Sub-extrusão (impressão 3D): 8 soluções simples

Enfrentando problemas com a sub-extrusão na impressão 3D e não sabe resolvê-los? Confira esse guia para descobrir algumas soluções simples.
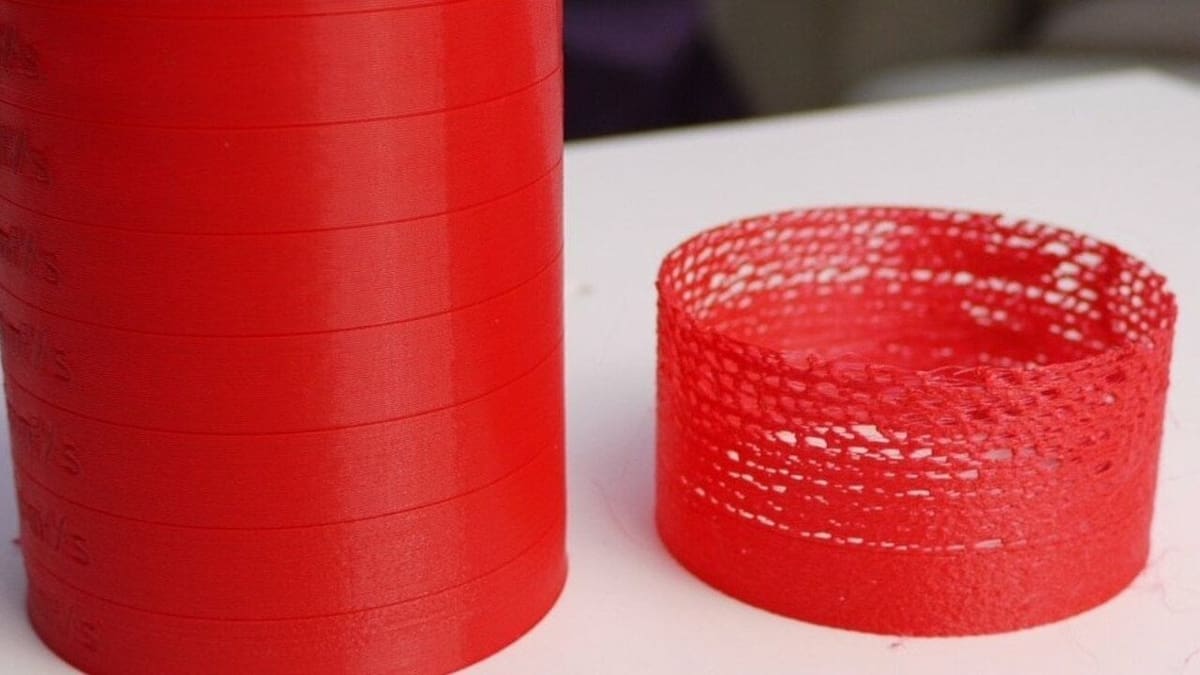
A sub-extrusão ocorre quando uma quantidade menor de filamento é extrudado durante a impressão. Isso pode resultar em lacunas na peça, camadas defeituosas, e até mesmo o aparecimento de pequenos pontos ou furos na impressão. Assim, tanto a qualidade como a resistência das impressões são comprometidas com a sub-extrusão.
A sub-extrusão pode estar relacionada às configurações e calibração (no caso de você observar a sub-extrusão de forma consistente) ou ao hardware (se o problema surgir de repente). Certifique-se de verificar quaisquer problemas com hardware primeiro e sempre tenha cuidado ao ajustar as configurações do fatiador caso você já tenha usado essa impressora com sucesso antes.
A seguir, vamos dar uma olhada em algumas das soluções fáceis para sub-extrusão que devem eliminar esse problema chato. Mas, antes de começar, certifique-se de ter um cubo de calibração ou uma impressão de teste favorita que você possa usar para ajustar suas configurações.

O que verificar
Como já foi dito, é recomendado começar pelo hardware. Vamos dar uma olhada no que você precisar considerar primeiro.
Diâmetro do filamento

Um valor incorreto do diâmetro do filamento é um problema comum que pode ser corrigido sem precisar mudar nada na sua impressora 3D, e começa com um dos componentes mais básicos da sua impressão. Como um exemplo exagerado, se o seu fatiador espera um filamento de 1,75 mm e você estiver tentando imprimir com um filamento de 3 mm de diâmetro, a extrusora não vai empurrar a quantidade suficiente de filamento.
Use um paquímetro para medir o filamento e descobrir o diâmetro correto. Algumas vezes, até mesmo uma variação de 0,1 mm pode causar problemas de impressão.
Para fazer as alterações necessárias, se estiver utilizando Cura, vá a “Preferências > Configurar Cura > Impressoras…”, selecione a sua impressora (ou adicione uma nova, caso a sua não esteja na lista) e clique em “Ajustes da máquina”. No separador da extrusora correspondente (Extruder), mude o “Diâmetro de material compatível” para que fique de acordo com o do seu filamento. Depois mude o diâmetro de material seguindo “Ajustes > Extruder 1 > Material > Administrar Materiais…”. Já que materiais pré-ajustados não podem ser editados, você precisará criar um novo (para simplificar, baseado em um material existente) e adicionar o número específico no campo “Informação > Diâmetro”.
Vale notar que se você estiver planejando imprimir com um filamento de 1,75 mm mais tarde, será preciso alterar o material e as configurações da impressora novamente.
Devido às condições específicas e intrincadas necessárias para fabricação de filamento (como temperaturas, prevenção de contaminação), marcas mais baratas ou genéricas podem não atender os padrões de qualidade necessários para produzir o material de que você precisa. Às vezes o mais barato pode ser melhor, mas isso não é necessariamente verdade aqui.

Nós no filamento
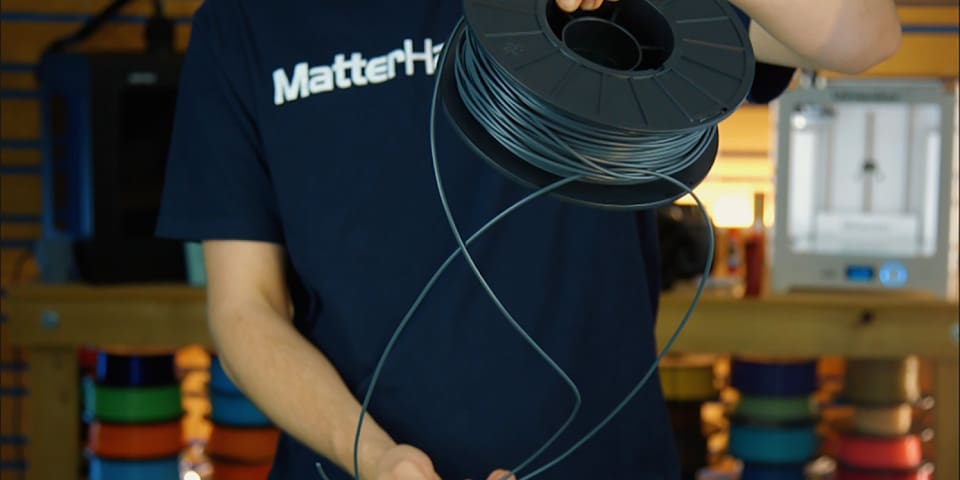
Outro problema com rolos que pode acontecer quando você já estiver imprimindo são nós e emaranhados, que são tão irritantes quanto inevitáveis. Não deixe de conferir nossas dicas para evitar emaranhados.
A melhor forma de consertar um nó ou emaranhado é ir desenrolando o filamento além encontrar da origem do nó e depois enrolá-lo de novo com cuidado. No futuro, utilize um clipe de filamento!

Bico & hot end

A causa mais comum de sub-extrusão é um bico entupido. Mesmo um entupimento apenas parcial pode arruinar suas impressões 3D. Se a sua impressora começar a sub-extrudar de repente, especialmente se a manutenção da cabeça de impressão estiver atrasada, entupimento de bico é provavelmente o problema.
Você pode resolver esse problema limpando ou substituindo o bico da impressora. Muitas vezes você pode simplesmente escovar o bico com uma escova de arame e usar um limpador de bico do tamanho certo para remover qualquer material entalado para liberar o fluxo do bico. Caso contrário, a solução pode ser mais complicada.

Tubo Bowden & extrusora

Se o bico estiver limpo e você ainda estiver com problemas de sub-extrusão, verifique o tubo Bowden da sua impressora 3D (ou a parte “fria” da extrusora, se for uma impressora de extrusão direta). Algumas vezes, tubos de PTFE deteriorados podem se fundir ao filamento e causar entupimentos.
Para remover o filamento entupido e o pedaço de tubo de PTFE danificado, remova o clipe da conexão de engate rápido, pressione a pinça ao redor do tubo de PTFE e puxe o tubo com firmeza. Aquecer o hot end à temperatura de impressão (~200 °C) também pode ajudar, mas tenha bastante cuidado caso escolha este método. Isso vai garantir que o filamento não fique preso no bico e assim impedir a remoção do tubo Bowden.
Se sua impressora tiver uma configuração de extrusão direta, você vai precisar acessar a parte “fria” do hot end e verificar se o filamento consegue ser empurrado para o hotend sem ser obstruído.

Engrenagens da extrusora
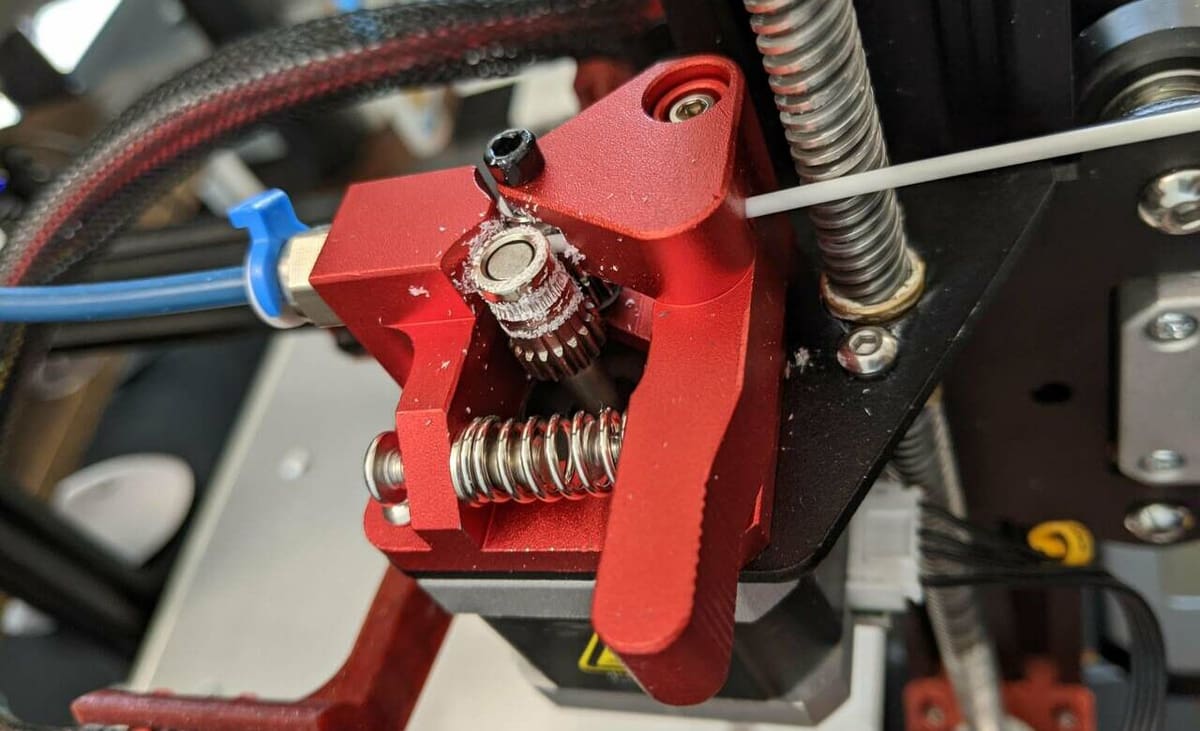
Uma causa comum de sub-extrusão são engrenagens sujas da extrusora. Se você teve problemas de entupimento no passado, as engrenagens da extrusora podem triturar o filamento parado e esses fragmentos de filamento se acumulam nos dentes da engrenagem. Isso impede que a extrusora agarre e empurre o filamento para o bico.
Uma rápida limpeza com uma escova de arame deve resolver esse problema rapidamente!
Configurações para ajustar
Se nenhuma das verificações acima mostraram bons resultados, está na hora de ajustar as configurações.
Aumentar a temperatura de impressão
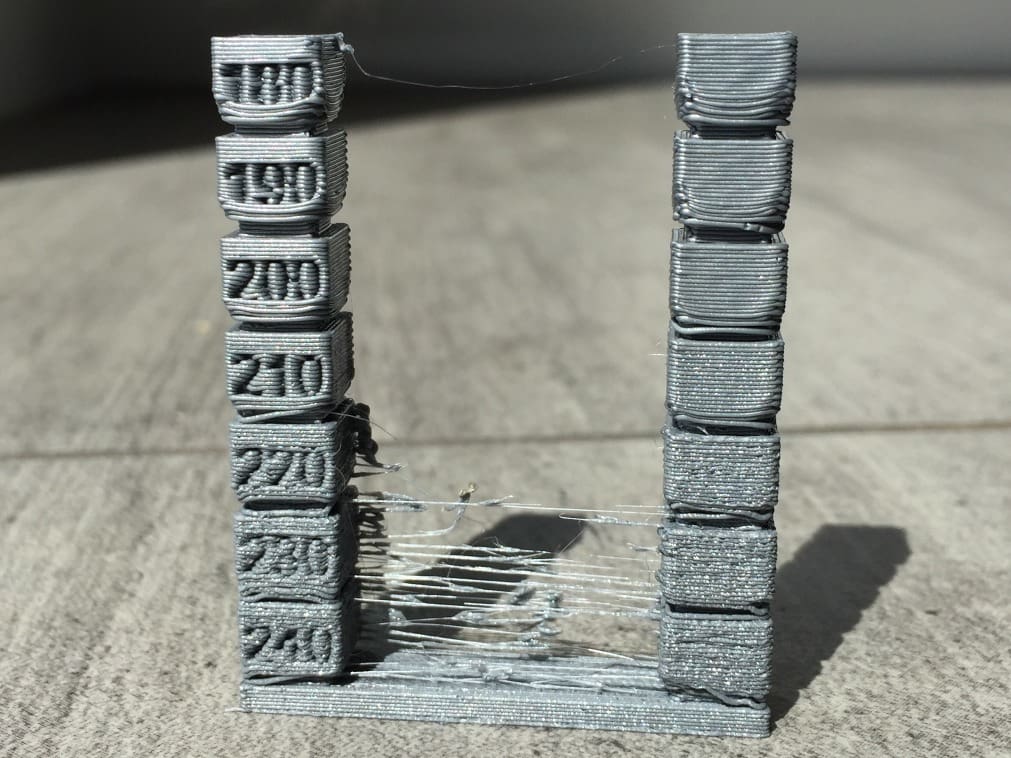
Mesmo dentro da mesma categoria de material, diferentes marcas e cores de filamentos exigem temperaturas de impressão ligeiramente diferentes. Se você trocou de filamento recentemente e de repente está vendo problemas de sub-extrusão, é provável que precise ajustar a temperatura de impressão. Se a temperatura de impressão for muito baixa, o filamento não flui adequadamente.
Aumente a temperatura de impressão em incrementos de 5 °C até encontrar a temperatura correta para sua impressora e material. Você pode ajustar essa configuração imprimindo modelos de teste repetidamente enquanto ajusta a temperatura, ou ao imprimir uma única torre de temperatura onde você pode testar várias temperaturas ao mesmo tempo.

Ajustar as configurações de retração

Se você estiver com problemas de sub-extrusão nas bordas e cantos das suas impressões, talvez seja necessário ajustar suas configurações de retração. Se você retrair o filamento demais ou de forma muito lenta, a extrusora não vai conseguir empurrar a quantidade de filamento suficiente para criar uma camada perfeita.
Reduza a distância de retração em 1 mm por vez e aumente a velocidade de retração em 5 mm/s por vez. Pare quando o problema desaparecer ou ser mínimo. Se você começar a ter problemas de “stringing” ou bolhas (“blobs”) nas suas impressões, a distância e velocidade de retração precisam voltar um pouco para as configurações iniciais. Como regra geral, nunca use uma distância de retração abaixo de 2 mm ou uma velocidade acima de 45 mm/s.

Aumentar a taxa de fluxo
Se o hardware estiver em perfeitas condições, nenhuma das dicas de configuração funcionar, e você ainda estiver tendo problemas de sub-extrusão, tente aumentar a taxa de fluxo (também conhecida como fator ou multiplicador de extrusão) no seu slicer (fatiador). Isso vai fazer com que a extrusora empurre mais filamento pelo bico, produzindo impressões com mais material.
Ajuste essa configuração em 2,5% até encontrar o ponto certo. Entretanto, saiba que aumentar demais essa configuração pode gerar entupimentos. Às vezes, filamentos de diferentes marcas, cores e materiais exigem taxas de fluxo ligeiramente diferentes. Como regra geral, não aumente essa configuração para mais de 1,1 (ou 110%). Caso contrário, você vai ter novos problemas.
Como mencionado anteriormente, não ajuste essa configuração se você já teve impressões bem sucedidas com essa impressora, configurações e material. Se a sub-extrusão aparecer de repente, o problema provavelmente está no hardware.
Licença: O texto "Sub-extrusão (impressão 3D): 8 soluções simples", da All3DP, é licenciado pela licença Creative Commons Atribuição 4.0 Internacional (CC BY 4.0)