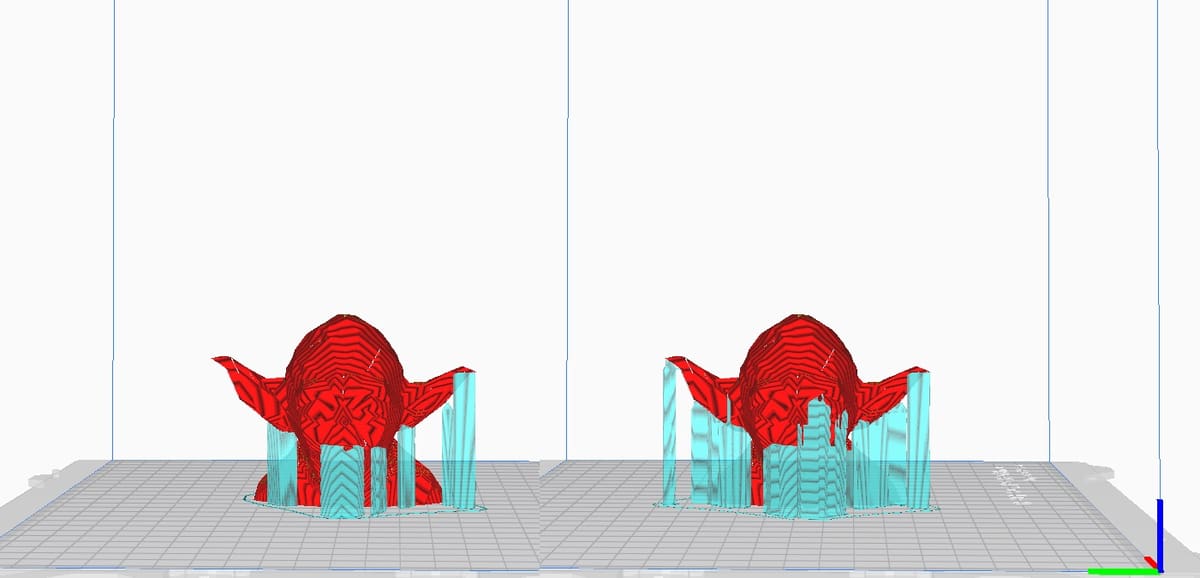
Densidade
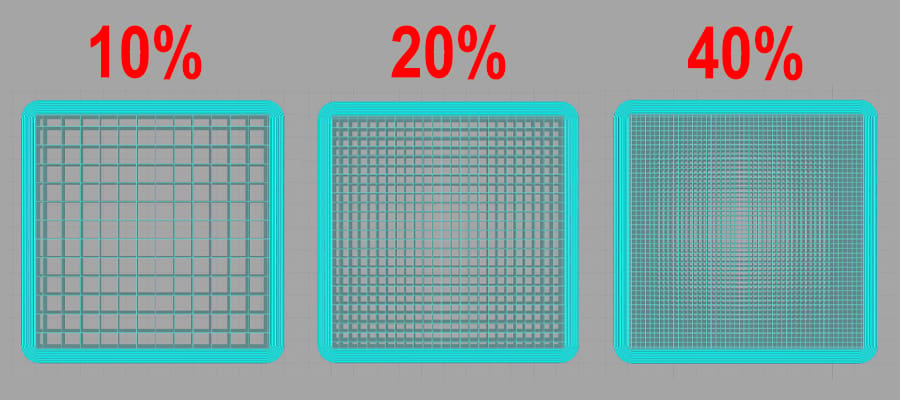
A densidade de suporte é parecida com a densidade do preenchimento, no qual existe um equilíbrio entre resistência, velocidade de impressão, e facilidade de remoção.
As estruturas de suporte de alta densidade costumam ser mais rígidas e podem aguentar maiores vibrações. Além disso, a maior área de contato com overhangs faz com que suportes de alta densidade sejam ideais para regiões complexas ou detalhadas. Suportes de alta densidade lhe confere estruturas mais confiáveis, mas também requer maior quantidade de filamento, tempos de impressão mais longos e pós-processamentos mais difíceis.
Os suportes de baixa densidade são ideais para regiões de suporte normais que não precisam de muitos pontos de contato. Eles são mais propensos a sofrer com vibrações durante a impressão, mas reduzem o custo com filamento, o tempo de impressão e a dificuldade de remoção do suporte.
Uma densidade de suporte de 20% é um ótimo ponto de partida, porém vá ajustando esse valor de acordo com as necessidades do seu modelo.
Espessura de Camada do Preenchimento

Para diminuir o tempo de impressão dos suportes, você pode imprimir as camadas de preenchimento do suporte em uma resolução mais baixa. As estruturas de suporte não precisam ser bonitas, elas só precisam dar o apoio necessário ao seu modelo principal. Se você for imprimir suportes com alturas de camada maiores, lembre-se de definir a espessura de camada do preenchimento como um múltiplo exato da resolução do seu modelo principal. Caso contrário, o Cura vai arrendondar o valor para o próximo múltiplo, que pode ser maior do que você havia planejado.
Passos de Preenchimento Gradual
Essa configuração determina o número de vezes que o Cura vai diminuir a densidade do preenchimento do suporte quanto mais longe estiver da camada de topo do suporte. Essa configuração pode ajudá-lo a economizar em material e tempo de impressão ao usar uma alta densidade de suporte apenas quando estiver em contato (ou próximo) com modelo.
Você também pode definir a altura do passo de preenchimento gradual para determinar o quão próximo serão os passos de densidade.
Torres
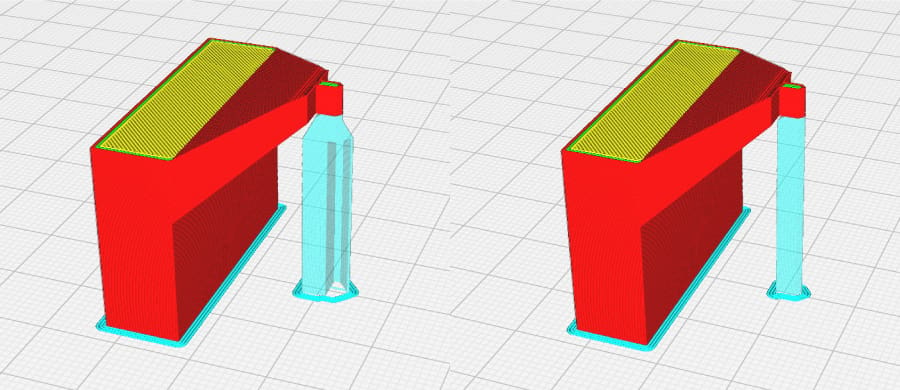
Finalmente, para overhangs muito pequenos, o Cura lhe permite imprimir suportes em torres que se afunilam na direção do topo afim de apoiar áreas menores que o diâmetro mínimo definido. (Outras regiões de suporte vão usar estruturas de suporte normais.)
Para que essas torres de suporte não sejam muito fracas, elas são impressas com um diâmetro maior do que a área que elas suportam. E você sempre pode alterar esse diâmetro no Cura. Você também pode ajustar o ângulo no qual as torres afunilam para um ponto, tornando-as mais planas ou mais pontiagudas.

Localização e posicionamento
Em seguida, as seguintes configurações definem onde e quando as estruturas de suporte serão criadas.
Colocação dos suportes
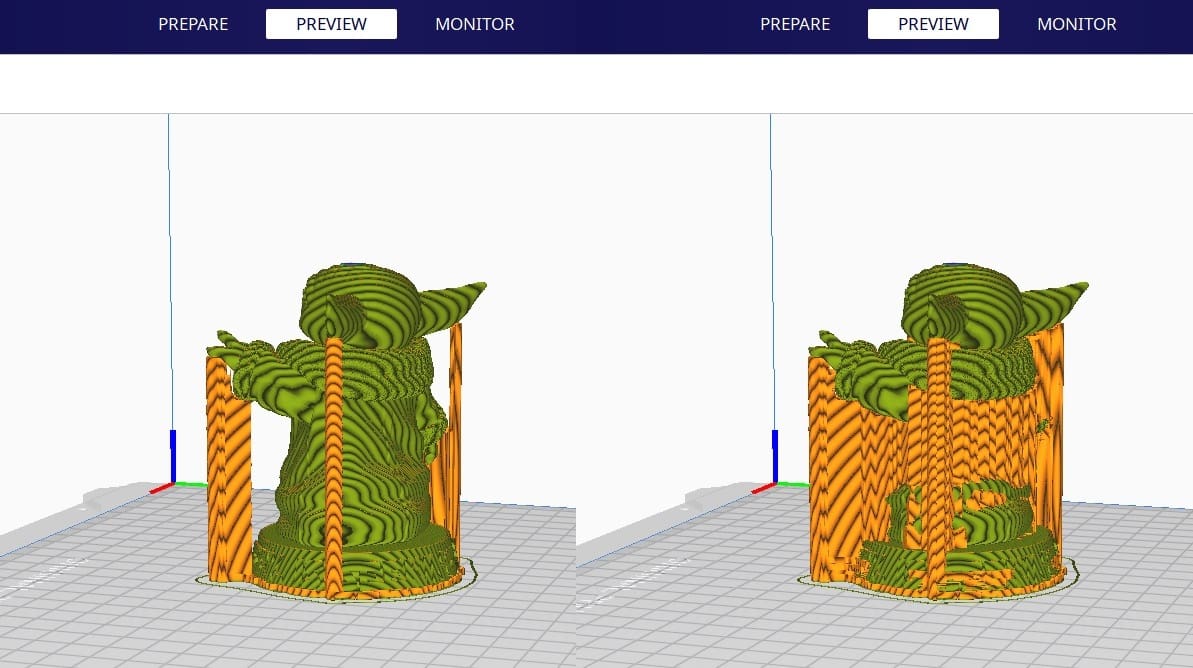
Depois de decidir qual o tipo de estrutura de suporte você vai utilizar, a próxima configuração é a “Colocação dos Suportes”. Aqui você pode escolher entre “Em Todo Lugar” e “Tocando a Mesa”. Como você pode adivinhar, essa configuração determina se os suportes serão impressos em todos os lugares (onde necessário) ou apenas aquelas que partem da mesa de construção.
Na maioria dos casos, “Tocando a Mesa” é a melhor opção, pois criar suportes em todos os lugares pode impactar e muito o acabamento superficial da impressão. Entretanto, tenha em mente que essa opção pode levar a impressões um pouco mais demoradas e consumir mais filamento.
No entanto, muitas vezes você vai precisar de suportes em todos os lugares. É o caso de modelos verdadeiramente complexos que seriam impossíveis de se imprimir sem estruturas de suporte.
Ângulo para Caracterizar Seções Pendentes
Com essa configuração você pode especificar o ângulo de overhang (ou seção pendente) a partir do qual deseja utilizar estruturas de suporte. Como já mencionado anteriormente, o ângulo padrão costuma ser 45°. No entanto, isso pode variar para diferentes máquinas. Experimente um teste de overhang para determinar o quão bem sua máquina trabalha com diferentes ângulos.
O ângulo para caracterizar seções pendentes também pode variar dependendo da impressão. Se você quiser suportes apenas nas pontes de um modelo específico, você pode usar 90°. Se quiser suportes em todos os overhangs, use 0°.
Área Mínima de Suporte
Essa configuração simplesmente define a área mínima para criação suporte, deixando de fora as regiões que você não deseja estruturas de suporte. Essa configuração pode lhe economizar material e tempo de impressão.
Adições
Esses são recursos e materiais adicionados (ou criados) para as estruturas de suporte.
Brim de Suporte
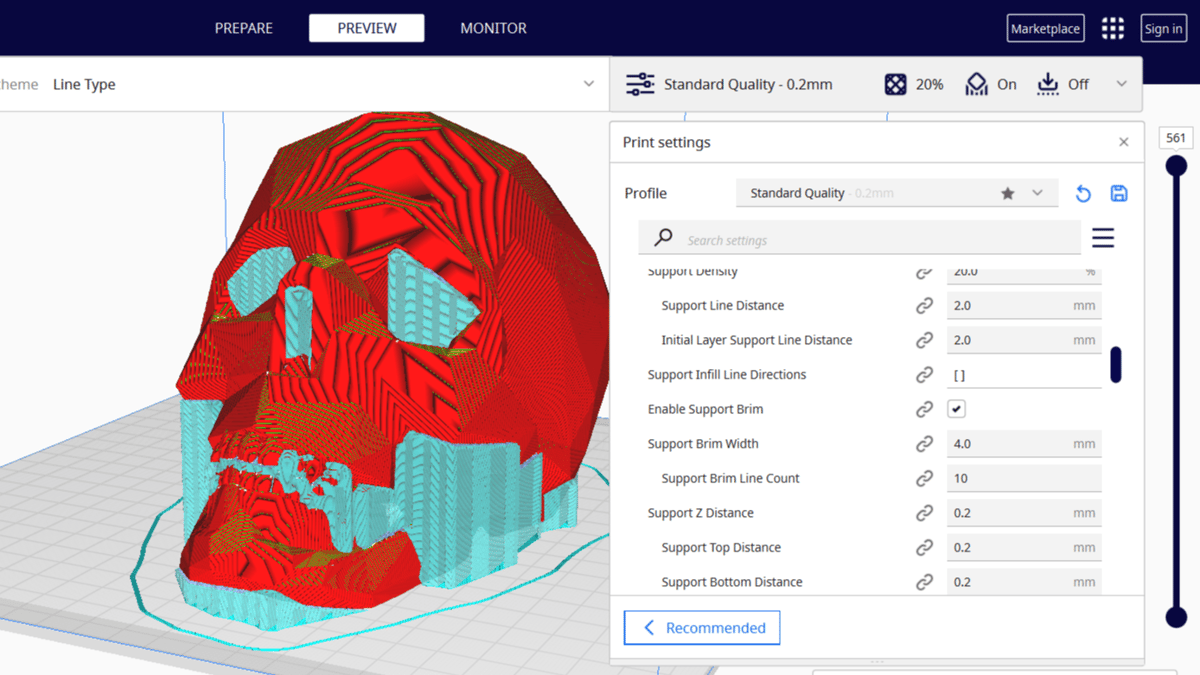
Assim como os brims de modelos, os brims de suporte são linhas concêntricas de material impresso no interior das estruturas de suporte para melhorar a adesão na mesa durante a camada inicial. Habilitá-los no Cura vai melhorar a confiabilidade das estruturas de suporte, garantindo que elas não desgrudem da mesa ou simplesmente caiam.
Os brims de suporte são perfeitos caso você tenha problemas com adesão na mesa ou for utilizar estruturas de suporte com uma base muito pequena. Portanto, ajuste as configurações de brim de suporte para criar uma maior aderência com a plataforma de construção.
Distância de União
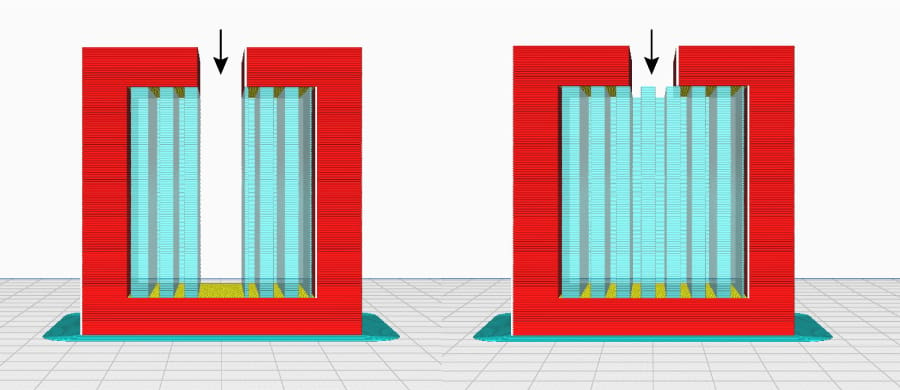
A distância de união do suporte ajusta a distância horizontal máxima entre estruturas de suporte. Quando duas estruturas de suporte estiverem numa distância menor que a distância de união, elas serão impressas como uma estrutura só. Quanto maior essa distância, mais rapidamente os suportes serão unidos. Se as estruturas de suporte forem particularmente finas, uma distância de união maior pode gerar suportes mais resistentes no modelo.
No entanto, se essa distância for muito grande, as estruturas de suporte podem se tornar densas demais e difíceis de remover.
Interface de Suporte
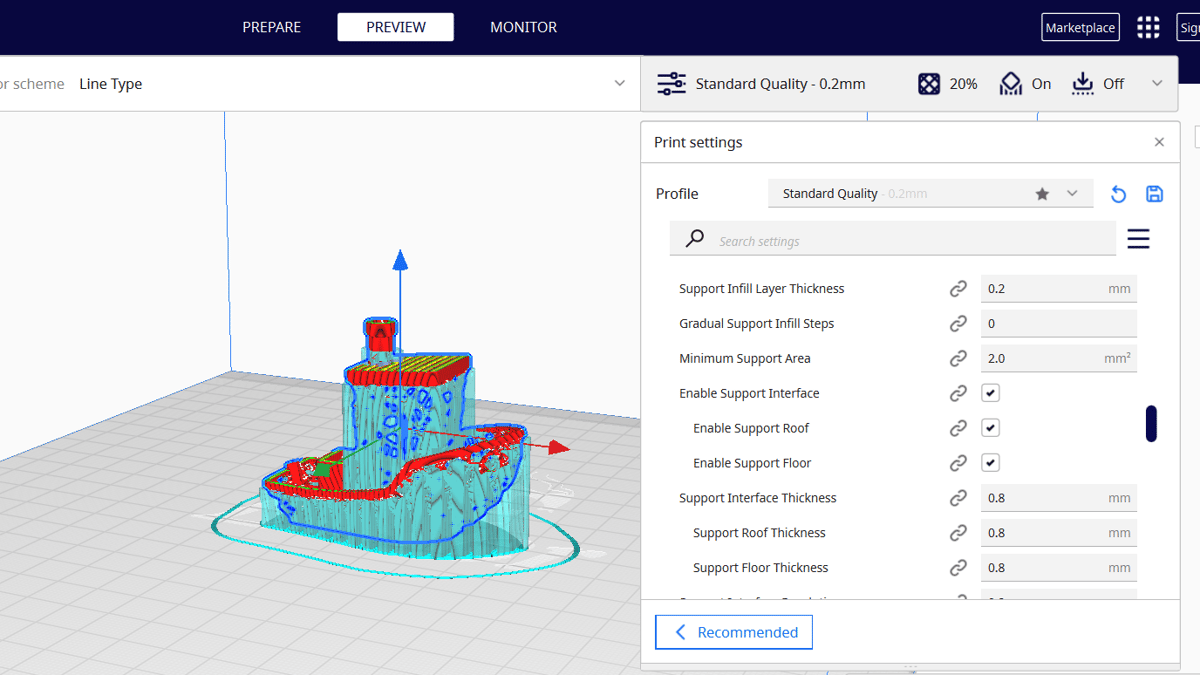
Se você precisa de uma conexão mais suave entre o modelo e a estrutura de suporte, você pode habilitar a interface de suporte. Trata-se de uma camada densa no topo e na base do suporte que cria uma superfície de contato robusta com o modelo. Quando habilitada, a Interface de Suporte torna a remoção de suportes mais difícil, então lembre-se disso.
Nessa configuração do Cura, você consegue ajustar a espessura, a resolução, a densidade, o padrão de preenchimento, a área, a expansão horizontal, e, por fim, as direções de linhas na interface de suporte.
Dimensionamento
Por fim, mas não menos importantes, as configurações a seguir são relacionadas ao tamanho das estruturas de suporte (podendo aumentá-las ou diminuí-las, por exemplo).
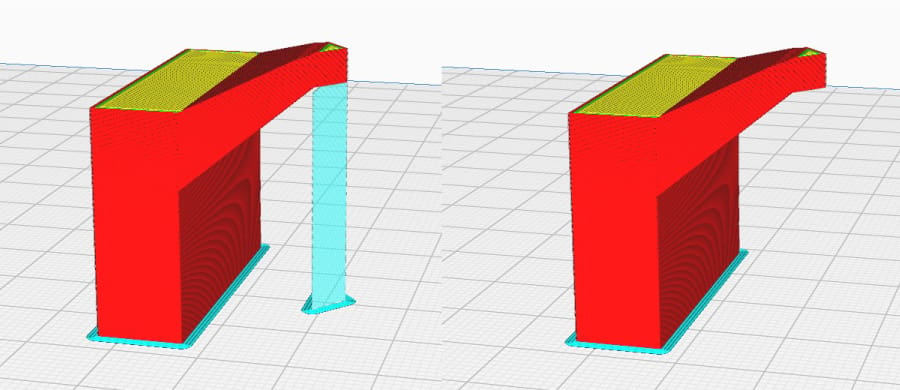
Distância em Z
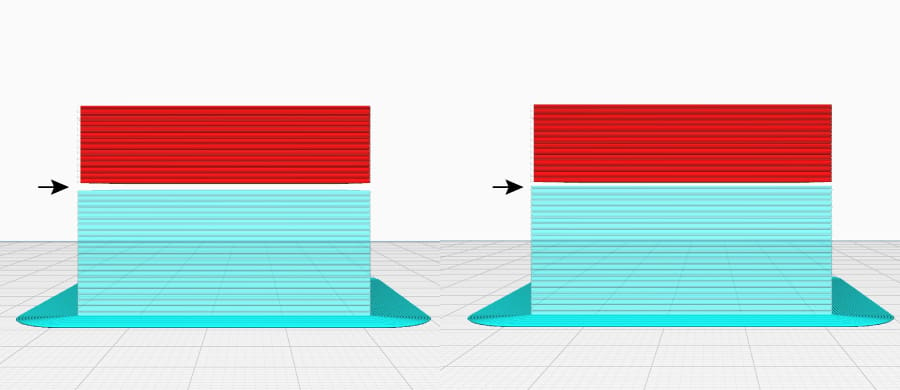
Essa importante configuração define a distância do modelo à parte superior e inferior do suporte. Essa configuração tem dois parâmetros: Distância Superior do Suporte e Distância Inferior do Suporte.
Um aumento dessas distâncias gera uma maior distância entre o modelo e o suporte, o que significa um pós-processamento mais fácil. Isso produz uma superfície de modelo mais suave devido a menor quantidade de pontos de contato com o suporte. Uma menor distância é útil quando você está tentando dar apoiar overhangs mais complexos que possuem muitos detalhes. Entretanto, menores distâncias tornam os suportes mais difíceis de se remover.
Como sempre, teste algumas distâncias diferentes para encontrar o valor perfeito para sua impressora. Certifique-se de que a distância em Z seja um múltiplo da altura de camada utilizada, assim sua impressora consegue chegar nessa distância com maior precisão.
Distância X/Y
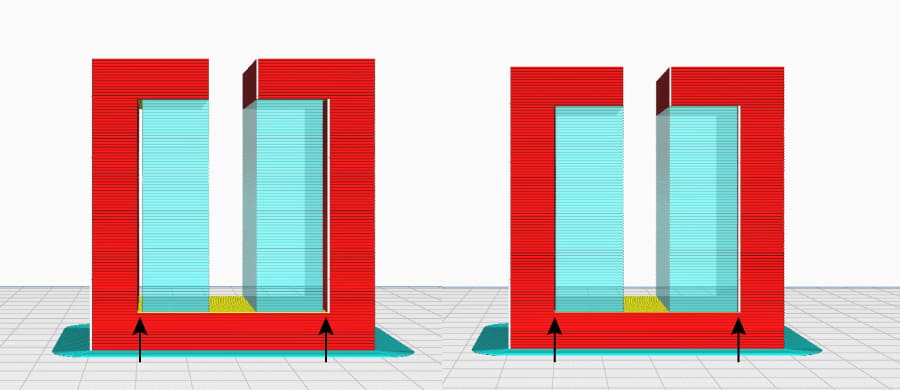
A distância X/Y é muito semelhante à distância em Z do suporte. Ela ajusta a distância horizontal entre um modelo e seu suporte. Mais uma vez, quanto maior a distância, mais fácil será o processo de remoção do suporte. Quanto menor a distância, mais resistente é a estrutura de suporte.
Geralmente, uma maior distância X/Y produz acabamentos superficiais melhores em seções verticais. Se as paredes verticais de suas impressões estão sendo afetadas por suportes próximos, tente aumentar a distância X/Y.
Menores distâncias X/Y produzem melhores suportes para overhangs, isto é, aquelas mais próximas a superfícies verticais (ao redor dos “cotovelos”). No entanto, eles podem criar imperfeições nas superfícies verticais e tornar o pós-processamento doloroso.
Prioridade das Distâncias
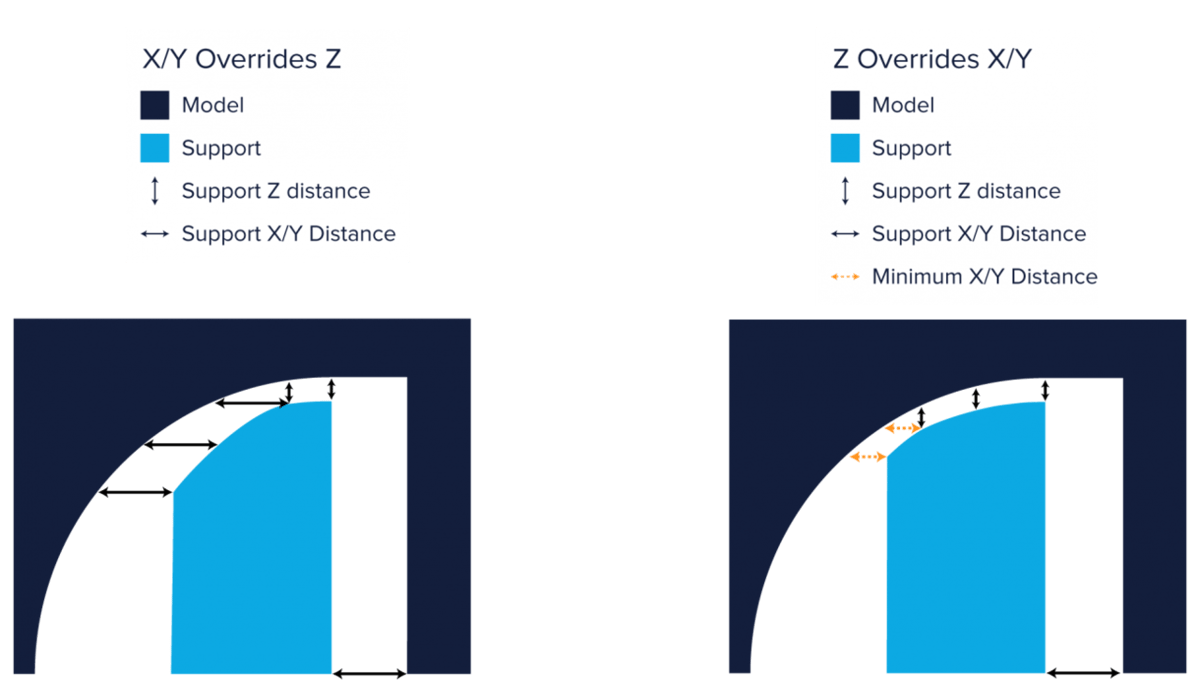
Dependendo do tipo de overhang que você está tentando imprimir, a distância em Z pode contradizer a distância X/Y. No entanto, no Cura você pode atribuir prioridades para essas distâncias, assim em caso de contradição, a distância mais importante é mantida.
Geralmente, é melhor priorizar a distância em Z sobre a X/Y, pois a distância em Z é o que de fato dá sustentação ao modelo. Entretanto, você pode alterar essa configuração dependendo do modelo.
Você também pode definir uma distância X/Y mínima. Logo, mesmo se a distância em Z tem prioridade, uma certa distância mínima em X/Y ainda será mantida.
Altura do Passo de Suporte em Escada
Se você escolheu criar suportes “Em todo lugar”, a altura do passo de suporte em escada é um parâmetro importante a ser considerado. Essa configuração determina o quão próximo a estrutura de suporte acompanha os contornos do modelo. Quanto menor a altura do passo em escada, mais próxima e suave será a conexão com o modelo, produzindo superfícies de interface com suporte mais lisos. Quanto maior a altura do passo em escada, mais grosseira será essa conexão, o que facilita a remoção do suporte.
Expansão Horizontal
Quando regiões que precisam de suportes são muito finas, geralmente é difícil para a impressora criar estruturas de suporte robustas para uma área tão pequena. Essa configuração permite definir um valor para a expansão horizontal do suporte para que até mesmo pequenas áreas sejam apoiadas adequadamente.
Valores altos para essa configuração sempre produzem suportes mais robustos, embora isso gaste mais filamento.
Licença: O texto "Suporte no Cura: como otimizar as configurações", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)