Stringing na impressão 3D: 5 soluções simples

Stringing é um problema bastante comum em impressão 3D, especialmente em PLA, ABS e materiais flexíveis. Livre-se disso com estas cinco soluções simples!
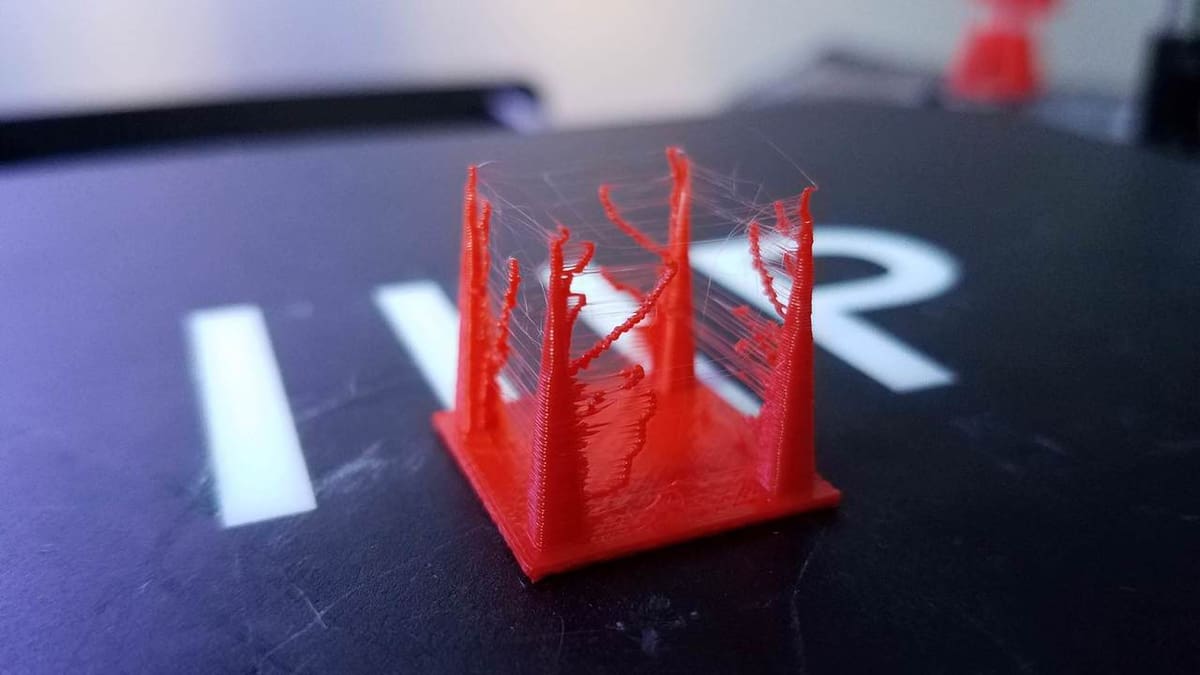
Numa impressora FDM, o bico da extrusora costuma atravessar de um ponto a outro da peça, podendo, no trajeto sobre espaços vazios, deixar escorrer plástico derretido. Esse material então se solidifica e fica grudado à impressão no fomato de fiapos de plástico que se parecem com teias de aranha ou fios de cabelo. É a isso que chamamos de stringing (também conhecido como “teias” ou “fiapos”) na impressão 3D.
Em teoria, o bico não deveria dispensar plástico enquanto se movimenta sobre espaços vazios na peça (movimento também conhecido como “travel” ou viagem). No entanto, o plástico derretido irá muitas vezes vazar onde não deveria, deixando suas impressões com o que mais se parecem “bigodes”.
As principais causas de stringing na impressão 3D são configurações incorretas de retração e temperaturas muito altas do hotend. O PETG, por exemplo, requer temperaturas relativamente altas para ser derretido e é, por isso, reconhecido por apresentar stringing. O PLA e o ABS, no entanto, também são conhecidos por trazer esse mesmo problema.
Felizmente existem algumas formas de evitar o stringing na impressão 3D. Vamos dar uma olhada nisso!
Habilite a retração
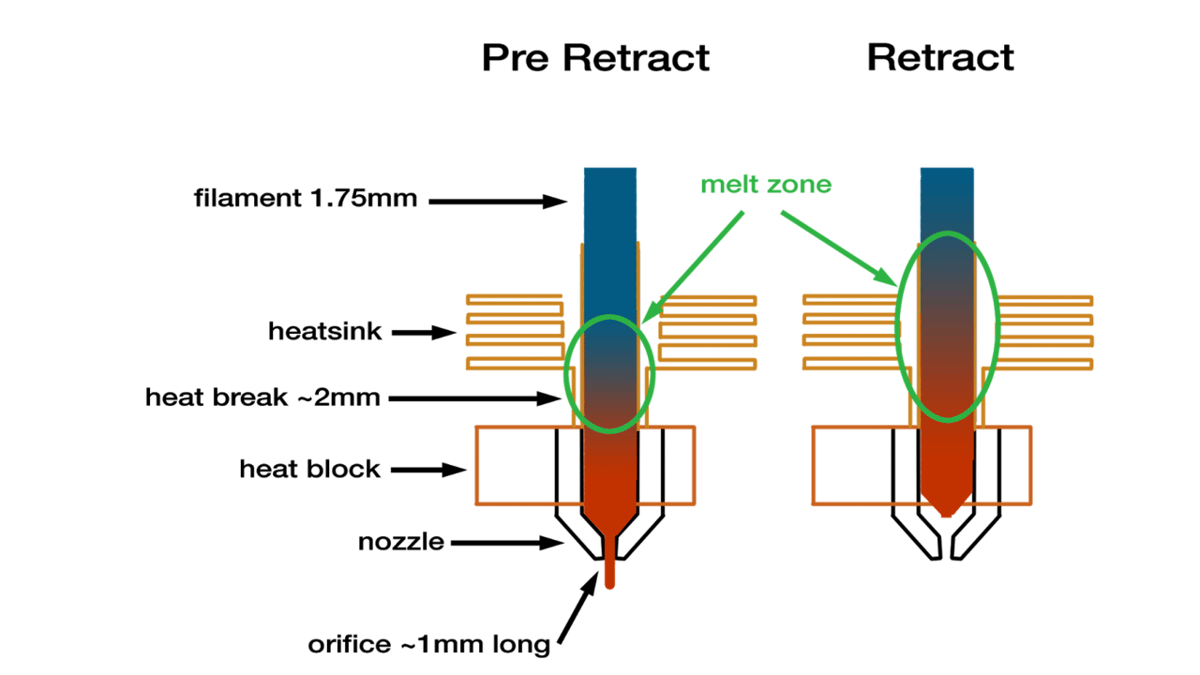
Ativar a retração é o método mais comum para combater o stringing. Ao fazer isso, quando a extrusora tiver que atravessar um espaço vazio na peça, o filamento será puxado um pouco para trás pelo sistema de alimentação. Isso irá evitar que o plástico derretido escorra enquanto a cabeça de impressão se move, porque a ação de “puxar para trás” serve como medida contra o escoamento. Assim que a cabeça de impressão chegar ao próximo ponto, o filamento é puxado de volta e a impressão é retomada novamente a partir do bico.
Na maioria dos aplicativos de fatiamento, tal como o Cura, a retração vem geralmente ativada por padrão. Contudo, é sempre uma boa ideia confirmar que essa configuração está ativa, especialmente quando você começar a observar stringing em suas peças. Se a retração estiver ativada e ainda houver stringing nas suas impressões, você irá precisar ir aos pormenores das configurações de retração:
Distância de retração
A distância de retração é provavelmente a configuração de retração mais importante, pois determina o comprimento do filamento que é puxado para trás pela extrusora. Geralmente, quanto mais o seu bico de impressão puder retrair, menos provável será encontrar stringing na impressão 3D. Mas, se a reração estiver em um valor alto demais, o filamento poderá não estar a postos no hotend quando for preciso retomar a impressão.
A distância de retração varia conforme o tipo de extrusora que você estiver usando. No entanto, uma extrusora do tipo Bowden irá normalmente requerer uma distância de retração maior devido à distância mais longa entre o bico e a engrenagem do drive.
Para determinar a distância correta de retração, você irá precisar fazer impressões de teste. Experimente este teste de impressão: ele é rápido e não usa muito filamento.
Velocidade de retração
A velocidade de retração determina quão rápido o filamento irá ser retraído. Uma velocidade mais rápida de retração sugere uma menor probabilidade de ocorrer stinging porque o filamento é puxado para trás de forma rápida o bastante, antes de começar a escorrer. Contudo, quando a velocidade de retração é alta demais, pode acontecer de o filamento romper-se da porção que se encontra dentro do bico. Ou, pior ainda, um movimento muito rápido da engrenagem do drive pode triturar o plástico derretido e entupir o bico ou criar áreas onde o filamento não é depositado.
Por isso, você precisa encontrar um ponto ideal (entre o lento e o rápido), onde a retração seja ótima. Esse ponto varia dependendo do material de impressão. Assim, realize algumas impressões rápidas de teste de modo a determinar a velocidade de retração ideal.
Além disso, alguns fatiadores específicos podem ser úteis para definir as configurações corretas. Por exemplo, o Simplify3D traz alguns perfis pré-configurados que são um ótimo ponto de partida se você estiver em busca de uma velocidade de retração que melhor funcione.
Que configurações você precisa usar?
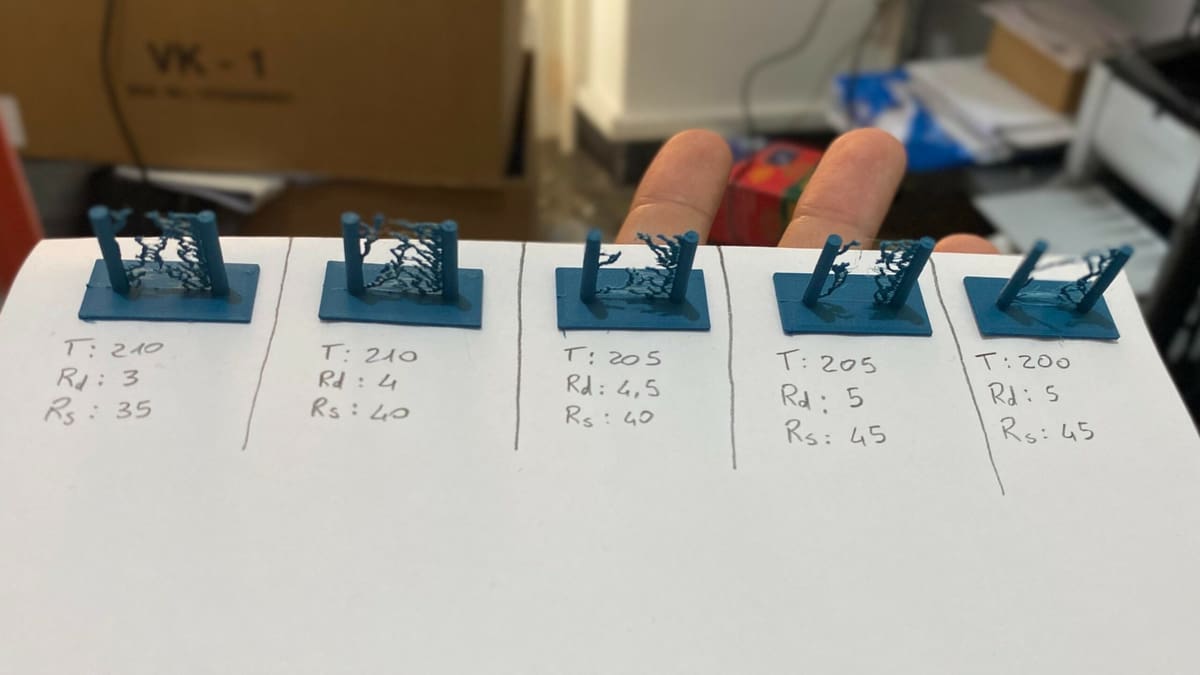
Para determinar os melhores valores de retração, você precisa primeiro saber que extrusora você irá usar e com que material irá imprimir.
Materiais como ABS e PLA vão bem com uma velocidade de 40 a 60 mm/s e uma distância de retração de 0,5 a 1 mm em extrusoras diretas. Por outro lado, extrusoras com configuração Bowden irão requerer geralmente velocidades entre 30 a 50 mm/s, com distâncias de retração em torno de 2 mm. Esses valores não são constantes e podem mudar em função de muitas variáveis.
Alguns programas de fatiamento (slicers), como o Simplify3D, vêm com parâmetros “coast” e “wipe”, que são ferramentas poderosas para uma marcação mais avançada dos valores de retração. Como o nome sugere, o “wipe” (limpeza) move o bico contra o perímetro externo para limpar os restos de plástico, enquanto o “coast” desliga a extrusora nos últimos milímetros da linha de impressão para diminuir o acúmulo de pressão e evitar blobs (“caroços”).
No Cura, a configuração “Percurso Mínimo para Retração” impede que a retração ocorra a menos que a cabeça de impressão percorra uma determinada distância. Isso funciona como uma precaução contra o arraste de filamento. Outra configuração a ser considerada é o Modo de Combing, que controla os movimentos de percurso da impressora para evitar retrações desnecessárias. Todas as configurações de retração podem ser encontradas no menu “Percurso” do Cura.
No fim das contas, quando a retração ocorre de forma correta, ela impede o stringing e lhe dá um maior controle sobre suas impressões.
Ajuste a temperatura correta
À medida que a temperatura aumenta, o material de impressão se torna mais liquefeito e fica mais propenso a pingar do bico de impressão, mesmo depois de ajustar as configurações de retração. Uma temperatura mais baixa reduz essa probabilidade. Contudo, você precisa tomar cuidado para não definir uma temperatura muito baixa. Temperaturas muito baixas podem fazer com que o filamento não se derreta o suficiente, o que pode trazer problemas à extrusão.
A temperatura ideal depende do material de impressão e de outros ajustes de impressão. No entanto geralmente se recomenda baixar a temperatura assim que você observa a ocorrência de stringing. Você pode tentar reduzir a tempretura do bico em escalas de 5 a 10 ºC, mas nunca reduza a temperatura para valores abaixo das especificações mínimas do fabricante. Estas são as temperaturas geralmente recomendadas para alguns dos filamentos mais comuns:
- PLA: 180 – 220 °C
- ABS: 210 – 250 °C (90 – 110 °C na mesa de impressão)
- PETG: 220 – 250 °C
- TPE: 210 – 260 °C (20 – 110 °C na mesa de impressão)
- PVA: 160 – 215 °C (60 °C na mesa de impressão)
- TPU: 210 – 230 °C (30 – 60 °C na mesa de impressão)
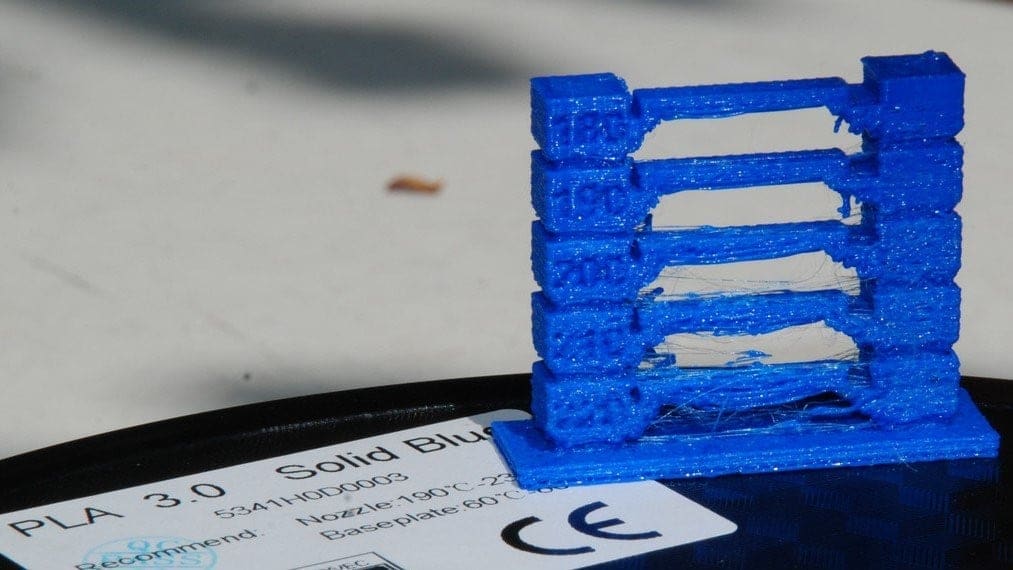
O teste de impressão da torre de temperatura é uma ótima maneira de identificar a temperatura ideal para cada material de impressão.

Ajuste a velocidade de impressão
Algumas configurações de velocidade também podem provocar stringing na impressão 3D. Se, por exemplo, o bico da extrusora levar muito tempo para se mover entre dois pontos, há uma maior probabilidade de haver stinging porque o plástico derretido terá mais tempo para escorrer. Se, por outro lado, a cabeça de impressão puder deslocar-se mais rapidamente, pode ser rápido o bastante para que o filamento não tenha tempo de escorrer pelo bico de impressão.
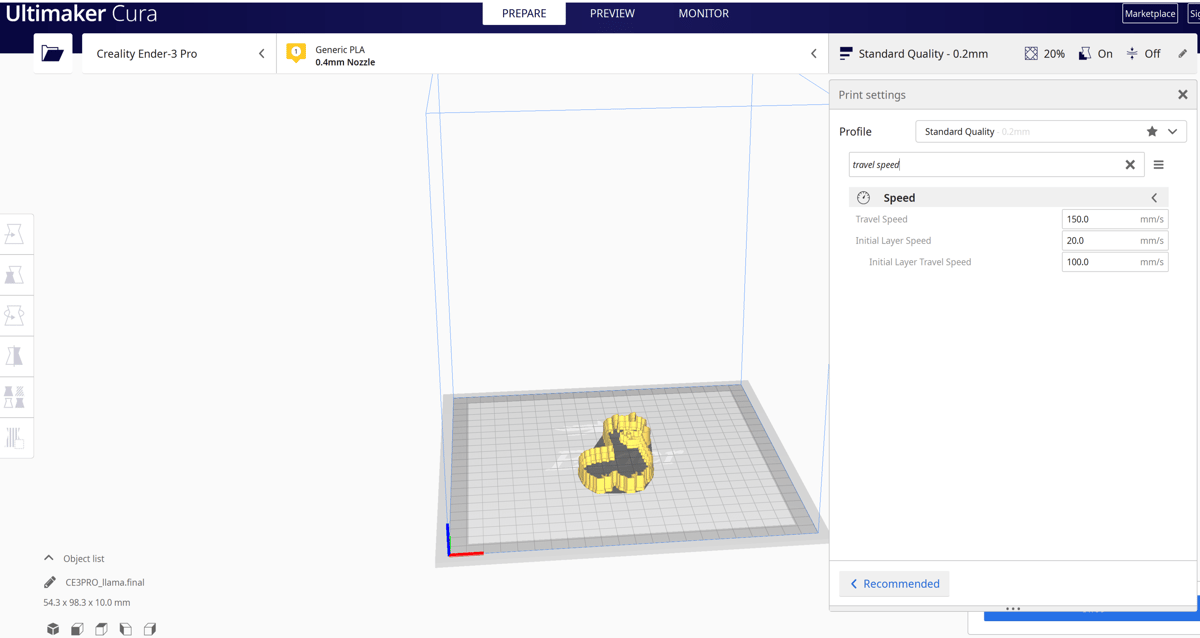
Essa configuração é chamada de “Velocidade de Percurso” no Cura, e aumentá-la pode reduzir o stringing da impressora 3D. No entanto, se a temperatura for baixa demais e a velocidade for muito alta, você pode acabar enfrentando problemas de baixa extrusão (“under extrusion”) porque o plástico não terá tempo suficiente para ser depositado.
Em geral, uma velocidade de 190 a 200 mm/s funciona bem com a maioria dos materiais de impressão. A MatterHackers, no entanto, descobriu que 150 mm/s é a configuração ideal de Velocidade de Percurso para a maioria das impressoras.
Uma configuração semelhante em outros fatiadores, incluindo o Simplify3D, é o “X/Y Axis Movement Speed” (Velocidade de movimento dos eixos X/Y). Basicamente, ela permite que você altere a velocidade da cabeça de impressão enquanto ele se move para os locais onde o filamento precisa ser depositado. Aumentar a velocidade significa menos tempo para escorrimentos durante os movimentos de percurso.
Embora não seja uma configuração de velocidade em si, o comprimento real dos movimentos da cabeça de impressão também pode favorecer o aparecimento de stringing. Quanto mais longo for o movimento de percurso, maior a probabilidade de o plástico escorrer para fora do bico. Alguns fatiadores ajustam o percurso de deslocamento para favorecer movimentos mais curtos. Por exemplo, a configuração “Avoid crossing outline for travel movement” (Evitar cruzar perímetros durante movimento de percurso) do Simplify3D mantém os percursos de deslocamento curtos para reduzir a chance de escorrimento.

Limpe o bico antes da impressão

Quando você usa uma impressora 3D por muito tempo, especialmente com apenas um tipo de material de impressão como o PETG, o filamento pode deixar uma fina camada de resíduo no interior do bico da extrusora. Essa camada pode causar o stinging na impressão, uma vez que fios do filamento vão tentar se fixar à superfície da peça impressa.
Para evitar esse problema, certifique-se que seu bico esteja bem limpo antes da impressão. Comece pelo exterior do bico, limpando-o com um pano úmido enquanto ele ainda estiver quente. Isso deve remover os detritos da parte externa, mas talvez seja necessário usar uma escova de aço ou uma pequena lâmina para remover os restos de material.
Em seguida, você deve limpar a parte interna do seu bico e remover os resíduos que estiverem bloqueando o furo de saída. A maneira mais fácil de fazer isso é inserir uma pequena agulha ou broca no bico. Isso deve quebrar a sujeira e desbloquear o canal do bico. Entretanto, se isso não funcionar, você também pode tentar o método cold pull para remover quaisquer detritos que ficaram dos filamentos anteriores.
Se ainda estiver com problemas após realizar a limpeza com os métodos acima, talvez você precise substituir o bico. Apenas certifique-se de aquecer o hot end para derreter qualquer material preso em seu interior e remover qualquer filamento que esteja na extrusora. Assim que todo o material restante for removido, você pode então retirar o bico. Em seguida, limpe o hot end com um pequeno palito metálico antes de colocar seu novo bico.
Para obter orientações mais detalhadas, consulte nosso guia de limpeza de bicos.
Proteja seus filamentos da umidade
A umidade no ar pode danificar filamentos e gerar stringing. Quando umidade está presente no material, ela tende a se transformar em vapor à medida que o plástico é aquecido. Esse vapor pode misturar-se ao plástico, aumentando a probabilidade de ele escorrer durante os percursos sem impressão. O PLA é o principal culpado aqui porque tende a absorver mais umidade em comparação com o ABS e outros materiais. Entretanto, todos os filamentos de impressão 3D FDM são higroscópicos em algum grau.
Stringing severo é um sinal de que você está imprimindo com um filamento úmido. A boa notícia é que você pode secar seu filamento com segurança e deixá-lo pronto para impressão através diferentes métodos. O primeiro é comprando um secador de filamentos. Essas máquinas esquentam o filamento e evaporam a umidade em um ambiente controlado. A Sovol SH01 e o Sunlu FilaDryer S2 são boas opções para secagem de filamento.
Outra opção é secar o filamento em um forno. Você vai precisar checar a temperatura de transição vítrea do filamento e esperar até que o forno aqueça antes de colocar o rolo dentro dele. Uma boa regra geral é deixar o filamento no forno de quatro a seis horas. Caso seu forno não seja adequado para isso, você também pode utilizar um desidratador de alimentos para secagem.
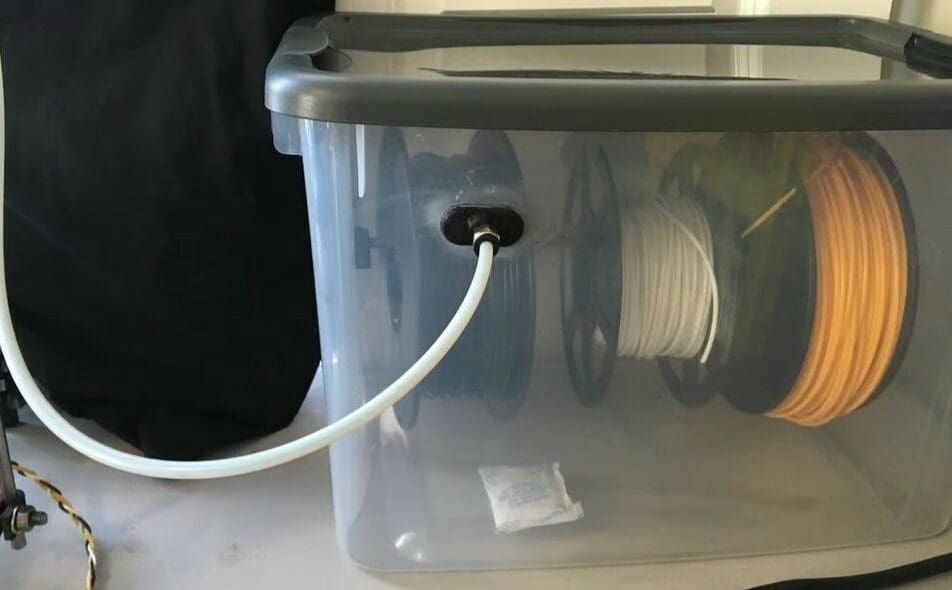
Depois de secar seu filamento, você vai precisar armazená-lo em um ambiente livre de umidade. Considere algumas boas soluções de armazenamento como caixas herméticas, pacotes de dessecantes, e sacos de vácuo. Você também pode comprar uma caixa de armazenamento específica para filamentos como a Polymaker PolyBox ou uma optar por uma versão DIY como um saco de armazenamento da Rubbermaid.
Licença: O texto "Stringing na impressão 3D: 5 soluções simples", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)